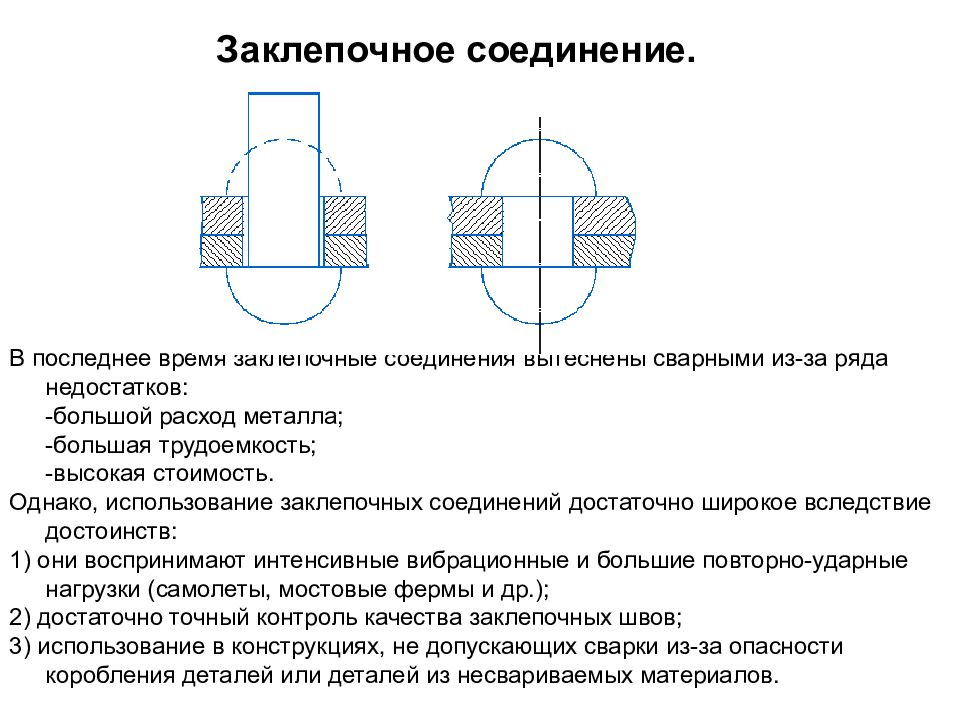
Заклепочные соединения: достоинства и недостатки |
Время прочтения статьи: 20 минут
Автор статьи: pkmetiz.ru
Заклепочное соединение деталей получило широкое применение в строительстве, машиностроении, приборостроении и многих других отраслях. Заклепки — это широкая категория метизов, которые позволяют создавать прочные и жесткие неразъемные соединения. Монтажные узлы рассчитаны на высокую долговечность при значительных эксплуатационных нагрузках. Разберем основные особенности, достоинства и недостатки заклепочных соединений.
Заклепочное соединение — особенности строения
Заклепочные соединения относятся к неразъемным соединениям, которые используются для сопряжения элементов конструкций из разных материалов. Как правило, они служат для скрепления деталей из листового металла. Заклепочное соединение состоит из двух или более сопрягаемых деталей и заклепки, которая создает усилия, удерживающие вместе соединительные элементы.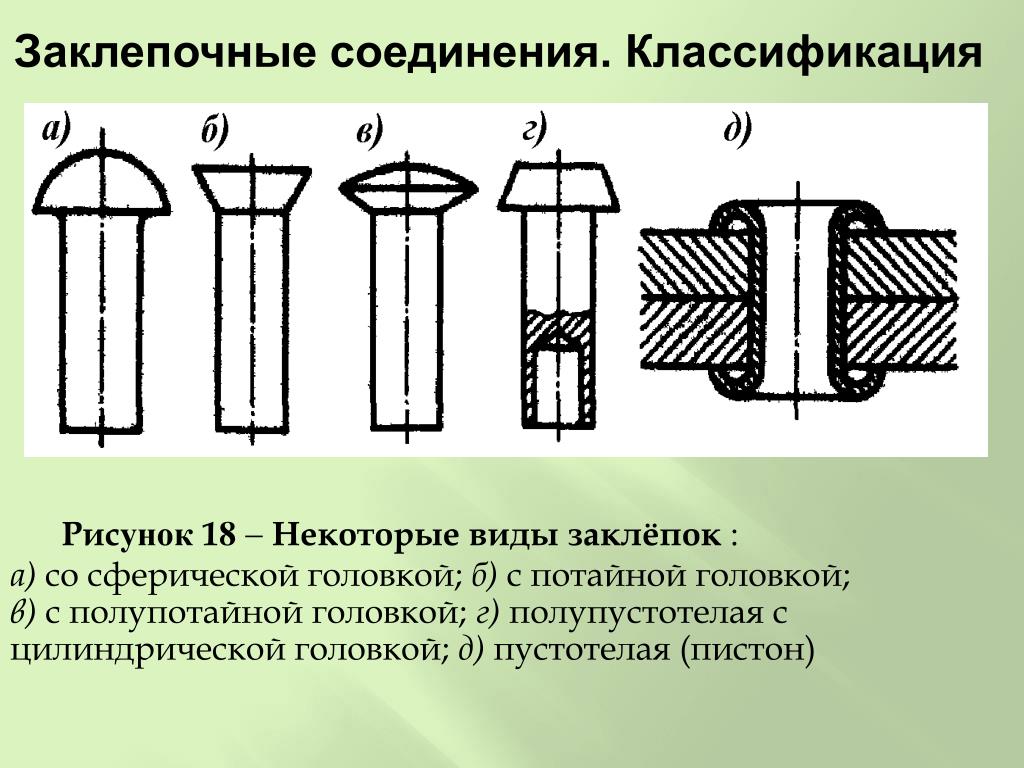
Заклепка состоит из следующих частей:
- стержень круглого сечения;
- закладная головка, выполненная в процессе изготовления крепежного элемента;
- замыкающая головка, которые формируется в процессе клепки.
Это классическая конструкция простой заклепки, которая имеет широкое применение. Также для монтажа отдельных узлов разработано значительное число видов заклепочного крепежа. Для изготовления заклепок сегодня используются специальные высадочные автоматы. Стержень заклепки может быть сплошным или иметь сквозное отверстие.
Клепка производится вручную при помощи специального инструмента, либо при помощи пневматических клепальных молотков и прессов. Часто для соединения деталей используется много заклепок, установленных по единой оси.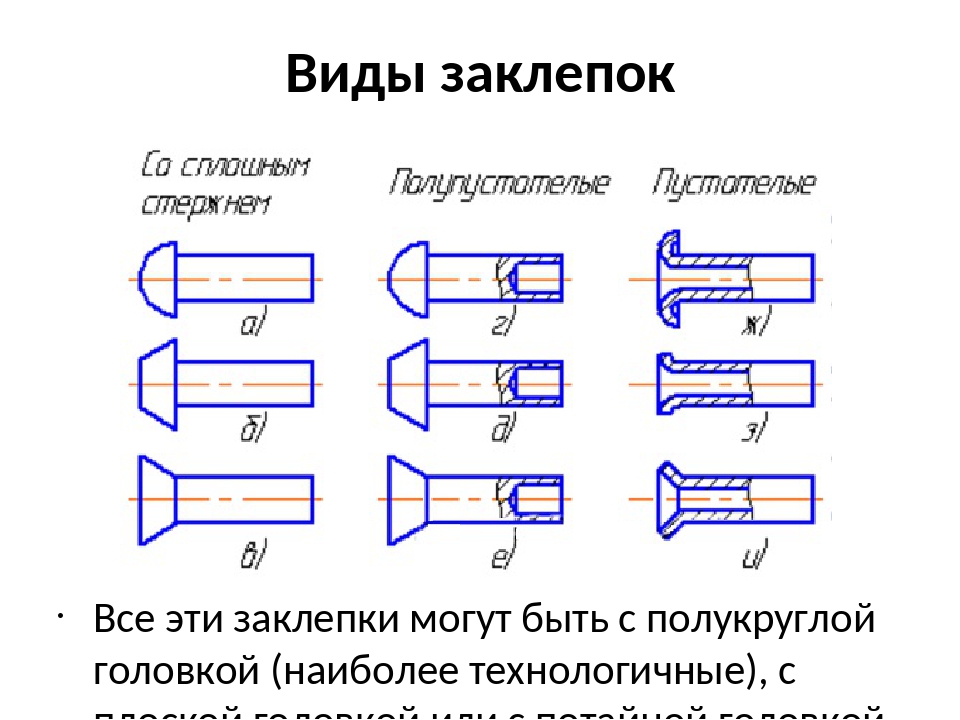 Такое соединение называют заклепочным швом.
Такое соединение называют заклепочным швом.
Материал изготовления
Устойчивость, надежность, прочность заклепочного соединения определяются в значительной степени материалом заклепки. Также от него зависит удобство и эффективность монтажа, необходимость применения дополнительного инструмента или оборудования. В большинстве случаев для изготовления заклепок используют низкоуглеродистые марки стали, медь, алюминий, некоторые другие виды цветных металлов и сплавов.
Учитывая особенности заклепочных соединений, материал заклепки должен отвечать таким основным требованиям:
- достаточный уровень пластичности для выполнения клепки;
- сопоставимый коэффициент температурного расширения с материалов соединяемых элементов — позволяет исключить возникновение дополнительных напряжений, которые приводят к износу и разрушению соединительного узла;
- однородный химический состав с материалов соединяемых деталей (сталь-сталь, алюминий-алюминий, медь-медь и т.


Правильный подбор материала заклепки, наряду с соблюдением технологии монтажа и подбором размерных характеристик крепежа, является важным условием долговечности и надежности соединения.
Материал прямо влияет на технологию монтажа заклепочных соединений. Клепка с применением стальных заклепок диаметром не более 10 мм, а также крепежных элементов из меди, алюминия, латуни, других легких сплавов производится холодным способом. Монтаж соединений из стальных заклепок диаметром свыше 10 мм выполняют горячим способом, чтобы добиться нужной пластичности металла.
Виды заклепочных соединений
В промышленности и строительстве применяется множество видов заклепок и выполняемых с их помощью соединений. Классификация заклепочных соединений предусмотрена по следующим основным критериям:
- Функциональное назначение.
- Конструкция шва.
- Количество срезов.
- Количество рядов заклепок.
- Форма закладных головок.
- Форма стержня.

По функциональному значению выделяют прочные, плотные и комбинированные типы заклепочных соединений. Прочные соединения рассчитаны на удержание эксплуатационных нагрузок. Плотные — поддерживают герметичность соединительного узла. Комбинированные заклепки и заклепочные соединения совмещают эти функции.
По числу линий среза, которые проходят через стержень заклепки под действием эксплуатационных нагрузок различают односрезные и многосрезные разновидности заклепочных соединений. Для многосрезных типов количество линий среза не ограничивается.
По количеству заклепочных рядов различают однорядные, двухрядные, трехрядные и т. д. соединительные узлы. Общее число рядов не ограничено нормативными требованиями.
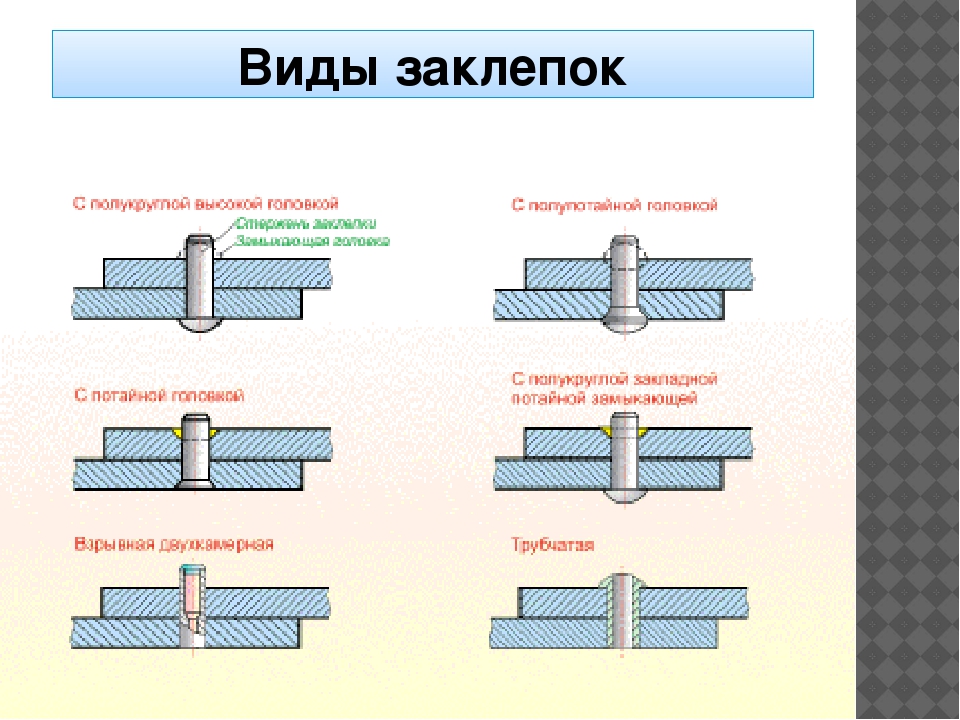
В зависимости от формы закладных головок бывают такие виды заклепок и заклепочных соединений:
- полукруглые;
- цилиндрические;
- полупотайные;
- потайные и т. д.
Еще один важный критерий — форма и конструкция стержня заклепки. Стержни могут быть:
- сплошные — традиционный тип стержня без отверстия;
- пустотелые — в теле стержня заклепки выполнено сквозное отверстие;
- полупустотелые — стержень разделен на две половины, в одной из которых выполнено отверстие, а вторая является сплошной.
Основным нормативным документом, регламентирующим виды заклепочных соединений способы их выполнения, а также их размерные характеристики, является ГОСТ 10303-68. Кроме этого действует несколько других ГОСТов, регулирующих эту сферу.
Где применяются заклепочные соединения?
Использование заклепок долго оставалось наиболее распространенным способом монтажа неразъемных соединений до того, как развитие сварочных технологий вышло на достаточно высокий уровень.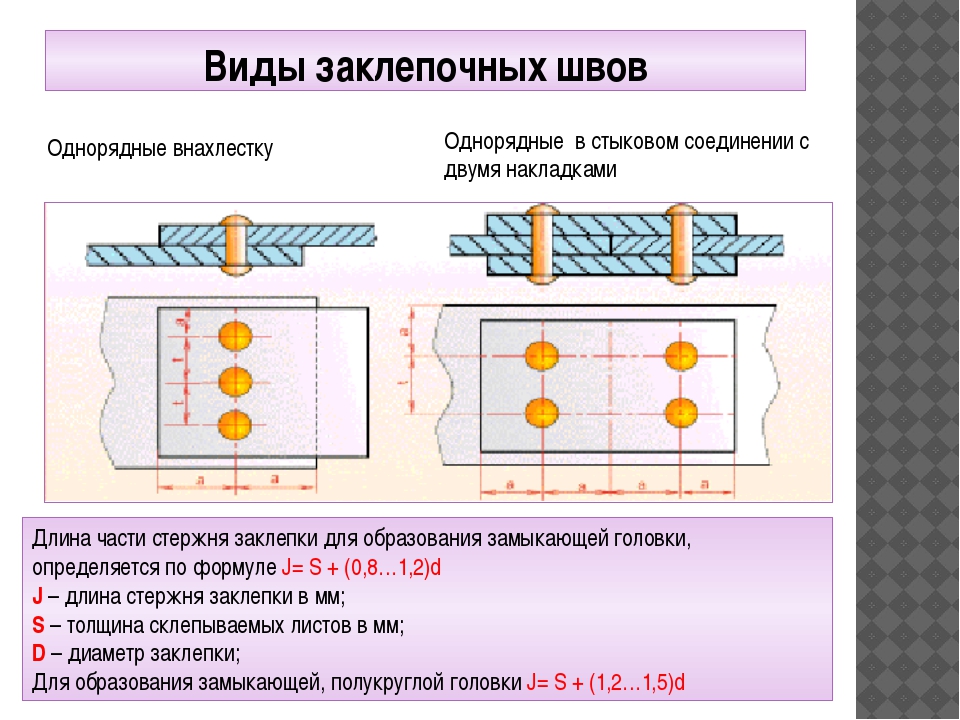 Однако и сейчас применение заклепочных соединений распространено во многих отраслях. Как правило, с их помощью соединяют детали конструкций из листовых материалов — стали, цветных металлов, пластика и т. д. Заклепки большого диаметра используют для соединения элементов профильного металлопроката — швеллера, двутавровых балок, уголка и других.
Однако и сейчас применение заклепочных соединений распространено во многих отраслях. Как правило, с их помощью соединяют детали конструкций из листовых материалов — стали, цветных металлов, пластика и т. д. Заклепки большого диаметра используют для соединения элементов профильного металлопроката — швеллера, двутавровых балок, уголка и других.
Заклепки создают прочные соединительные узлы с повышенной устойчивостью к вибрационным нагрузкам. Поэтому основными направлениями, где применяются в основном заклепочные соединения являются те сферы, в которых ответственные конструкции регулярно подвергаются воздействию вибрации и повторных нагрузок. В том числе их используют в автомобилестроении, авиастроении, судостроении, приборостроении и других отраслях.
Кроме этого, в машиностроении и строительстве заклепочные соединения применяют в тех случаях, когда нельзя использовать сварку:
- материалы соединяемых деталей нельзя сваривать друг с другом;
- при сварке существует опасность коробления поверхности;
- использование сварки может привести к отпуску деталей, прошедших термическую обработку;
- использование сварки затруднено по конструктивным причинам или из-за особых условий выполнения монтажных работ.

Существует большое число разновидностей клепальных соединений, которые получили распространение в отдельных отраслях, при монтаже разных конструкций.
Достоинства и недостатки заклепочного скрепления
Как и любой вид крепежных элементов, заклепки имеют свои плюсы, благодаря которым область применения заклепочных соединений остается достаточно широкой, и недостатки, ограничивающие их использование. Разберем их основные достоинства и недостатки.
Достоинства заклепочных соединений
Среди основных достоинств заклепочных соединений можно назвать такие преимущества:
- простота технологического исполнения соединительных узлов — не требуется высокая квалификация персонала, выполняющего монтажные работы;
- возможность монтажа сложных узлов — заклепки позволяют соединять две и более детали из разных конструкционных материалов;
- возможность соединения несвариваемых и разнородных материалов;
- отсутствие термического воздействия на материалы соединяемых деталей при выполнении монтажа — технология позволяет соединять элементы, для которых недопустимо использование сварки;
- высокий уровень надежности, длительный срок службы монтажного узла;
- повышенная устойчивость к вибрационным и повторным нагрузкам — возможность монтажа ответственных конструкций, эксплуатируемых в сложных условиях.
Благодаря этим достоинствам заклепочные соединения остаются актуальным способом монтажа конструкций, несмотря на имеющиеся альтернативные технологии.
Недостатки заклепочных соединений
В то же время существуют характерные недостатки заклепочных соединений, в результате которых их применение существенно сокращено.
Основные минусы:
- повышенная материалоемкость — на заклепки требуется повышенный расход металла, что увеличивает стоимость монтажа;
- повышенная трудоемкость монтажных работ в связи с необходимостью выполнения соединения в сборе;
- необходимость использования специального клепального инструмента;
- необходимость горячего способа монтажа для стальных заклепок большого диаметра;
- ослабление конструкции и создание дополнительных напряжений при большом количестве отверстий под заклепки;
- деформация заклепочного соединения и быстрое разрушение при неправильном диаметре отверстия.
В связи с этими недостатками заклепочные соединения применяют редко, если имеется возможность выполнить монтаж конструкции при помощи сварки или резьбового крепежа.
Виды заклепок и заклепочных соединений
I. Виды заклепок и заклепочных соединений [c.80]Расчетные сопротивления болтовых (табл. 2.8) и заклепочных табл. 2.9) соединений зависят от вида напряженного состояния, материала болтов или заклепок и группы соединений В или С. [c.50]
Любое заклепочное соединение работает на четыре вида деформации срез заклепок, срез листа, разрыв листа и смятие заклепок. [c.111]
Заклепочные и клиновые соединения в настоящее время сравнительно редко применяются в машиностроении. Развитие и широкое применение различных видов сварки дает возможность почти полностью отказаться от применения заклепок во многих отраслях машиностроения. Сварка отличается простотой и экономичностью, а применение ее дает возможность создавать легкие, изящные и более экономичные конструкции. Однако заклепочные соединения находят еще широкое применение в ряде отраслей техники, например в авиационной промышленности, приборостроении и др.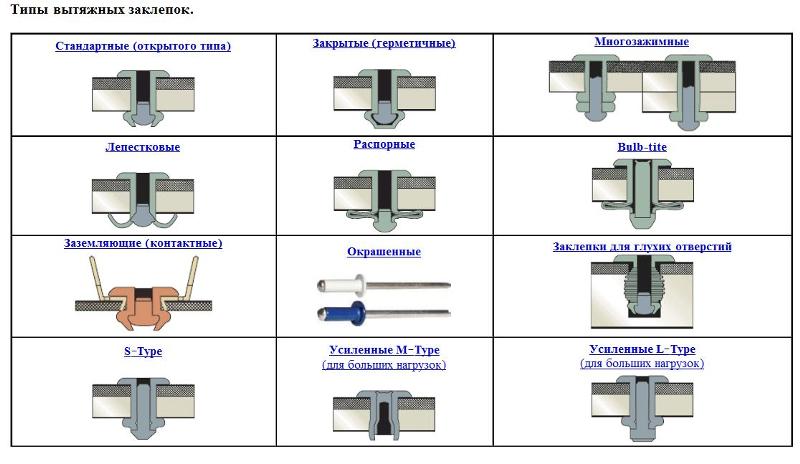 [c.443]
[c.443]
Некоторые виды заклепочных соединений в узлах машин показаны на рис. 227. Более распространены заклепки со сплошным стержнем (рис. 228, а, б, в), трубчатые (рис. 228, г) и полу-трубчатые (рис. 228, д)-, материал заклепок — сталь, медь, латунь и алюминиевые сплавы. [c.286]
При проектировании соединений, использующих заклепки, следует учитывать необходимость снижения напряжений, растягивающих заклепки. Для создания соединений с умеренной прочностью могут быть использованы заклепки из мягких материалов. Так как соединения такого типа используются редко, минимальные гарантированные прочности таких соединений не публикуются. Обычно для конструкторских расчетов закладывается прочность соединения, равная 3/4 от прочности применяемых заклепок. Длина используемых заклепок выбирается исходя из толщины соединяемых материалов, как это показано на рис. 22.5, а. Для всех видов заклепочных соединений толщина расклепанной части должна составлять не менее чем 30 % от диаметра отверстия и быть соизмеримой с толщиной головки заклепки
[c. 389]
389]
Такие кривые (в тех же координатах) могут быть получены экспериментально и для других видов многорядных заклепочных соединений, с иным расположением заклепок, например для сое-единения листов встык для расположения заклепок в шахматном порядке и т. п. [c.44]
Из всех видов механической обработки в технологии механического крепления деталей из ПМ главными являются методы, связанные с изготовлением отверстий и резьбы. Качество отверстий играет решающую роль в обеспечении долговечности заклепочных и болтовых соединений. Такие характеристики отверстий, как большая шероховатость, отклонение оси от прямолинейности, или извитость, отсутствие круглой формы могут быть причиной концентрации напряжений в зоне механического крепления, ведущей к преждевременному разрушению. Отверстия для заклепок и болтов изготавливают сверлением или штамповкой. [c.122]
Невозможность разборки узлов без разрушения заклепки и наличие сквозных отверстий хотя бы в одной из деталей ограничивают области применения таких соединений.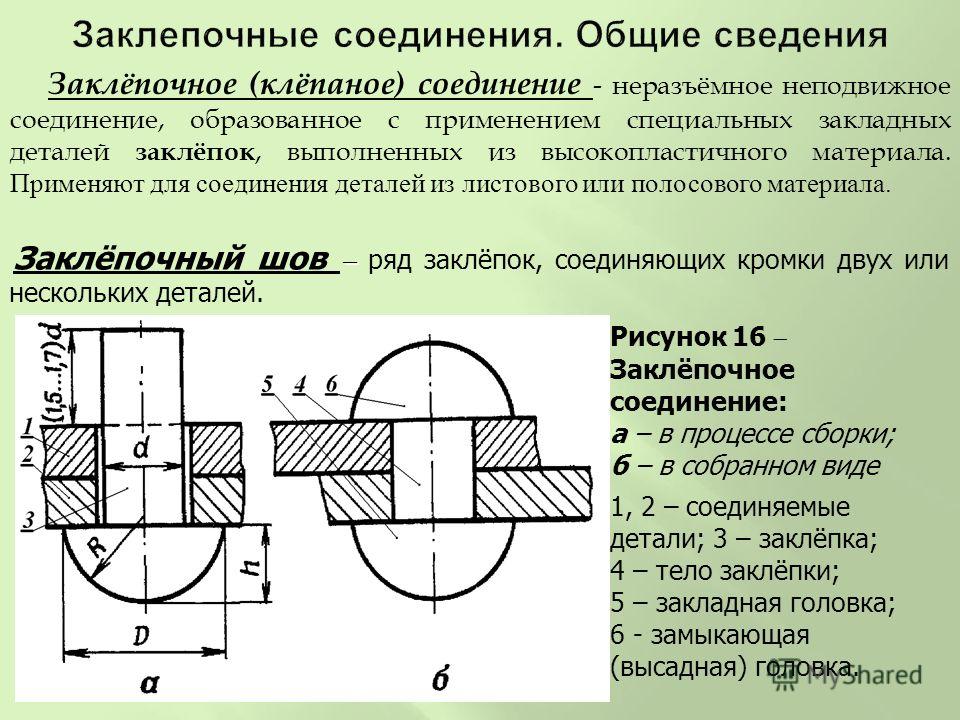 Недостатком можно также считать низкие стягивающие усилия деталей, создаваемые некоторыми видами заклепок, например, из ПМ, что ограничивает применение заклепочных соединений только для тонкостенных деталей (толщиной менее 6 мм). Дело в том, что с увеличением толщины деталей возрастает диаметр заклепки (см. ниже), повышается усилие, под действием которого формуется замыкающая головка, и появляется опасность разрушения соединяемого материа-
[c.150]
Недостатком можно также считать низкие стягивающие усилия деталей, создаваемые некоторыми видами заклепок, например, из ПМ, что ограничивает применение заклепочных соединений только для тонкостенных деталей (толщиной менее 6 мм). Дело в том, что с увеличением толщины деталей возрастает диаметр заклепки (см. ниже), повышается усилие, под действием которого формуется замыкающая головка, и появляется опасность разрушения соединяемого материа-
[c.150]
В котлах применяют заклепочные соединения внахлестку с односрезными заклепками — однорядные, двухрядные и трехрядные (фиг. И1, а — в) и соединения в стык с двусторонними накладками (двухсрезными заклепками), (фиг. 112, а — д). В виде исключения применяют швы встык с одной накладкой (фиг. 113). Основные размеры заклепочных соединений, т, е. диаметр заклепок, расстояния между [c.81]
Допускается также некоторые виды заклепочных соединений в случае ослабления заклепок или замены деталей заменить сварными (например, в полу кабины грузовых автомобилей), причем сварка ведется прихватками сопряженных деталей.
 Детали, соединенные болтами или винтами, ни в коем случае не разрешается заменять неподвижными неразъемными соединениями (сваркой, клепкой). В автохозяйствах иногда для ускорения и упрощения процесса крепления петель двери при ремонте кузова производят приварку петель к стойкам. Такой способ ремонта недопустим, так как при разрушении сварного шва обычно разрушается и стенка стойки в месте крепления петли. Кроме того, исключается возможность вторичного ремонта петель двери, так как при удалении сварки от тонкого листового металла стойки неизбежно повреждается и сама стойка.
[c.224]
Детали, соединенные болтами или винтами, ни в коем случае не разрешается заменять неподвижными неразъемными соединениями (сваркой, клепкой). В автохозяйствах иногда для ускорения и упрощения процесса крепления петель двери при ремонте кузова производят приварку петель к стойкам. Такой способ ремонта недопустим, так как при разрушении сварного шва обычно разрушается и стенка стойки в месте крепления петли. Кроме того, исключается возможность вторичного ремонта петель двери, так как при удалении сварки от тонкого листового металла стойки неизбежно повреждается и сама стойка.
[c.224]По конструктивному оформлению заклепочных соединений могут быть даны следующие рекомендации. Замыкающие головки заклепок формируют на более толстой детали или детали из более прочного материала. При групповой клепке целесообразно применять закладные и замыкающие головки плоской формы. В этом случае поддержки и обжимки выполняют в виде плоских плит или планок. В соединениях из легких сплавов и неметаллических материалов следует применять заклепки из мягких (алюминиевых) сплавов во избежание деформации собираемых изделий. Следует ограничивать применение односторонней (и особенно двусторонней) потайной клепки из-за дополнительной обработки гнезд под головки заклепок и ослабления шва. В конструкциях с ограниченным двусторонним подходом можно применять специальные заклепки для односторонней клепки. В конструкциях изделий целесообразно предусматривать прессовую, а не ударную клепку, как более производительную и качественную. Предпочтительнее также холодная клепка. Ее применяют для заклепок из алюминиевых и медных сплавов, а также для стальных заклепок диаметром менее 14 мм.
[c.165]
Следует ограничивать применение односторонней (и особенно двусторонней) потайной клепки из-за дополнительной обработки гнезд под головки заклепок и ослабления шва. В конструкциях с ограниченным двусторонним подходом можно применять специальные заклепки для односторонней клепки. В конструкциях изделий целесообразно предусматривать прессовую, а не ударную клепку, как более производительную и качественную. Предпочтительнее также холодная клепка. Ее применяют для заклепок из алюминиевых и медных сплавов, а также для стальных заклепок диаметром менее 14 мм.
[c.165]
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ, неразъемные соединения частей машин, паровых котлов, аппаратов и инженерных сооружений, образуемые при помощи заклепок. В зависимости от требований, к-рые к ним предъявляются, различают три главных вида 3. с. [c.166]
Расклепывание заклепочных соединений в зависимости от объема производства осуществляют на электромеханических прессах для заклепок с головкой диаметром Од — Ъ. .. 12 мм, на пневмогидравлических и гидравлических для заклепок с = 10. .. 12 мм. Прессы выполняют стационарными либо переносными, чаще в виде скоб.
[c.187]
.. 12 мм, на пневмогидравлических и гидравлических для заклепок с = 10. .. 12 мм. Прессы выполняют стационарными либо переносными, чаще в виде скоб.
[c.187]
Основным видом соединений узлов и агрегатов планера самолета Ил-86 являются заклепочные соединения (более 1480 тыс. заклепок или 82% от общего количества крепежных точек). [c.291]
По конструктивному оформлению заклепочных соединений могут быть даны следующие рекомендации. Замыкающие головки заклепок формируют на более толстой детали или детали из более прочного материала. При групповой клепке целесообразно применять закладные или замыкающие головки плоской формы. В этом случае поддержки и отжимки выполняют в виде плоских плит или планок. В соединениях из легких сплавов и неметаллических материалов следует применять заклепки из мягких (алюминиевых) сплавов во избежание деформации собираемых деталей. Следует по возможности ограничивать применение односторонней (и особенно двусторонней) потайной клепки из-за дополнительной обработки гнезд под головки заклепок и ослабления шва.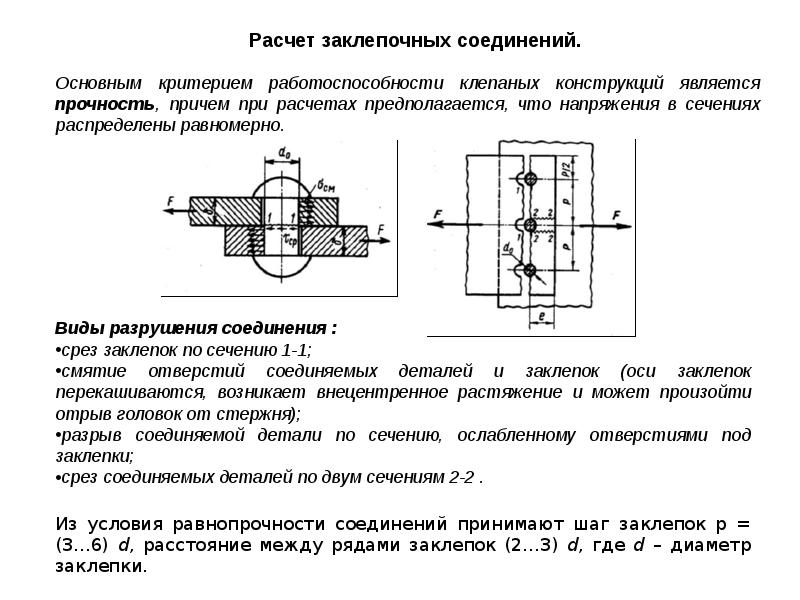 В конструкциях с ограниченным двусторонним
[c.314]
В конструкциях с ограниченным двусторонним
[c.314]
При соединении эластичных материалов не рекомендуется использовать заклепки с потайной головкой и заклепки малого диаметра. Пустотелые заклепки применяют для соединения деталей из металла с деталями из пластмасс при малых усилиях сдвига. При значительной протяженности соединяемых деталей соединение выполняют в виде заклепочного шва, состоящего из одного или нескольких рядов заклепок. [c.369]
Вид напряжения Способ изготовления заклепочных отверстий допускаемые напряжения для конструкций из стали Ст.З и заклепок нз стали Ст.2 и Ст.З, Н/мм Допускаемые напряжения для соединений из цветных сплавов, Н/мм [c.9]
Утолщение 1 (см. рис. 14.3, а) неизбежно в случае заклепочного илн клеевого соединения в виде суммы толщин профиля и листа, а в случае монолитной конструкции является ненужным, что позволяет еще больше облегчить монолитную конструкцию (см. рис. 14.3, б) по сравнению с конструкциями, в которых профиль н лист являются отдельными деталями (см.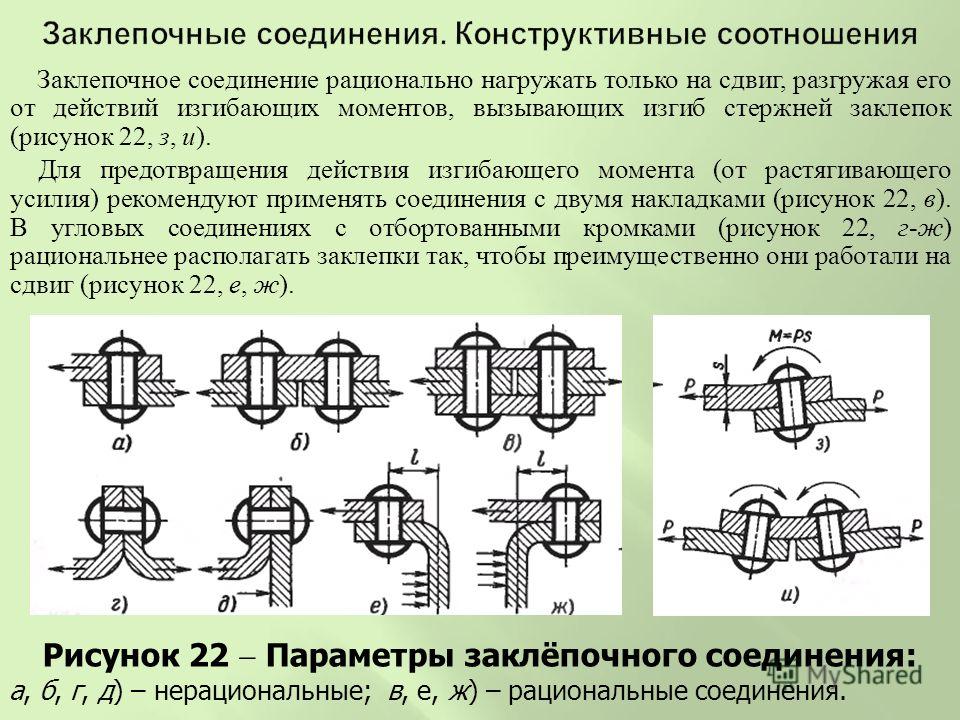 рис. 14.1 и 14.2) и соединяются при помощи заклепок или клея.
[c.313]
рис. 14.1 и 14.2) и соединяются при помощи заклепок или клея.
[c.313]
ТЫ заклепок на отрыв, так как на этот вид нагрузки они работают плохо, особенно заклепки с потайной головкой. Если избежать существенных отрывающих нагрузок не удается, то следует переходить на болтовые соединения. Геометрические размеры заклепочного шва определяются из условия прочности по всем возможным формам разрущения срез заклепок, разрыв листа, срез листа, смятие листа под заклепкой и смятие заклепки под листом. Каждое из этих условий (кроме первого) должно выполняться для каждого из двух соединяемых листов. Если материал обоих листов и заклепки одинаков по прочностным характеристикам и толщины обоих листов одинаковы, то шов может быть равнопрочным по всем видам разрушения (рис. 9.59). В этом случае напряжение среза и смятия в каждой заклепке под действием силы Р поперек шва соответственно [c.
 306]
306]При выявлении мест пропаривания, отложения солей в виде грибков, наростов возле заклепок, кромок мостикрв и вальцовочных срединений, кольцевых трещин в местах вальцовки труб, радиальных трещин в местах присоединения штуцеров и в заклепочных швах, отскакивание головок заклепок и т. д. необходимо проверить заклепочные швы и вальцовочные соединения ультразвуковой и магнитографической дефектоскопией. [c.122]
Некоторые виды заклепочных соединений в узлах машин и механизмов показаны на фиг. 220. Наибольшее распространение имеют заклепки со сплошным стержнем (фиг. 221, а, б, в,), трубчатые (фиг. 221, г) и полутрубчатые (фиг. 221, ) материал заклепок — сталь, медь, латунь и алюминиевые сплавы. [c.281]
Вопросы для самопроверки. 1. Укажите основные достоинства и недостатки заклепочных соединений и область их применения. 2. Каковы основные типы заклепок и как образуется заклепочный шов 3. Как классифицируют заклепочные швы 4. Почему расчет заклепочного соединения на прочность называют условным 5.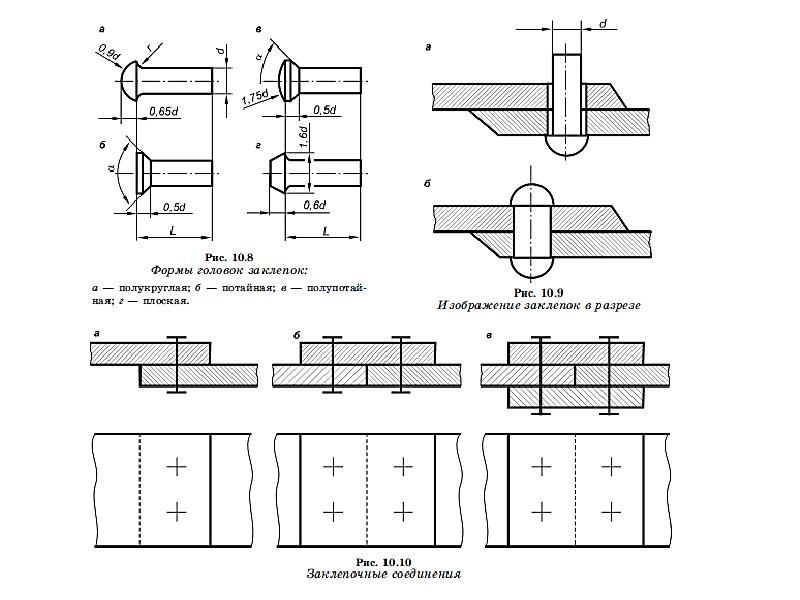 На какие виды деформаций рассчитывакуг заклепки и соединяемые детали 6. Из каких условий установлены соотношения между параметрами заклепочного шва 7. При расчете заклепочного соединения тр уемое
[c.284]
На какие виды деформаций рассчитывакуг заклепки и соединяемые детали 6. Из каких условий установлены соотношения между параметрами заклепочного шва 7. При расчете заклепочного соединения тр уемое
[c.284]
Заклепочные соединения. Этот вид соединений выполняют путем постановки металлических стержней-заклепок в совмеи ен-ные отверстия соединяемых деталей с последующей расклепкой и образованием головок за счет выступающего конца заклепки. [c.302]
Виды повреждений и критерии работоспособности. Опыт эксплуатации конструкции показал, что отказы заклепочных соединений вызываются обрывом головок и разрушениями стержней, смятием (упругопластическими деформациями) стенок отверстий и стержней заклепок. а также разрушением соединяемых листов. ослабленных отверстиями. Следовательно, основными критериями работглпо-собности соединений будуг прочность зэ-((лепок и листов соединений. [c.289]
Заклепочные соединения выполняются в виде заклепочных швов, передающих в основном сдвигающие усилия с одного элемента на другой.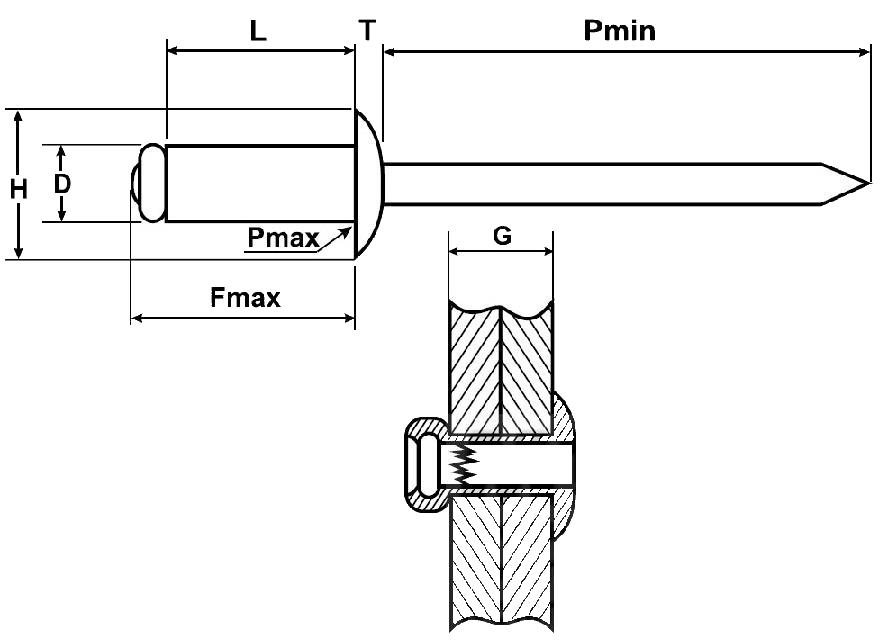 На рис. 7.16 показано типовое соединение силовых элементов корпуса при помощи заклепок. Соединение клепкой — трудоемкий процесс. Для каждой заклепки нужно прошить отверстие в двух или более деталях, раззенковать его или проштамповать углубление под закладную головку (при потайной клепке), вставить в отверстие заклепку, отформовать ее, стягивая с определенной силой соединяемые детали, проконтролировать качество соединения. Для герметизации шва требуется провести плотную подгонку склепываемых деталей, обработать шов специальными герметиками. Ручная клепка сопровождается большими шумами, непрерывным сотрясением тела клепальщика. В настоящее время клепка осуществляется в специальных прессах, в которых одновременно обжимается много головок, и в автоматах, выполняющих всю совокупность операций по соединению деталей клепкой без физического участия человека. Прессовая и автоматическая клепка более производительна, почти бесшумна и совершенно безвредна для оператора.
[c.232]
На рис. 7.16 показано типовое соединение силовых элементов корпуса при помощи заклепок. Соединение клепкой — трудоемкий процесс. Для каждой заклепки нужно прошить отверстие в двух или более деталях, раззенковать его или проштамповать углубление под закладную головку (при потайной клепке), вставить в отверстие заклепку, отформовать ее, стягивая с определенной силой соединяемые детали, проконтролировать качество соединения. Для герметизации шва требуется провести плотную подгонку склепываемых деталей, обработать шов специальными герметиками. Ручная клепка сопровождается большими шумами, непрерывным сотрясением тела клепальщика. В настоящее время клепка осуществляется в специальных прессах, в которых одновременно обжимается много головок, и в автоматах, выполняющих всю совокупность операций по соединению деталей клепкой без физического участия человека. Прессовая и автоматическая клепка более производительна, почти бесшумна и совершенно безвредна для оператора.
[c.232]
Рассматривая заклепочное или болтовое соединение (рис. 68), видим, что-часть стержня заклепки при приложении нагрузки подвергается перекосу. Следовательно, если пренебрегать дополнительными усилиями, связанными г изгибом и растяжением стержня заклепки или болта, можно рассматривать его-напряженное состояние как сдвиг. Однако нет уверенности в том, что это — чистый сдвиг точно так же нет основания при наличии в соединении нескольких заклепок или болтов считать, что усилия между отдельными заклепками распределяются равномерно. Тем не менее, если деформация сдвига примет пластический характер, то напряжения в точках сечения заклепки, достигнув Тт, далее или совсем не будут возрастать, или их возрастание будет столь незначительным, что им в первом приближении можно будет пренебречь. В то же время при возрастании нагрузки деформирующиеся части всех заклепок будут переходить в пластическое состояние. Таким образом, предельное состояние заклепочного (или бо.чтового) соединения можно охарактеризовать приближенно следующим образом
[c.
68), видим, что-часть стержня заклепки при приложении нагрузки подвергается перекосу. Следовательно, если пренебрегать дополнительными усилиями, связанными г изгибом и растяжением стержня заклепки или болта, можно рассматривать его-напряженное состояние как сдвиг. Однако нет уверенности в том, что это — чистый сдвиг точно так же нет основания при наличии в соединении нескольких заклепок или болтов считать, что усилия между отдельными заклепками распределяются равномерно. Тем не менее, если деформация сдвига примет пластический характер, то напряжения в точках сечения заклепки, достигнув Тт, далее или совсем не будут возрастать, или их возрастание будет столь незначительным, что им в первом приближении можно будет пренебречь. В то же время при возрастании нагрузки деформирующиеся части всех заклепок будут переходить в пластическое состояние. Таким образом, предельное состояние заклепочного (или бо.чтового) соединения можно охарактеризовать приближенно следующим образом
[c. 114]
114]
Создание прочного и надежного соединения с помощью систем сборки самопроникающими заклепками
Как создать прочное и надежное соединение с самопроникающими заклепками «Атлас Копко»
Способы предотвращения ошибок для достижения идеального качества каждого соединения с самопроникающими заклепками.
Вам нужно быть уверенными в том, что ваши самопроникающие заклепки установлены правильно. Визуальная проверка головки заклепки может подтвердить, что соединение прочное, однако этого мало.
Компоненты прочного и надежного соединения
Крепление самопроникающими заклепками – это единый процесс, состоящий из двух параллельных действий; трубчатая или полутрубчатая заклепка вдавливается в материал, а ее специфическая форма задает форму соединения.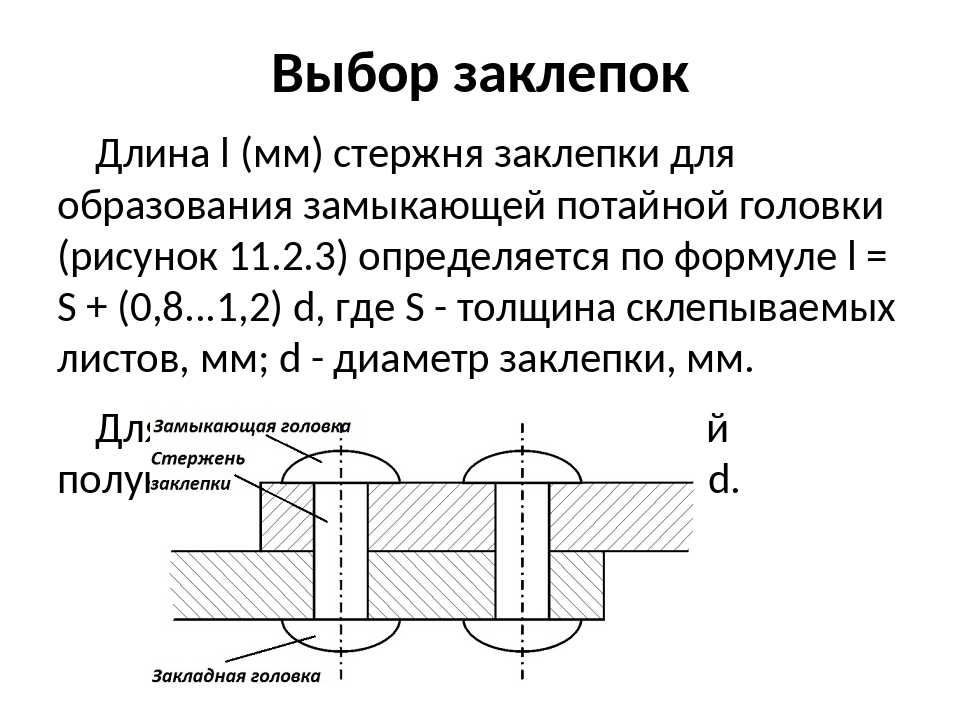 Прочность получившегося соединения и его устойчивость к коррозии определяют такие факторы, как конструкция самой заклепки и обжимки, а также характеристики скрепляемого листового материала.
Прочность получившегося соединения и его устойчивость к коррозии определяют такие факторы, как конструкция самой заклепки и обжимки, а также характеристики скрепляемого листового материала.
При использовании этого способа крепления необходимо следовать некоторым базовым правилам:
• более пластичный материал следует располагать в нижней части пластины;
• соотношение толщины материалов: толщина нижнего листа материала должна составлять более 33% общей толщины соединения.
Оценка качества соединения с самопроникающими заклепками
Измерение некоторых легко определяемых показателей позволяет на этапе оценки зафиксировать данные о качестве соединения, которые в дальнейшем можно использовать для проверки качества на протяжении всего срока эксплуатации.
Неразрушающая внешняя проверка может легко подтвердить соответствие соединения установленным характеристикам. Изменение таких параметров, как форма головки заклепки или равномерность выступа головок, является показателем изменений в процессе крепления.
Сечение соединения на этапе оценки дает важную информацию о его характеристиках – прочности, устойчивости к коррозии и стабильности процесса крепления в дальнейшем.
Измерение высоты головок
Основным методом неразрушающего производственного контроля является измерение равномерности высоты головок. Для снятия показаний вручную через установленные промежутки времени можно использовать специальный прибор.Если конструкция соединения правильна, то изменения в высоте головок указывают на изменение в процессе крепления, что может вызвать неисправности, связанные с прочностью и коррозионной стойкостью соединения.
На этапе создания соединения прибор зафиксирует номинальную высоту головок; это указывает на то, что головка заклепки немного выступает над поверхностью верхнего листа материала. Это допустимо при условии хорошего сцепления подголовка заклепки с листом. На этом этапе необходимо установить соответствующие показания прибора в качестве критериев для дальнейших проверок. Прибор используется только для сравнения и обнаружения отклонений от изначальных характеристик соединения.
Мониторинг процесса
Мониторинг технологического процесса обеспечивает отсутствие отклонений от изначальной схемы соединения. Компьютерный мониторинг также помогает фиксировать подробные сведения о допущенных ошибках и о закономерностях производственного процесса.В процессе мониторинга данные, полученные в момент установки заклепок, используются для контроля всего процесса. На этапе оценки в систему вводятся характеристики «правильного» соединения, которые используются впоследствии для сравнения на этапе проверки. Система выполняет проверку при помощи пределов кривой соединения. Данные о каждом соединении образуют кривую, которая затем накладывается на кривую контрольных данных для сравнения. Если кривая соединения выходит за допустимые пределы, соединение помечается как неправильное.
На этапе оценки в систему вводятся характеристики «правильного» соединения, которые используются впоследствии для сравнения на этапе проверки. Система выполняет проверку при помощи пределов кривой соединения. Данные о каждом соединении образуют кривую, которая затем накладывается на кривую контрольных данных для сравнения. Если кривая соединения выходит за допустимые пределы, соединение помечается как неправильное.
Испытание на растяжение
Лучший способ определить прочность соединения – проведение испытаний на растяжение. Во избежание ошибочных результатов рекомендуется по возможности использовать те же материалы, что и в компонентах соединения.Самыми показательными испытаниями являются испытания одной заклепки на срез и на отрыв при оттягивании нижнего листа от остальных. При сравнении целостности заклепочных соединений необходимо обращать особое внимание на критерии F-max (максимальное значение силы) и поглощение энергии в срезе, так как основная нагрузка обычно идет на него, и в отрыве, поскольку это место самой большой нагрузки на заклепку – таким образом можно выявить уязвимость соединения.
При испытании на растяжение заклепочное соединение подвергается нагрузке до момента разрушения. Анализ получаемых фрагментов помогает определить, в какой момент и каким образом соединение было разрушено. Основные виды разрушения:
- Замыкающая головка заклепки вырвана из нижнего листа – чаще всего встречается при соединении нескольких листов сразу или в ситуации, когда нижний лист тоньше верхних или равен им по толщине, а также в тех случаях, когда заклепка короче, чем требуется, по причине подгонки всех соединений под один параметр.
- Закладная головка заклепки выступает из верхнего листа – полное разрушение, поскольку в этом случае соединение настолько прочно, насколько может быть без увеличения диаметра головки. Чаще всего встречается в двухслойных соединениях, где верхний лист существенно тоньше остальных.
Поперечное сечение
Макроскопическое исследование соединения в сечении – единственный способ напрямую оценить подповерхностные дефекты и внутренние характеристики механического соединения. После проектирования соединения самопроникающей заклепкой необходимо удостовериться, что биты и материал работают в соответствии с изначальными спецификациями. Для этого необходимо измерить несколько важных параметров контрольного соединения, чтобы потом использовать их для сравнения с производственными соединениями. Вот эти параметры:
После проектирования соединения самопроникающей заклепкой необходимо удостовериться, что биты и материал работают в соответствии с изначальными спецификациями. Для этого необходимо измерить несколько важных параметров контрольного соединения, чтобы потом использовать их для сравнения с производственными соединениями. Вот эти параметры:- K – высота головки над верхним листом;
- i – сцепление с нижним листом;
- t-min – минимальная толщина материала нижнего листа внутри заклепки.
 Центр соединения можно определить, измерив ширину головки заклепки и сравнив ее с известным диаметром проверяемой заклепки.
Центр соединения можно определить, измерив ширину головки заклепки и сравнив ее с известным диаметром проверяемой заклепки.Правильные соединения для вашего производства
Очень важно обеспечить соответствие характеристик соединения требованиям вашего производства. Наше участие в процессе разработки проекта поможет вам все сделать правильно с первого раза.
Что такое заклепки
Сварка — это, конечно, хорошо, но применять ее можно не везде. В таком случае применяется клепка — это механическое соединение деталей при помощи специального крепежа. Крепеж этот называют заклепки, изготавливаются они из разных материалов, бывают разных видов.
Блок: 1/7 | Кол-во символов: 279
Источник: https://stroychik.ru/strojmaterialy-i-tehnologii/zaklepki
Разделы статьи
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы. Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома. В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.
Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы. Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома. В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.
Вот так выглядит заклепочное соединение
Если говорить об установке заборов из профлиста, заклепки более надежны, так как снять их можно только рассверлив крепеж. При установке винтов или саморезов, их можно выкрутить и унести и металл, и метизы. В некоторых случаях клепка более удобна при монтаже кровли из профнастила или металлочерепицы. На крыше установка винтовых соединений проблематична, требует много времени. А заклепками, да при хорошем инструменте, можно справиться за час или даже меньше.
Наиболее частое применение в личном хозяйстве
Как происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Блок: 2/7 | Кол-во символов: 1446
Источник: https://stroychik.ru/strojmaterialy-i-tehnologii/zaklepki
Принцип работы
Процесс работы заклепочником очень прост. Необходимо высверлить сквозные отверстия в скрепляемых материалах. Примерно на одну десятую миллиметра большее, чем диаметр используемой заклепки. Механизм заклепочника захватывает хвостовик заклепки (проволоку) до рабочей части, после этого производится воздействие на тяговый механизм, который через проволоку притягивает головку заклепки к основанию и обрывает проволоку (когда заклепочное соединение готово).
Блок: 2/4 | Кол-во символов: 468
Источник: https://kvartirnyj-remont.com/vidy-zaklepochnikov-i-zaklepok.html
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным.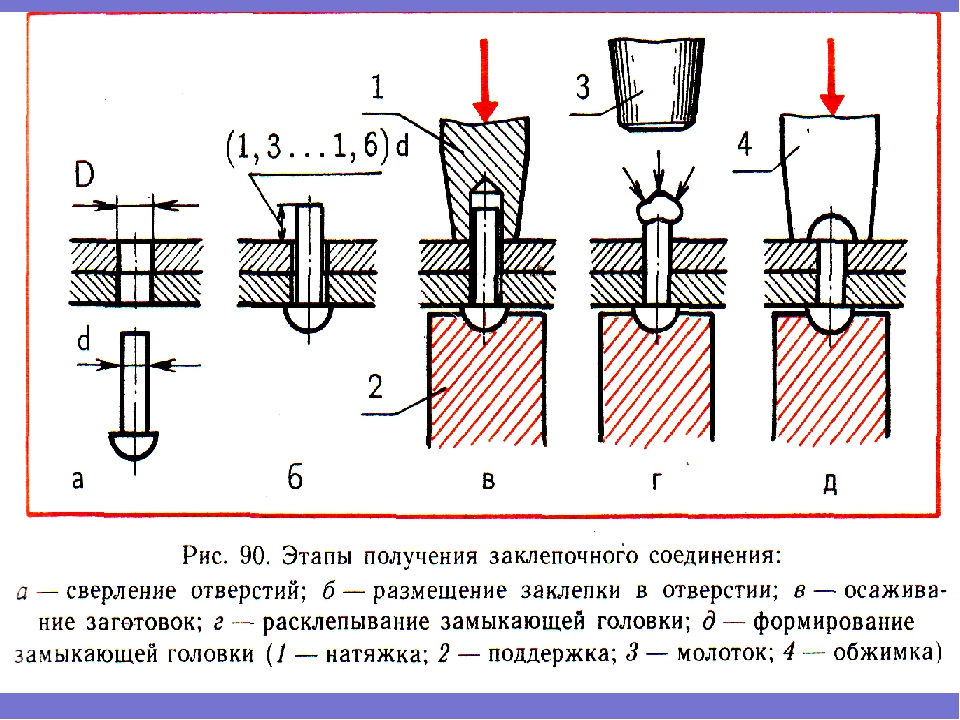 Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.
Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.
К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.
Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.
Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Блок: 3/5 | Кол-во символов: 2967
Источник: https://bouw.ru/term/zaklepki
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Блок: 3/7 | Кол-во символов: 717
Источник: https://stroychik.ru/strojmaterialy-i-tehnologii/zaklepki
Заклепочники по видам
- Механические
- Пневматические
- Аккумуляторные (электрические)
- Пневмогидравлические
При выборе заклепочника необходимо учитывать такие моменты как:
- Легкость и компактность инструмента (это повышает удобство работы)
- Лучше выбрать модель с поворотной рабочей частью (это обеспечит доступ к сложным для работы местам)
- Рукояти заклепочника должны быть оснащены резиновыми накладками (это облегчает работу, так как препятствует скольжению руки по рукояти инструмента во время работы)
- Инструмент будет более качественным, если его корпус будет литым, а не из металлической пластины
Механические заклепочники
Самый распространенный и востребованный вид заклепочников. Они имеют самое простое устройство и несложны в использовании (не требуют специальных навыков).
Они имеют самое простое устройство и несложны в использовании (не требуют специальных навыков).
Большинство моделей заклепочников оснащаются комплектом рабочих головок под различный диаметр заклепок.
Механические заклепочники бывают разных типов:
Одноручные заклепочники
Предполагают работу одной рукой, и рассчитаны на заклепку, которая не превышает диаметром 4,9 мм. Некоторые модели одноручных заклепочников оснащены поворотной рабочей частью, которая может разворачиваться на 90, 180 и 360 градусов (что может облегчить установку заклепки в проблемных местах).
Двуручные заклепочники
Имеют другую конструкцию, которая позволяет развить большее усилие, и предполагают возможность работы с заклепками диаметром до 6,5 мм.
Заклепочники «гармошка»
Могут ставить заклепки в труднодоступных местах, при этом развивая достаточно большое усилие при работе одной рукой.
Аккумуляторные заклепочники
Внешним видом этот инструмент похож на обычный шуруповерт.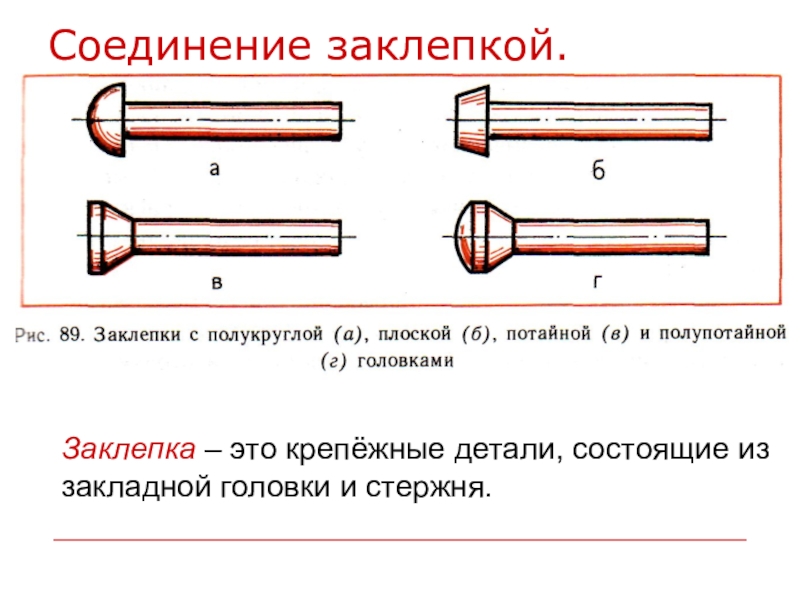 К плюсам этого вида заклепочников относится скорость и качество работы, а также малое приложение сил при работе. Минусом является ограниченное время работы, оно зависит от емкости аккумулятора.
К плюсам этого вида заклепочников относится скорость и качество работы, а также малое приложение сил при работе. Минусом является ограниченное время работы, оно зависит от емкости аккумулятора.
Пневматические заклепочники
Имеют большую производительность, по сравнению с другими видами, за счет того что работают они от сжатого воздуха. К минусам пневматического заклепочника можно отнести сложное устройство, ограниченную мобильность (зависит от размера подающего воздух шланга) и большой вес. Стоимость такого заклепочника достаточно большая, но и производительность впечатляет.
Блок: 3/4 | Кол-во символов: 2188
Источник: https://kvartirnyj-remont.com/vidy-zaklepochnikov-i-zaklepok.html
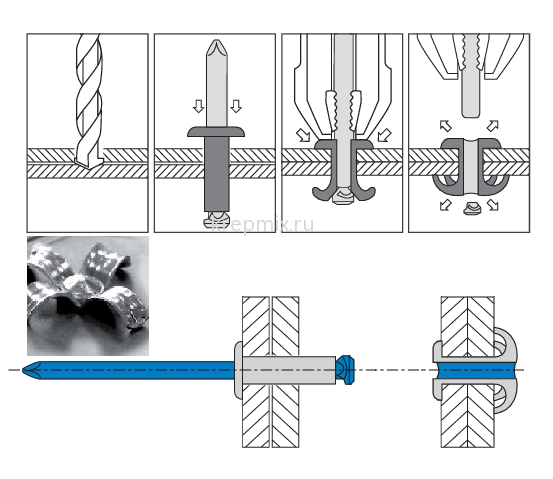
Вытяжные заклёпки сделаны из двух частей, трубчатого корпуса и предварительно заведённого в него стержня с определённым пределом разрушения.
Блок: 3/9 | Кол-во символов: 172
Источник: https://navro.org/vytyazhnye-zaklepki-texnicheskie-detali/
- Заклепку устанавливают в предварительно просверленное отверстие.
- Установочным инструментом вытягивают сердечник, формируя замыкающую головку заклёпки.
- После образования замыкающей головки заклепки сопротивление вытягиванию сердечника резко возрастает, и сердечник разрывается по тонкому месту.
- Установленная заклепка.
Блок: 4/9 | Кол-во символов: 347
Источник: https://navro.org/vytyazhnye-zaklepki-texnicheskie-detali/
Материалы для изготовления
Заклепки вытяжные изготавливаются из широкого спектра материалов. Это позволяет применять такой крепеж практически на всех видах работ. Кроме того, сама вытяжная заклепка может быть окрашена в тот или иной цвет. Цветные метизы широко применяются в легкой промышленности (текстильной), где требуется подбор по цвету.
Выбор материала заклепок зависит от материала скрепляемых деталей и окружающей среды, в которой будет находиться крепление. Материалы изготовления заклепок могут быть следующие:
- Алюминий. Возможен чистый металл и его варианты: анодированный, лакированный.
- Оцинкованная сталь.
- Нержавеющие стали. А2 — устойчива к ржавлению, А4 — устойчива к коррозии и кислотной среде (нашла широкое применение в химической промышленности). Или импортные аналоги, например, DIN 7337. Нержавейка является одним из самых распространенных и прочных материалов.
- Медь.
- Медно-никелевый сплав (монель). Содержит 70 % никеля, 30 % меди.
- Поламид. Относительно непрочный материал, он нашел применение при производстве одежды и различной текстильной продукции.
Все материалы, из которых изготавливают крепежные элементы, регламентируются ГОСТ.
Крепежные элементы
При подборе материала крайне необходимо осуществлять тщательный подбор материалов метизов со скрепляемыми материалами — из-за того, что крепление может быть разрушено. Разрушение креплений происходит из-за образования гальванической пары метиз — деталь. При влажной окружающей среде или намокании по гальванической паре начинает протекать ток, который и разрушает крепление.
Например, при контакте алюминия и стали происходит очень быстрое окисление алюминия и, как следствие, разрушения. Поэтому для крепления стальных деталей лучше применять заклепки нержавеющие А2, А4 или DIN 7337. Заклепки стальные рекомендуются к использованию наиболее часто, поскольку имеют очень высокую прочность. А вот заклепка стальоцинкованная встречается реже. Причина — цинковое покрытие довольно быстро истирается, особенно, если один из закрепленных элементов — подвижный. Заклепка медная и из сплавов меди — наиболее универсальный метиз. Медь конфликтует только с алюминием, а крепежи с другими металлами безопасно делать. Главными недостатками меди является высокая цена и некрасивый цвет после окисления (через некоторое время после осуществления крепежа может появиться налет зеленого цвета — окислившаяся медь), хотя это не влияет на прочность соединения. Поламид — самый универсальный материал. Такая заклепка позволит соединить все, что угодно, но особой прочностью это соединение похвастаться не может.
При заказе заклепок очень важно в спецификациях указывать материал, и делать это подробно, если имеется несколько типов сплава (например, когда заказывают алюминиевую заклепку, указывают сплав AlMg2,5, или AlMg3,5).
Блок: 2/5 | Кол-во символов: 2792
Источник: http://tutmet.ru/aljuminievaja-kombinirovannaja-rezbovaja-vytjazhnaja-zakljopka-gost.html
Клепание металла
Процесс клепки металлов состоит из двух этапов: подготовительного и собственно установки метизов. Подготовка — сверление отверстий, при необходимости раззенковка под потайные головки. Обратите внимание, что потайные головки могут быть с одной (любой) стороны или с двух.
Сам процесс клепки такой:
При хорошем инструменте работа идет быстро. Для частного применения и разовых работ обычно применяют ручные заклепочники. И даже с ними сам процесс (без сверления отверстий) занимает считанные секунды. Если говорить об установке профлиста или металлочерепицы, каждое сделанное отверстие рекомендуется промазать краской — для предотвращения коррозии. Именно эти процессы — сверление и покраска, занимают много времени.
Вообще, есть два способа установки заклепок: холодный и горячий. При горячем место соединения предварительно разогревается до определенной температуры (определяется металлом и толщиной деталей). На практике применяется при монтаже заклепок большого диаметра — 12 мм и более.
Заклепки ставят рядами. Минимальное расстояние между соседними — 4 диаметра, от края листа до центра метиза — не менее чем 1,5 диаметра заклепки. При креплении профлиста, ставят в выемку, не в волну.
Блок: 5/7 | Кол-во символов: 1382
Источник: https://stroychik.ru/strojmaterialy-i-tehnologii/zaklepki
При соответствующей обработке отверстия и использовании специальных прокладок, соединения, полученные вытяжными заклёпками, являются воздухо- и водонепроницаемыми. Герметичность также гарантируется при использовании закрытых заклепок.
Блок: 6/9 | Кол-во символов: 272
Источник: https://navro.org/vytyazhnye-zaklepki-texnicheskie-detali/
Вытяжные заклепки имеют способность заполнять боковую часть отверстия и тем самым обеспечивать достаточную силу сцепления с материалом. Таким образом компенсируется возможное превышение допуска на диаметр отверстия и несоостность отверстий в соединяемых материалах.
Блок: 7/9 | Кол-во символов: 287
Источник: https://navro.org/vytyazhnye-zaklepki-texnicheskie-detali/
Кол-во блоков: 16 | Общее кол-во символов: 14797
Количество использованных доноров: 5
Информация по каждому донору:
- https://stroychik.ru/strojmaterialy-i-tehnologii/zaklepki: использовано 4 блоков из 7, кол-во символов 3824 (26%)
- https://kvartirnyj-remont.com/vidy-zaklepochnikov-i-zaklepok.html: использовано 2 блоков из 4, кол-во символов 2656 (18%)
- https://bouw.ru/term/zaklepki: использовано 2 блоков из 5, кол-во символов 3292 (22%)
- https://navro.org/vytyazhnye-zaklepki-texnicheskie-detali/: использовано 5 блоков из 9, кол-во символов 1207 (8%)
- http://tutmet.ru/aljuminievaja-kombinirovannaja-rezbovaja-vytjazhnaja-zakljopka-gost.html: использовано 2 блоков из 5, кол-во символов 3818 (26%)
Урок технологии «Заклепочные соединения»
Тема. Заклепочные соединения
Цели:
• Какие виды соединений деталей вам известны?
• В чем отличие разъемных соединений от неразъемных?
• Приведите примеры неразъемных соединений.
Прогнозируемые результаты обучения:
учащиеся должны знать;
■ какое соединение деталей наиболее распространено в промышленности, каково строение заклепки, как рассчитать параметры заклепочного
соединения, правила выбора заклепок.
■ правила охраны труда;
учащиеся должны уметь:
■ подобрать заклепку для заклепочного соединения.
Оборудование и средства обучения: различные виды металлов, ножовка по металлу, полотна, проектор, компьютер.
Х о д урока
I. Этап организации занятия
Проверка готовности к уроку. Мобилизация внимания.
II. Этап актуализации субъективного опыта учащихся
Вопросы учителя:
Какой вид деятельности вы выполняли на прошлом занятии?
Какому виду деятельности будет посвящен сегодняшний
урок, что мы будем изучать?
1. Назовите основные части слесарной ножовки.
2. Какими бывают рамки ножовки? Какая рамка, на ваш взгляд, самая универсальная? Объясните свой ответ.
3. В чем отличие слесарной ножовки от ножовки по древесине?
4. По каким параметрам вы будете выбирать ножовочное полотно?
5. Расскажите, как правильно установить ножовочное полотно и как проверить правильность его установки.
6. На ваш взгляд, почему зубья слесарной ножовки должны быть направлены
от ручки?
7. Объясните, от чего возможна поломка ножовочного полотна. Как ее можно
предотвратить?
Учитель вместе с учащимися формулирует тему и учебные
задачи, определяет содержание практических заданий.
III. Этап изучения нового материала
История использования заклепки насчитывает уже более 2,5 тыс. лет. В
Средние века заклепками скрепляли рыцарские доспехи. Их применяли
для первых паровых машин, стальных мостов и промышленных объектов. Например, Эйфелева башня (г. Париж, Франция), считающаяся инженерным чудом, состоит из 18 038 отдельных частей деталей, скрепленных
2 500 000 заклепками общим весом 450 т. На строительстве башни работало
250 человек, из которых 150 человек занимались клепкой компонентов. Над
вставкой каждой заклепки работало 4 человека. Один раскалял заклепку на
углях, другой щипцами вставлял ее в отверстие в месте скрепления деталей,
а еще двое развальцовывали (расклепывали) ее.
В 30-е гг. XX в. была изобретена взрывная заклепка. Она состояла из
пустотелого стержня, а головка формировалась при помощи взрыва малого
патрона. Эта односторонняя заклепка нашла широкое применение в авиа ционной промышленности для изготовления летающих планеров и цельно-
металлических самолетов. Наследником этой заклепки стала вытяжная заклепка.
Мост с соединениями конструкции на заклепках
Один из видов неразъемных соединений деталей — это соединение заклепками. Такое соединение называется заклепочным
Что такое заклепка. Заклепка — это крепежная деталь, состоящая из стержня цилиндрической формы и двух головок. Одна из них называется закладной головкой, другая — замыкающей. До сборки каждая заклепка имеет только одну закладную головку на конце. Другая головка —замыкающая — образуется в процессе клепки при сборке заклепочного соединения.
.
Заклепочное соединение
Со сплошным стержнем С полым стержнем Резьбовые Вытяжная
Виды заклепок со сплошным стержнем
Заклепки с полым стержнем (пистоны) имеют стержень со сквозным отверстием. Предназначены в основном для соединения неметаллических изделий (ткани, кожи, полимеров), в некоторых случаях для соединения тонкостенных заготовок.
По виду соединения листов
внахлестку встык
По количеству рядов
однорядные двухрядные многоряд
По расположению заклепок
параллельные шахматные
Прочность заклепок зависит от материала изготовления. На сегодняшний день их производят из алюминиевых сплавов, меди, нержавеющей или оцинкованной углеродистой стали. Например, алюминиевые заклепки из-за высокой стойкости к коррозии используются при строительных работах. Заклепки из нержавеющей стали также обладают прекрасными антикоррозийными характеристиками и высокой прочностью. Медные заклепки применяются при монтаже кровли.
Расчет заклепочного соединения. Размеры заклепок выбирают от
толщины соединяемых деталей. От диаметра заклепки зависит степень
нагрузки, которую сможет выдержать заклепочное соединение. Диаметр обычно берется в 1,5—2 раза больше толщины одной детали.
Длина стержня заклепки (L) определяется в зависимости от общей
толщины соединяемых деталей и формы замыкающей головки (рис.
75). Замыкающая головка образуется из выступающей части стержня.
Длина выступающей части стержня заклепки (l) должна составлять: для
потайной головки — 0,8 — 1,2d, для полукруглой головки — 1,2 — 1,5d.
Расчет длины стержня заклепки: L = s + l, где L — длина заклепки, s — толщина соединяемых деталей, l — длина выступающей части
стержня заклепки.
Определение длины заклепки — важный параметр. От него зависит качество заклепочного соединения. При недостаточной длине выступающей части стержня головка заклепки получается неполной и соответственно соединение деталей будет менее прочным. При чрезмерно большой длине головка получается неправильной формы.
IV. Этап первичной проверки изученного материала
Определите по рисунку виды заклепок в зависимости от формы закладной
головки. Расскажите, как вы определили каждый вид заклепки.
Рассчитайте длину заклепки с полукруглой
головкой, если известно, что s = 20, d = 15.
Как вы считаете, для чего необходим точный расчет расстояния
между заклепками? Как скажется на прочности заклепочного со-
единения слишком близкое или редкое расположение заклепок на соединяемых деталях?
1. Что такое заклепка?
2. В чем достоинства заклепочного соединения?
3. Каковы критерии выбора заклепки?
4. Из каких частей состоит заклепочное соединение?
5. Рассчитайте длину стержня заклепки диаметром 5 мм с полукруглой голов-
кой, предназначенную для соединения двух деталей толщиной 3 мм при
помощи двух накладок толщиной 2 мм каждая.
6. Как по-вашему, почему при скреплении металлических конструкций (напри-
мер, мостов) используются именно заклепки, а не соединения на болтах?
Свой ответ объясните.
У. Этап выполнения практических заданий
Практическая работа. Расчет заклепочного соединения
Цель: научиться рассчитывать параметры заклепок, выбирать за-
клепки в зависимости от толщины соединяемых деталей.
Оборудование, инструменты и материалы: заклепки, измерительные инструменты, заготовки.
Порядок выполнения работы
1. Измерьте толщину деталей, подлежащих соединению заклепками.
2. Рассчитайте длину заклепки для соединения.
3. Рассчитайте расстояние между заклепками. Выполните эскиз за-
клепочного соединения.
4. Результаты запишите в таблицу (в тетради).
.
VI. Этап оценки выполненных заданий
Учащиеся выполняют самооценку и взаимооценку объема и
качества выполненных работ.
.
VII. Этап подведения итогов урока
Учащиеся называют свои отметки, учитель делает количественную
и качественную оценку выполненных работ, отмечает
типичные недостатки при выполнении заданий, рекомендует
пути повышения эффективности знаний и умений учащихся
(дополнительные, поддерживающие занятия и др.).
VIII. Этап рефлексии
IX. Этап завершения занятия
Записать тему занятия и выставить отметки в дневники.
Дать рекомендации учащимся. При необходимости назначить
стимулирующие или поддерживающие занятия.
Свойства заклепочных соединений | ТМ Болт
Свойства заклепочных соединений. Купить оптом
Сопутствующие товары
Заклепочное соединение необходимо для того, чтобы скрепить отдельные детали и сделать их устойчивыми к повышенным нагрузкам. Без заклепок не обойдись, когда соединить нужно две разных по материалу детали. Для изготовления данных приспособлений используют цветные металлы, сплавы, а также низкоуглеродистые стали. Они применяются во многих сферах, в том числе авиа-, судо- и машиностроения, а также для различных металлических конструкций в целом. Состоят обычно из двух скрепляемых деталей и непосредственно заклепки. Чем больше детали по размеру, тем больше заклепок необходимо. Готовый результат – так называемый «заклепочный шов».
Основные виды заклепочных соединений классифицируются по таким показателям, как:
- Форма закладных головок. Бывает полукруглая, потайная, цилиндрическая и полупотайная.
- Форма стержня. Существуют сплошные, пустотелые (со сквозным отверстием) и полупустотелые (часть отверстия – сплошная, вторая – пустотелая).
- Уровень прочности. Выделяют плотные (обеспечивают герметичность соединения), прочные (для стойкости изделия к высоким нагрузкам) и комбинированные (соединяют в себе обе функции).
- Количество срезов и заклепочных рядов. Бывают одно- и многосрезные соединения, количество швов может быть любым (минимально – 1, максимально – не ограничено).
Заклепочные соединения имеют ряд положительных характеристик.
Особо важные из них:
- Высокий уровень соединения разных частей
- Изделие получается крепким, способно выдерживать ударные и выбрационные нагрузки
- Благодаря этому методу можно соединить разные металлы (например, чугун и алюминий)
- Технология сбора сама по себе довольно проста
Тем не менее, существуют значительные минусы, на которые стоит обратить внимание:
- Довольно высокая стоимость такого крепления – есть и более дешевые варианты
- Со временем непроницаемость самого соединения постепенно уменьшается
- Если диаметры отверстий на краях элементов немного не соответствуют заклепкам, то соединения могут разрушаться
- Для такого соединения нужно использовать большое количество металла
- В целом процесс требует времени и довольно трудоемкий
При выборе конкретного вида заклепки обращение за профессиональной помощью необходимо. Даже в том случае, если вы знаете, что вам, например, нужна именно вытяжная заклепка, консультация все равно необходима, поскольку существуют другие нюансы, которые могут негативно повлиять на целостность конструкций.
Выполнение заклепочных соединений
Категория:
Материалы внутренней отделки
Публикация:
Выполнение заклепочных соединений
Читать далее:
Выполнение заклепочных соединений
Клепка представляет собой процесс соединений деталей заклепками, в результате которого получают неразборное соединение. При выполнении обивочных работ клепка служит для соединения деталей металлических, деревянных, деревоподобных, из синтетических материалов, тканевых, кожи, ковров и резины. Соединяющим элементом являются заклепки, которые состоят из закладной головки, стержня и замыкающей головки. Заклепки расклепывают в холодном состоянии (вручную при помощи молотка и поддержки), полумеханизированным (пневматическими молотками, стационарными или ручными), а также механизированным способом (на клепальных машинах). Инструменты и приспособления для клепки описаны в разделе «Оборудование обивочной мастерской». Виды и размеры заклепок, применяемых для обивочных автомобильных работ, описаны в разделе «Материалы, применяемые для облицовочных и обивочных работ».
Стадии ручной клепки заклепками с полукруглой головкой показаны на рис. 1. В заранее подготовленное отверстие в соединяемых деталях вкладывают заклепку и подпирают ее поддержкой. На выступающий стержень заклепки надевают натяжку. Ударами молотка по вершине натяжки обеспечивают плотное прилегание соединяемых деталей и закладной головки. После снятия натяжки стержень заклепки слегка расклепывают (рис. 1, в) ударами молотка. Правильный выбор молотка соответствующей массы имеет большое значение и зависит от диаметра стержня заклепки. Зависимость массы от диаметра стержня заклепки приведена ниже.
Рекламные предложения на основе ваших интересов:
Рис. 1. Процесс ручной клепки заклепок с полукруглой головкой: а — установка; б — натяжка; в — расклепывание; г — обжатие; 1 — натяжка; 2 — молоток; 3 — обжимка; 4 — поддержка
Последний этап клепки — формирование замыкающей головки. На предварительно расклепанный стержень накладывают обжимку, которая под воздействием ударов молотка придает окончательную форму замыкающей головке.
При полуручной клепке применяют обратный метод, т. е. удары механическим инструментом наносят по закладной головке, а поддержку подпирают вручную со стороны замыкающей головки.
В зависимости от формы головок существуют различные виды клепки.
Кроме обычной клепки с помощью поддержек и обжимок, при выполнении обивочных работ применяют и другие виды клепок, которые из-за особой формы заклепок требуют использования специальных инструментов. Типичные примеры такой клепки приведены на рис. 3.
Заклепки трубчатые, или полупустотелые, требуют применения кернера или специальной пистонницы для развальцовки замыкающей головки (рис. 3, а). Заклепки разводные для закрепления требуют разводки раздвоенного конца стержня (рис. 3, б). Специальные грибовидной формы заклепки с насадкой закрепляют запрессовкой грибка на насадке с последующим его обжатием (рис. 3, в). Трубчатые заклепки для односторонней клепки (рис. 3, г) развальцовывают при помощи специальных инструментов. Эти заклепки находят все большее применение из-за малой трудоемкости. Применяемые инструменты не требуют поддержки с обратной стороны. Технологический процесс односторонней клепки показан на рис. 4.
Рис. 2. Клепка: а — обычная; б — скрытая односторонняя; в — скрытая двусторонняя; г — полускрытая
Рис. 3. Клепка обойными заклепками: а — полу пустотелой; б — разводной; в — грибовидной с насадкой; г — трубчатой односторонней
Стержень заклепки вставляют в губки инструмента до упора в головку заклепки (рис. 4, а). Подготовленную заклепку вводят в отверстия соединяемых деталей и прижимают (рис. 4, б). Сжатие рукояток щипцов для клепки создает усилие, натягивающее стержень заклепки. Стержень головкой раздает конец заклепки, формируя замыкающую головку (рис. 4, в). Когда головка полностью сформирована, дальнейшее натяжение стержня приводит к его обрыву в надсеченном месте (рис. 4, г). Наэтом клепка заканчивается.
При ремонте автомобилей часто возникает необходимость разборки клепаных соединений для замены поврежденных деталей или для их ремонта с отсоединением от сборочной единицы. Другой причиной, вынуждающей производить разборку клепаного соединения, является некачественная первоначальная клепка. Наиболее частыми причинами возникновения брака при клепке являются следующие:
сдвиг отверстий соединяемых элементов; перекос высверленных отверстий; слабое обжатие соединяемых элементов; применение заклепок несоответствующего диаметра; применение заклепок несоответствующей длины стержня; неправильная поддержка инструмента при клепке. Наиболее частыми причинами повреждения клепаных соединений в обивке автомобилей являются:
— отсоединение насадки в заклепках с насадкой; ослабление стягивающего продольного усилия при воздействии чрезмерных растягивающих усилий, приводящих к утонению материала в соединении;
— растяжение отверстий в одном из соединяемых элементов; срез заклепок при неправильном расчете прочности шва. К простейшим способам разборки клепаных соединений относятся:
— срез головки заклепки зубилом и удаление оставшейся части при помощи бородка;
— высверливание головки заклепки сверлом и удаление оставшейся части при помощи бородка; выпрямление отогнутых концов в разводных заклепках или спиливание замыкающей головки напильником и удаление оставшейся части бородком.
Высверливание головки заклепки рекомендуется в тех случаях, когда недопустимо повреждение клепаных поверхностей, а также при удалении полупустотелых и трубчатых заклепок. Спиливание замыкающей головки напильником рекомендуется для заклепок из мягких сплавов в случае, когда площадь поверхности детали, на которой расположена замыкающая головка, небольшая и спиливание головки не приведет к значительному повреждению поверхности.
Рекламные предложения:
Читать далее: Соединения, выполненные сваркой под давлением и сваркой плавлением
Категория: — Материалы внутренней отделки
Главная → Справочник → Статьи → Форум
Заклепки и объяснение типов заклепочных соединений
Было бы практически невозможно построить огромные конструкции, такие как мосты, небоскребы, самолеты, локомотивы и т. Д., Без использования этих крошечных, но надежных интегрирующих механических устройств, называемых заклепками. Заклепки не только позволяют этим конструкциям стать огромными, но также обеспечивают эквивалентную прочность и выносливость, чтобы противостоять множеству различных природных и случайных проблем.
В основном заклепки представляют собой болтовые устройства, изготовленные из пластичных металлов, которые вставляются через параллельные отверстия, просверленные поперек соединительных элементов и пробиваются с другой стороны, чтобы обеспечить идеальные и надежные фиксирующие соединения.
Давайте обсудим и изучим различные типы заклепочных соединений, которые широко используются в строительстве.
Типы заклепочных соединений
В основном существуют два основных типа заклепочных соединений в зависимости от способа соединения конструкций: соединения внахлест и стыковые соединения.
Lap Joint : В этом типе концы, несущие отверстия двух элементов, расположены так, что их поверхности слегка перекрываются. Затем производится заклепка через совпадающие отверстия (см. Рисунок).
Стыковое соединение : Здесь два элемента или элемента связаны кромкой к кромке по одной прямой. Зажим производится с помощью внешней крышки, которая затем приклепывается, как указано выше, через параллельные просверленные отверстия.
В стыковом соединении может использоваться как одна крышка, так и пара.
Как показано на рисунке ниже, стыковые соединения, в которых используется одна крышка с заклепками, называются стыковыми соединениями с одной крышкой.
В местах, где требуется дополнительная жесткость и прочность, обычно устанавливаются две накладки, которые затем приклепываются к верхней и нижней поверхностям элементов. Этот тип соединения называется стыковым соединением с двойной крышкой.
В дополнение к вышеперечисленным типам заклепочные соединения могут быть дополнительно классифицированы на следующие, в зависимости от способа их установки:
Одинарное заклепочное соединение : В этом типе более одной заклепки закрепляются вдоль одного ряда, как правило, в соединение внахлест, в то время как при стыковом соединении ряды могут появляться как с верхней, так и с нижней поверхностей.
Двойное заклепочное соединение : Когда два ряда заклепок входят в соединение внахлест или когда два ряда заклепок используются как сверху, так и снизу в стыковом соединении, это называется двойным стыковым соединением.
Цепное заклепочное соединение : В этом типе размещенные ряды заклепок могут лежать точно напротив друг друга по прямым линиям.
Зигзагообразное заклепочное соединение : В отличие от вышеуказанного типа, здесь ряды могут располагаться в шахматном порядке и не дополнять друг друга.
Алмазное заклепочное соединение : Этот тип соединения обычно встречается в стыковых соединениях.
Как видно на рисунке выше, здесь заклепки расположены рядами, которые шире на торцах и сужаются на противоположных краях, образуя форму ромба.
Список литературы
Книга: Прикладная механика и сопротивление материалов, Автор: Хурми Р.С. Издатель: S. Chand and Company Ltd.
Проектирование элементов машин , К. Рао, Комплексное проектирование стальных конструкций, Пунмия, Ашок Кумар Джайн, Британская Колумбия. Punmia (Google Книги)
Заклепочные и заклепочные соединения, применение, преимущества, недостатки
Что такое заклепка?
Заклепка имеет цилиндрический стержень с головкой на одном конце. Он используется для изготовления неразъемных стыков между двумя пластинами. Заклепка вставляется в отверстия стыкуемых пластин, а затем ее выступающая часть опрокидывается молотком.Соединения, выполненные с помощью заклепок, называются заклепочными соединениями.
Виды отказов заклепочных соединений
- Разрушение при сдвиге
- Разрушение плит при растяжении
- Разрушение пластин при раздавливании
- Разрушение пластин при сдвиге в краевой зоне
- Разрыв пластины на краю
Также читайте:
Что такое резьбовые соединения?
Что такое силовой винт?
Что такое остаточное напряжение?
Что такое горячая обработка?
Источник изображения:
Автор: Автор не предоставлен машиночитаемым автором.Предполагается Мяоу Мяоу (на основании заявлений об авторских правах). — Машиночитаемый источник не предоставлен. Предполагается собственная работа (на основании заявлений об авторских правах)., Public Domain, https://commons.wikimedia.org/w/index.php?curid=246104
Соединения, выполненные заклепками, называются неразъемными, так как детали можно разобрать только с помощью заклепок, которые повреждают их. Это не похоже на соединения, сделанные гайкой и болтом.
Типы головок заклепок
- Головка с защелкой или пуговица
- Поворотная головка
- Головка потайная
- Плоская головка
- Заклепка с потайной головкой
- Овальная потайная головка с потайной головкой
- Коническая головка
Виды заклепочных соединений
Заклепочные соединения можно классифицировать по двум признакам
По назначению заклепочные соединения можно разделить на три типа
Герметичное соединение обеспечивает герметичное соединение
Прочные соединения обеспечивают высокую прочность
Это соединения как герметичные, так и герметичные.
На основании положения подключаемых пластин
В стыковых соединениях кромки плит просто накладываются друг на друга и приклепываются
В стыках внахлест пластины лежат в одной плоскости и соединяются через накладки
Способы выполнения отверстий под заклепкиОтверстия в пластинах можно проделывать перфорацией или сверлением.Однако между ними есть некоторые отличия.
| Основа для сравнения | Пробивка | Бурение |
| Стоимость скважины | Дешевле | Дорогостоящие |
| Точность отверстия | Меньше | Подробнее |
| Повреждение пластины в районе отверстия | Есть | № |
| Толщина листа | до 25 мм | без ограничений |
Тип классификации методов 1:
- Клепка ручная
- Станок клепальный
Ручная клепка выполняется мужчиной с помощью молотка, а машинная клепка — с помощью станка.
Тип классификации методов 2:
- Горячая клепка
- Холодная клепка
Различия в горячей и холодной клепке
| Основа для сравнения | Горячая клепка | Холодная клепка |
| Температура | выше 1000 градусов Цельсия | не применимо |
| Трение скольжения пластины | да | № |
| Вид нагрузки на хвостовик | растяжение | ножницы |
| Диаметр заклепки | более 10 мм | ниже 10 мм |
- Используется там, где необходимо избегать термических воздействий, как в случае сварки
- Используется для металлов с плохой свариваемостью
- Используется для разнородных материалов, таких как асбестовая фрикционная накладка и сталь
- Поскольку сварные соединения обладают плохой способностью гасить вибрацию, вместо них используются заклепки.
- Используется для конструкции самолета, где используется алюминий
Преимущества заклепочных соединений
Вот преимущества заклепочных соединений по сравнению со сварными соединениями
- Надежнее
- Может также использоваться для цветных металлов
- Детали, собранные с помощью заклепочного соединения, не имеют термических последствий
- Проверка качества простая и дешевая
- При демонтаже деталей клепанные детали меньше повреждаются по сравнению со сварными деталями
Недостатки заклепочных соединений
Недостатки клепаных соединений по сравнению со сварными соединениями
- Из-за отверстий пластины ослабли
- Стоимость рабочей силы больше
- Общая стоимость клепаных соединений более
- Они имеют больший вес, чем сварные соединения
- Процесс клепки создает больше шума
- Концентрация напряжений около отверстий
Виды отказов заклепочных соединений
- Разрушение при сдвиге
- Разрушение плит при растяжении
- Разрушение пластин при раздавливании
- Разрушение пластин при сдвиге в краевой зоне
- Разрыв пластины на краю
Также читайте:
Что такое резьбовые соединения?
Что такое силовой винт?
Что такое остаточное напряжение?
Что такое горячая обработка?
Источник изображения:
Автор: Автор не предоставлен машиночитаемым автором.Предполагается Мяоу Мяоу (на основании заявлений об авторских правах). — Машиночитаемый источник не предоставлен. Предполагается собственная работа (на основании заявлений об авторских правах)., Public Domain, https://commons.wikimedia.org/w/index.php?curid=246104
Riveted Joint — обзор
Выбор заклепок, указанных в BS 4620: 1970 и ANSI B18.1.2-1972 включены в таблицы 16.8–16.11 в качестве примеров. Однако заклепки доступны на складе у специализированных производителей и поставщиков в гораздо более широком ассортименте, чем небольшой выбор, представленный в Таблице 16.8–16.11. Для любого конкретного применения необходимо указать соответствующий стандарт и рассмотреть ассортимент продукции производителя.
Пример 16.4
Определите безопасные растягивающие, сдвиговые и несущие нагрузки, а также эффективность для отрезка 300 мм одинарного заклепочного соединения внахлест, сделанного из пластин ¼ ″ с использованием шести заклепок диаметром 16 мм. Предположим, что просверленные отверстия на 1,5 мм больше диаметра заклепок. Значения расчетных пределов растяжения, сдвига и напряжения опоры могут быть приняты равными 75 МПа, 60 МПа и 131 МПа соответственно.
Solution
Безопасная растягивающая нагрузка L , основанная на сдвиге заклепок, определяется как
L = nArτd = 6π0,01624 × 75 × 106 = 90,48 кН
Безопасная растягивающая нагрузка на основе опорное или сжимающее напряжение равно
L = 6 × 0,016 × 6,35 × 10-3 × 131 × 106 = 79,86 кН
Безопасная нагрузка, основанная на растягивающей нагрузке, определяется как L = A p σ т .
Площадь пластины между отверстиями под заклепки, A p определяется как
Ap = 0.006350.3-616 × 10-3 + 1,5 × 10-3 = 1,238 × 10-3м2
L = Apσt = 1,238 × 10-3 × 131 × 106 = 162,2 кН
Безопасная растягивающая нагрузка будет наименьшей из трех определены значения, что составляет L = 79,86 кН.
η = 79,86 × 1030,00 635 × 0,3 × 75 × 106 = 0,56
КПД 56%.
Пример 16.5
Определите максимальную безопасную растягивающую нагрузку, которую может выдержать 1-метровая секция двухклепанного стыкового соединения с основными пластинами толщиной 15 мм и двумя накладками толщиной 8 мм.Есть шесть заклепок в каждом из внешних рядов и по семь заклепок в каждом из внутренних рядов. Все заклепки имеют диаметр 20 мм. Предположим, что просверленные отверстия на 1,5 мм больше диаметра заклепок. Значения расчетных пределов растяжения, сдвига и напряжения опоры могут быть приняты равными 75 МПа, 60 МПа и 131 МПа соответственно.
Решение
При анализе двойного заклепочного соединения необходимо анализировать только одну сторону из-за симметрии.
Безопасная растягивающая нагрузка, основанная на двойном срезании заклепок, равна количеству заклепок, умноженному на количество плоскостей среза на одну заклепку, умноженному на площадь поперечного сечения заклепки, умноженному на допустимое напряжение сдвига.
L = n × 2 × Arτd
n = 6 + 7 = 13
L = 13 × 2 × π0,0224 × 60 × 106 = 490,1 кН
Приведена безопасная растягивающая нагрузка, основанная на напряжении опоры. на L = nA b σ c
L = 13 × 0,02 × 0,015 × 131 × 106 = 510,9 кН
Суммарная толщина накладок больше, чем у основные пластины, поэтому здесь нет необходимости рассматривать подробный анализ.
Безопасная растягивающая нагрузка, основанная на растягивающем напряжении, L = A p σ t
Ap = 0.0151−60,02 + 0,0015 = 0,01307м2
L = 0,01307 × 75 × 106 = 980,3 кН
Для завершения анализа необходимо учитывать сумму нагрузки, которая может вызвать разрыв между заклепками во внутренней части, плюс переносимая нагрузка заклепками во внешней части. Сумма нагрузок используется, потому что, если соединение выйдет из строя, оно должно выйти из строя одновременно в обеих секциях.
L = nAbσc = 6 × 0,02 × 0,015 × 131 × 106 = 235,8 кН
Безопасная растягивающая нагрузка, основанная на прочности на растяжение основной пластины между отверстиями во внутренней части, составляет
L = Apσt = 0.0151−70,02 + 0,0015 × 75 × 10 = 6955,7 кН
Общая безопасная растягивающая нагрузка, основанная на сумме двух вышеуказанных значений, составляет 1,191 МН.
Безопасная растягивающая нагрузка для заклепочных соединений будет наименьшей из рассчитанных величин, то есть 490,1 кН.
Эффективность заклепочного соединения определяется как
η = 490,1 × 1030,015 × 1 × 75 × 106 = 0,436 = 43,6%
Таблица 16.8. Горячие кованые заклепки по британскому стандарту для общего машиностроения (взяты из BS 4620: 1970; см. Стандарт для всех диапазонов)
(22) 81 9018 9018 9018| Ном.хвостовик диам. d (мм) | Тол. на диам. d (мм) | 60 ° Csk. и поднял Csk. Головка | Головка с фиксатором | Универсальная головка | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Размеры головки | |||||||||||||||||||||
| Ном. диам. D (мм) | Высота подъема W (мм) | Ном. диам. D (мм) | Ном. глубина K (мм) | Ном. диам. D (мм) | Ном. глубина K (мм) | Рад. R (мм) | Рад. r (мм) | ||||||||||||||
| (14) | ± 0,43 | 21 | 2,8 | 22 | 9 | 28 | 5,6 | 42 | 8,419 | 42 | 8,419 | 42 | 8,419 | 24 | 3,2 | 25 | 10 | 32 | 6,4 | 48 | 9,6 |
| (18) | 27 | 3,6 | 28 | 11.5 | 36 | 7,2 | 54 | 11 | |||||||||||||
| 20 | ± 0,52 | 30 | 4,0 | 32 | 13 | 40 | 8,0 9019 | 8,0 | 8,0 | 33 | 4,4 | 36 | 14 | 44 | 8,8 | 66 | 13 | ||||
| 24 | 36 | 4,8 | 9018 1 | 4018 .6 | 72 | 14 | |||||||||||||||
| (27) | ± 0,62 | 40 | 5,4 | 43 | 17 | 54 | 10,8 | 16 | 6,0 | 48 | 19 | 60 | 12,0 | 90 | 18 | ||||||
| (33) | 50 | 6,6 | 53 | 21 | 99 | 20 | |||||||||||||||
| 36 | 55 | 7,2 | 58 | 23 | 72 | 14,4 | 108 | 22 | |||||||||||||
| 62 | 25 | 78 | 15,6 | 117 | 23 | ||||||||||||||||
Все размеры указаны в миллиметрах. Размеры, указанные в скобках, не являются предпочтительными.
Таблица 16.9. Холоднокованые заклепки по британскому стандарту для общего машиностроения (извлечены из BS 4620: 1970, см. Стандарт для всех диапазонов)
0,8 9018 9018 16 28184 размеры указаны в миллиметрах.Размеры, указанные в скобках, не являются предпочтительными.Таблица 16.10. Выбранные заклепки с большой пуговицей, высокой пуговицей, конической головкой и круглой головкой по американскому национальному стандарту (взяты из ANSI B18.1.2-1972, R1989; см. Стандарт для всех диапазонов)
| Ном.хвостовик диам. d (мм) | Тол. на диам. d (мм) | 90 ° Csk. Головка | Головка с фиксатором | Универсальная головка | Плоская головка | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Размеры головки | |||||||||||||||||||||
| Ном. диам. D (мм) | Ном. диам. D (мм) | Ном. глубина K (мм) | Ном. диам. D (мм) | Ном. глубина K (мм) | Рад. R (мм) | Рад. r (мм) | Ном. диам. D (мм) | Ном. глубина K (мм) | |||||||||||||
| 1 | ± 0,07 | 2 | 1,8 | 0,6 | 2 | 0,4 | 3,0 | 0,6 | 2 | 0,6 | 2 | 2,4 | 2,1 | 0,7 | 2,4 | 0,5 | 3,6 | 0,7 | 2,4 | 0.3 | |
| 1,6 | 3,2 | 2,8 | 1,0 | 3,2 | 0,6 | 4,8 | 1,0 | 3,2 | 0,4 | ||||||||||||
| 2 9018 4 | 0,8 | 6,0 | 1,2 | 4 | 0,5 | ||||||||||||||||
| 2,5 | 5 | 4,4 | 1,5 | 5 | 1,0 | 7,5 | 5 | 5 | 0,6 | ||||||||||||
| 3 | 6 | 5,3 | 1,8 | 6 | 1,2 | 9,0 | 1,8 | 6 | 0,8 | 7 | 6,1 | 2,1 | 7 | 1,4 | 10,5 | 2,1 | 7 | 0,9 | |||
| 4 | 8 | 7 | 8 | 7 | 6 | 12 | 2,4 | 8 | 1,0 | ||||||||||||
| 5 | 10 | 8,8 | 3,0 | 10 | 2,0 | 15 | 3,0 9019 9019 | 3,0 9019 9019 | 12 | 10,5 | 3,6 | 12 | 2,4 | 18 | 3,6 | 12 | 1,5 | ||||
| (7) | ± 0,11 | 14.3 | 4,2 | 14 | 2,8 | 21 | 4,2 | 14 | 1,8 | ||||||||||||
| 8 | 16 | 14 | 4,8 24 4,8 | 16 | 2 | ||||||||||||||||
| 10 | 20 | 18 | 6,0 | 20 | 4,0 | 30 | 6 | 20 | 2,5 | ||||||||||||
| 14 | 24 | 21 | 7,2 | 24 | 4,8 | 36 | 7,2 | — | — | ||||||||||||
| (14) | — | 8,4 | 8,4 | 42 | 8,4 | — | — | ||||||||||||||
| 16 | — | 28 | 9,6 | 32 | 6,4 | 48 | 9,6 — | 9,6 — | |||||||||||||
| Ном. диаметр корпуса D a | Диаметр головки A (дюймы) | Высота H (дюймы) | Диаметр головки A (дюймы) | Высота H (дюймы)) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mfd. note 1 | Ведомая note 2 | Mfd. note 1 | Ведомая note 2 | Mfd. note 1 | Ведомая note 2 | Mfd. примечание 1 | ведомое примечание 2 | |||||||||||||||
| полукруглая головка | полукруглая головка (желудь) | |||||||||||||||||||||
| 1 / 2 | 0,875 | 0,944 | 0,781 | 0.875 | 0,500 | 0,375 | ||||||||||||||||
| 5 / 8 | 1,094 | 1,141 | 0,469 | 0,438 | 0,969 | 1,062 | 0,969 | 1,062 | 0,969 | 1,062 | 1,062 | 0,969 | 1,062 | 1,312 | 1,375 | 0,562 | 0,516 | 1,156 | 1,250 | 0,688 | 0,531 | |
| 7 6 1 8 531 | 1,594 | 0,656 | 0,609 | 1,344 | 1,438 | 0,781 | 0,609 | |||||||||||||||
| 1 | 1,750 | 1,828 | 9018 9018 9018 9018 9018 | 0,688 | ||||||||||||||||||
| 1 1 / 8 | 1,969 | 2,062 | 0,844 | 0,781 | 1,719 | 1,812 | 0.969 | 0,766 | ||||||||||||||
| 1 1 / 4 | 2,188 | 2,281 | 0,938 | 0,859 | 1,906 | 2.000 | 2.000 | 9044 9044 | 1.062 9044 8 | 2,406 | 2,516 | 1,031 | 0,953 | 2,094 | 2,188 | 1,156 | 0,938 | |||||
| 1 1 6 2625 | 2,734 | 1,125 | 1,031 | 2,281 | 2,375 | 1,250 | 1.000 | |||||||||||||||
| 1 5 / 8 | 2,844 | 2,844 | 9018 | 2,844 9018 | 2,844 | 2,562 | 1,344 | 1,094 | ||||||||||||||
| 1 3 / 4 | 3,062 | 3,203 | 1,312 | 1,203 | 2.656 | 2,750 | 1,438 | 1,172 | ||||||||||||||
| Головка с конусом | Головка с полукруглой головкой | |||||||||||||||||||||
| 1 / 2 | 0,86 0,918 | 0,844 | 0,350 | 0,328 | ||||||||||||||||||
| 5 / 8 | 1,094 | 1,141 | 0,547 | 0,516 | 1.000 | 1,047 | 0,438 | 0,406 | ||||||||||||||
| 3 / 4 | 1,312 | 1,375 | 0,656 | 0,625 | 0,656 | 0,625 | 1.200 | 0,625 | 1.200 | 1,531 | 1,594 | 0,766 | 0,719 | 1,400 | 1,469 | 0,612 | 0,578 | |||||
| 1 | 750 | 1,828 | 0,875 | 0,828 | 1,600 | 1,687 | 0,700 | 0,656 | ||||||||||||||
| 1 1 / 8 | 1,969 | 1,969 | 1,891 | 0,788 | 0,734 | |||||||||||||||||
| 1 1 / 4 | 2,188 | 2,281 | 1,094 | 1,031 | 2.000 | 2,094 | 0,875 | 0,812 | ||||||||||||||
| 1 3 / 8 | 2,406 | 2,516 | 1,203 | 1,141 | 2.2001 2.2001 | 2.2001 | 1 1 / 2 | 2,625 | 2,734 | 1,312 | 1,250 | 2,400 | 2,516 | 1,050 | 0,984 | |||||||
| 95 1 | ||||||||||||||||||||||
| 2,969 | 1,422 | 1,344 | 2,600 | 2,734 | 1,138 | 1,062 | ||||||||||||||||
| 1 3 / 4 3 / | 3,062 | 3,062 3,062 | 3,062 | 3,062 | 3,062 | 2,938 | 1,225 | 1,141 | ||||||||||||||
Все размеры указаны в дюймах.
Примечание 1: Основные размеры головки в заводском состоянии.
Примечание 2: Размеры изготовленной головки после забивки, а также забивной головки.
Примечание 3: Допускается небольшая плоская поверхность в пределах указанного допуска по высоте головы.
Следующие формулы дают основные размеры изготавливаемых форм: Полукруглая головка, A = 1,750 D ; H, = 0,750D; G = 0,885D. Головка с высокой пуговицей, A = 1,500 D + 0,031; H = 0,750 D + 0,125; F = 0,750 D + 0,281; G = 0,750 D — 0,281. Коническая головка, A = 1.750 D ; B = 0,938 D ; H = 0,875 D . с цилиндрической головкой, A = 1.600D; B = 1.000 D ; H = 0,700 D . Длина L измеряется параллельно оси заклепки от крайнего конца до плоскости опорной поверхности для заклепок с плоской опорной поверхностью с головкой или до пересечения верхней поверхности головки с диаметром головки для заклепок с потайной головкой.
Таблица 16.11.Выбранные по американскому национальному стандарту большие плоские и овальные заклепки с потайной головкой (взяты из ANSI B18.1.2-1972, R1989; см. Стандарт для всех диапазонов)
0,600625| Диаметр корпуса D (дюймы) | Диаметр головы. A (дюймы) | Глубина головки H (дюймы) | Высота овальной коронки a C (дюймы) | Радиус овальной коронки a G (дюймы) | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинал a | Макс. | Мин. | Макс. b | Мин. c | Арт. | ||||||||||||||||
| ½ | 0,500 | 0,520 | 0,478 | 0,936 | 0,872 | 0,260 | 0,095 | 1,125 | 0,095 | 1,125 | |||||||||||
| 1,194 | 1,112 | 0,339 | 0,119 | 1.406 | |||||||||||||||||
| ¾ | 0,750 | 0,780 | 0,725 | 1,421 | 1,322 | 0,400 | 0,142 | 1,68 | 1,647 | 1,532 | 0,460 | 0,166 | 1,969 | ||||||||
| 1 | 1. 000 | 1,030 | 0,975 | 1.873 | 1,745 | 0,520 | 0,190 | 2,250 | |||||||||||||
| 1 1 / 8 | 1,125 | 1,160 | 1,098 | 0,214 | 1,098 | 2,114 | |||||||||||||||
| 1 1 / 4 | 1,250 | 1,285 | 1,223 | 2,340 | 2,199 | 0,650 | 0,238 | 2.812 | |||||||||||||
| 1 3 / 8 | 1,375 | 1,415 | 1,345 | 2,567 | 2.426 | 0,710 | 0,261 | 3,01994 | 0,261 | 3,01994 9044 | 3,01994 | 0,261 | 3,01994 9044 | 1,500 | 1,540 | 1,470 | 2,793 | 2,652 | 0,771 | 0,285 | 3,375 |
| 1 5 / 8 1 | 1,665 | 1,588 | 3,019 | 2,878 | 0,831 | 0,309 | 3,656 | ||||||||||||||
| 1 3 / 4 1 9018 9018 9018 4,1795 / 9018 9018 | 0,901 | 0,332 | 3,938 | ||||||||||||||||||
Все размеры указаны в дюймах.
Спросите у изготовителя: Сварные и заклепочные соединения
Манфред Вассманн, он же BerlinSightПервый в новой серии от EVS Metal, отвечающий на распространенные вопросы о производстве, отделке и производстве металлов.
В: В чем разница между сварными и клепаными соединениями?
A: Заклепочные соединения и сварные соединения — это два совершенно разных способа соединения металлических деталей, и они обычно используются для совершенно разных целей.
Поскольку заклепки, по сути, представляют собой тип болта, который вряд ли будет выглядеть «законченным», его с большей вероятностью будут рассматривать как часть внутренней конструкции или каркаса, например, требуемых для мостов или больших зданий.Все сводится к тому, что сварные соединения более эстетичны и часто используются в готовых изделиях, где этот сварной шов будет виден, а не скрыт. По сути, заклепки представляют собой болтовые устройства, используемые для скрепления двух металлических частей вместе, тогда как сварные швы используют высокую температуру для плавления частей металла вместе с образованием соединения.
Типы заклепочных соединений
Есть два основных типа заклепочных соединений: соединения внахлест и стыковые соединения. Кроме того, существуют подтипы этих суставов, в том числе:
- Одинарное заклепочное соединение
- Двойное заклепочное соединение
- Цепное заклепочное соединение
- Зигзагообразное заклепочное соединение
- Алмазное заклепочное соединение
Типы сварных соединений
В стандартах Американского общества сварщиков определены пять типов сварных соединений: стыковые, угловые, кромочные, нахлесточные и тройники.Как показано здесь, существует ряд различных подтипов стыковых швов:
- Квадратные стыковые соединения
- J-образные соединения
- V-образные соединения
- U-образные соединения
- Одинарное V-образное соединение
- Двойное V-образное соединение
- Одинарное J-соединение
- Двойное J-соединение
- Single-U-соединение
- Двойной U-образный шарнир
- Фланец (край угла)
- Канавка с развальцовкой
Другие отличия:
Заклепочные соединения герметичны не полностью, в отличие от сварных соединений.Следовательно, клепаные соединения не являются герметичными. Заклепочные соединения также являются полупостоянными, поскольку их можно разрезать и удалять, тогда как сварные соединения считаются постоянной формой соединения. Кроме того, сварное соединение обеспечивает гладкую поверхность, а клепаное соединение выступает за поверхность конструкции.
Глава 20. Заклепочные и сварные соединения — Технические чертежи, 2-е издание — Dev Guis
20
Соединения сварные и клепаные
Прочитав эту главу, вы сможете:
- Построение ортогональных проекций различных клепаных соединений внахлестку и стык
- Построить ортогональные проекции краевых и тройниковых швов
- Нарисуйте часто используемые головки заклепок
- Представьте на чертежах часто используемые сварные соединения.
20.1 ВВЕДЕНИЕ
Заклепочные соединения используются для соединения деталей при отсутствии сварочного оборудования. Они прочны и устойчивы к утечкам и поэтому широко используются. Эти соединения настолько прочны, что в случае котлов или балок мостов плиты, соединенные клепкой, невозможно разделить, не повредив заклепки. Даже сейчас, когда прочность сварного соединения зависит от качества изготовления, заклепочные соединения предпочтительнее для большей надежности.
Форма заклепки до ее использования для изготовления соединения показана на рисунке 20.1. В этом первоначальном виде он имеет только одну головку заклепки, хвостовик и хвостовик. Другая головка формируется из хвостового конца при подготовке стыка. Другой конец формируется следующим образом: в соединяемых пластинах проделываются отверстия в нужных местах. Заклепка нагревается до докрасна, а затем вставляется в совмещенные отверстия в правильно расположенных пластинах, которые необходимо соединить. Существующая головка заклепки удерживается на месте, а вторая головка выковывается из хвостовой части заклепки с помощью молотка.
Гидравлические или пневматические инструменты обычно используются для формирования больших головок заклепок. Если заклепки маленькие или изготовлены из металлов с высокой пластичностью, таких как медь, головки можно формировать без их нагрева.
Обсуждение в этой главе ограничивается только герметичными соединениями. Изображение отдельной заклепки до ее сборки показано на рис. 20.1 (а), а на рис. 20.1 (b) показаны ее ортогональные проекции. Заклепочные соединения котлов и сосудов под давлением должны быть герметичными.Чтобы подготовить герметичное соединение, пластины прижимают друг к другу с помощью процесса уплотнения или заполнения (см. Рисунок 20.2). Благодаря процессу наполнения края пластин не остаются перпендикулярными основным поверхностям, а имеют наклон примерно на 85 °.
В этой главе мы также обсуждаем различные типы клепаных и сварных соединений внахлестку и встык, которые в основном используются для сосудов высокого давления и строительных работ.
РИСУНОК 20.1 (a) Изображение отдельной заклепки (b) Ортографические проекции заклепки в точке (a)
РИСУНОК 20.2 Процесс уплотнения и заполнения
РИСУНОК 20.3 Типы головок заклепок
20.2 ТИПЫ ЗАКЛЕПКИ
Различные типы головок заклепок, используемые для общестроительных работ, показаны на рисунке 20.3. На рисунках отмечены основные используемые обычно диаметры стержня заклепки d .
Заклепка с качающейся головкой — наиболее часто используемый тип заклепок во всех инженерных работах. Потайная головка обычно используется при строительных работах.
20,3 КЛЕПАННЫЕ СОЕДИНЕНИЯ
Есть два основных типа клепаных соединений:
- Соединение внахлестку
- Стык
Когда соединяемые пластины перекрывают друг друга, соединение известно как соединение внахлест [см. Рисунок 20.4 (a)]. Когда кромки соединяемых пластин стыкуются друг с другом, соединение известно как стыковое соединение [см. Рисунок 20.4 (b)].
Давайте теперь подробно рассмотрим каждый тип соединения.
20.3.1 Соединение внахлест
Соединение внахлест с одной заклепкой показано на рисунке 20.5 (a) и в ортогональном виде на рисунке 20.5 (b). Соединение внахлестку называется одинарным заклепочным соединением внахлест , если через две пластины проходит только один ряд заклепок, параллельных краям пластин, которые соединены вместе. Точно так же он называется с двойной клепкой, , если есть два ряда заклепок, с тройной клепкой, , если есть три ряда, и так далее. В случае соединений с двумя или более рядами заклепки в соседних рядах могут быть расположены в виде цепочки, то есть напротив друг друга, или зигзагообразно , то есть в шахматном порядке (см. Рисунки 20.6 и 20.7).
Размер и положение заклепок в соединении определяется проектировщиком, но для целей чертежа приблизительные размеры могут быть получены с использованием следующих эмпирических правил:
- Диаметр стержня заклепки
, где t = толщина соединяемых пластин в мм.
Значение диаметра, полученное с помощью этого уравнения, округляется до ближайшего стандартного размера заклепок. Стандартные размеры (в мм) для диаметров заклепок, которые обычно доступны, следующие:
12, 14, 16
- Шаг P = 3 d
, где P = расстояние между осями соседних заклепок в одном ряду, измеренное параллельно краям пластин [см. Рисунок 20.5 (б)].
- Расстояние между краем пластины и ближайшей осью заклепки = 1,5 d . Расстояние между краем пластины и ближайшей точкой на отверстии под заклепку, очевидно, равно диаметру d . Это расстояние известно как граница м .
РИСУНОК 20.4 Типы соединений
РИСУНОК 20.5 Соединение внахлест с одной заклепкой
РИСУНОК 20.6 Цепное соединение внахлест с двойной заклепкой
Одинарное заклепочное соединение внахлест: Вид в разрезе и план одинарного заклепочного соединения внахлест, построенный с использованием вышеуказанных пропорций, показан на рисунке 20.5 (б). Рисунок представляет собой только вырезанную часть больших пластин, показанных на рисунке 20.5 (а), и, следовательно, три края каждой пластины показаны пунктирными линиями.
Двойное заклепочное соединение внахлест: Двойное заклепочное соединение может быть цепным или зигзагообразным. В случае цепного типа заклепки в смежных рядах расположены напротив друг друга (см. Рисунок 20.6). В зигзагообразном типе заклепки в смежных рядах расположены в шахматном порядке (см. Рисунок 20.7).
Расстояние между двумя рядами известно как шаг между рядами P r .Минимальное значение P r составляет 2 d для зигзагообразных заклепок и (2 d + 6) мм для цепных заклепок. Иногда в зигзагообразном виде фиксируется шаг диагонали P d . Шаг по диагонали — это расстояние между осями ближайших заклепок в смежных рядах.
Диагональный шагПример 20.1 Нарисуйте два вида двойного заклепочного соединения внахлест для пластин толщиной 10 мм в (i) цепочке и (ii) зигзагообразном образовании.
Анализ:
- Для цепного типа,
Заклепка диаметр
В качестве ближайших доступных типоразмеров 18 и 20 мм возьмем d = 20 мм.
Затем шаг p
=
3 д
=
3 × 20 5 60 мм
Маржа м
=
d = 20 мм
Шаг рядов для формирования цепи
=
P RC = 2 d + 6
=
2 × 20 + 6
P RC
=
46 мм
На рисунке 20.6 показаны два вида соединения цепного типа с двойными заклепками внахлест.
- Для зигзагообразного типа,
Минимальный шаг между рядами
=
P rz = 2 d
=
2 × 20
=
40 мм
Шаг по диагонали
РИСУНОК 20.7 Зигзагообразное соединение внахлест с двойной заклепкой
Решение (Рисунки 20.6 и 20.7):
- Нарисуйте две пластины толщиной 10 мм каждая в FV тонкими линиями.
- От края одной пластины найдите ближайший ряд, содержащий оси заклепок, на расстоянии 1,5 d , (т.е. 1,5 × 20 = 30 мм).
- Найдите второй ряд, содержащий оси заклепок, на расстоянии, равном шагу ряда (т. Е. 2 d + 6 мм = 40 = 6 = 46 мм для цепного типа).
- Найдите конец второй пластины на расстоянии 1,5 d , то есть 1,5 × 20 5 30 мм.
- Предполагая, что FV в разрезе необходимо нарисовать, нарисуйте стержни заклепок в виде прямоугольников, а затем нарисуйте обе головки заклепок.
- Покажите края пластины, наклоненные под углом 85 ° к поверхности пластины для процесса наполнения, и завершите вид спереди, нарисовав соответствующие стандартные линии, а также линии сечения.
- Спроецировать вид сверху на заклепки в два ряда с шагом заклепки 3 d = 3 × 20 = 60 мм и положением заклепок напротив друг друга в двух рядах.
- Завершите проекции, нарисовав границы пластин.
- Для формирования зигзага выполните ту же процедуру, но используйте шаг ряда = 2 d = 2 × 20 = 40 мм или шаг диагонали, равный 7 d /3 = 140/3 = 46,6 мм.
Обратите внимание, что внешний вид в FV для цепного типа, а также зигзагообразная формация будут одинаковыми, если разрезать плоскость со смещением, как показано на рисунке 20.7.
На рис. 20.7 показаны два вида зигзагообразного соединения внахлест с двойной заклепкой, нарисованные с шагом по диагонали.
Можно отметить, что следует использовать либо шаг строк, либо диагональный шаг. И то, и другое нельзя использовать одновременно.
20.3.2 Стыковые соединения
В стыковых соединениях соединяемые пластины удерживают на одном уровне с краями, прилегающими друг к другу. Поскольку соединяемые пластины не перекрывают друг друга, поверх стыка устанавливается крышка, которая приклепывается к каждой из основных пластин. Иногда используются две заглушки, по одной с каждой стороны основных пластин. Накладки также известны как стыковые ремни .
Толщина накладок определяется из следующих соотношений:
= т до 1,125 т (20,1) = 0,7 т до 0,8 т (20,2)где
| | |
| | |
т | = | толщина основных пластин, которые должны быть соединены между собой |
Стыковое соединение с одной заклепкой: Стыковое соединение называется стыковым соединением с одной заклепкой, если через каждую основную пластину проходит один ряд заклепок, и стыковое соединение с двумя заклепками, если каждая основная пластина имеет два ряда заклепок, проходящих через него. Можно отметить, что в случае стыковых соединений заклепки, проходящие через одну основную пластину, не проходят через другую. Следовательно, в случае стыкового соединения с одной заклепкой каждая из основных пластин имеет один ряд заклепок, проходящих через нее, в то время как два ряда заклепок проходят через закрывающие пластины (см. Рисунок 20.8).
Пример 20.2 Изобразите вид спереди в разрезе и вид сверху на стыковые соединения с одинарной заклепкой (i) с одинарной накладкой (ii) с двойной накладкой для соединения пластин толщиной 10 мм.
Анализ: Как показано в Примере 20.1, требуемые размеры для пластин толщиной 10 мм составляют
д | = | 20 | |
п. | = | 60 | |
м | = | 20 |
Для одинарной крышки,
| | ||
= | 1,125 × 10 | ||
= | 11,25 мм |
Для пластин с двойной крышкой,
| | ||
= | 0,8 × 10 | ||
= | 8 мм |
Решение (Рисунки 20.8 и 20.9):
- Нарисуйте две основные пластины, прилегающие друг к другу, одна крышка должна быть над ними, а другая — под ними, на виде спереди.
- От двух стыкующихся кромок возьмите расстояние, равное 20 мм, в качестве поля и нарисуйте стержень заклепки с каждой стороны.
- Нарисуйте головки заклепок.
- Возьмите расстояние 20 мм для поля слева от заклепки с левой стороны и справа от заклепки с правой стороны и нарисуйте края накладок, наклоненных под углом примерно 85 ° к основным поверхностям пластины, чтобы представить процесс наполнения. .
- Отрежьте лишние части основных пластин и завершите вид спереди, нарисовав линии разреза на пластинах.
- Нарисуйте верхние виды головок заклепок с шагом 60 мм и нарисуйте выступы пластин один за другим так, чтобы пластина была наверху в FV, имеющей минимальную длину. Нарисуйте те, что ниже, с увеличивающейся длиной на виде сверху, чтобы каждая граница пластины была видна и могла быть представлена линией разрыва.
Завершите выступы стыкового соединения с одинарной заклепкой и двойной накладкой, как показано на Рисунке 20.8. Для типа с одинарной крышкой соединение будет аналогично тому, которое показано на рисунке 20.9, но с одним рядом заклепок в каждой основной пластине вместо двух, показанных на рисунке.
Соединение встык с двойными заклепками: Соединение этого типа может быть цепным или зигзагообразным.
Шаг рядов P r = 2 d + 6 мм для формирования цепочки и P r = 2 d или диагональный шаг для формирования зигзага.
РИСУНОК 20.8 Стыковое соединение с одной заклепкой и двойной крышкой
РИСУНОК 20.9 Соединение встык одинарное (зигзаг) двойное заклепочное
Толщина покрывающих пластин [как определено уравнениями. (20.1) и (20.2)] равны
= т от до 1,125 т для одинарной крышки и
= 0,7 т до 0,8 т для шарниров с двойной крышкой
Зигзагообразное стыковое соединение с двумя заклепками и одной крышкой показано на рисунке 20.9.
20,4 СВАРКА
Сварка — это процесс, используемый для постоянного соединения двух частей.Это наиболее широко используемый способ крепления в строительстве, а также при ремонте оборудования. Сварка практически заменила клепку в конструкции емкостей и трубопроводов для жидкостей и газов. В последнее время наблюдается тенденция к увеличению его использования в строительных работах.
Обсуждение в этой книге ограничивается тремя основными типами сварочных процессов: (1) газовая сварка, (2) электродуговая сварка и (3) контактная сварка.
При газовой сварке пламя с температурой, достаточной для плавления металлов, образуется при сжигании газообразного ацетилена с кислородом.Сварной шов формируется путем плавления присадочного стержня с этим пламенем вдоль линии контакта двух свариваемых деталей. При дуговой сварке интенсивное тепло электрической дуги используется для плавления свариваемых металлов. В процессе контактной сварки сильный электрический ток используется для нагрева области соединения до температуры плавления, а затем прикладывается давление для создания сварного шва.
20,5 ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Основными типами сварных соединений являются (а) соединение внахлест, (б) стыковое соединение, (в) тройник и (г) торцевое соединение (см. Рисунок 20.10).
20.5.1 Типы сварных швов
Сварные соединения выполняются следующими основными видами дуговой и газовой сварки:
- Угловой шов
- Сварка с разделкой кромок
- Сварной шов
- Сварка с заглушкой или пазом
Сварные швы с разделкой кромок подразделяются на квадратные, одинарные и двойные V, U, J и скошенные.
Основным видом сварки сопротивлением являются
- Точечный
- Шов
- Сопротивление встык или давление (осадки)
- Промывка
- Проекция
РИСУНОК 20.10 Различные типы сварных соединений
РИСУНОК 20.11 (a) Различные типы сварных швов (b) Символы, используемые для обозначения отделки сварного шва
20.5.2 Сварочный чертеж
Система условных обозначений используется для обозначения точных типов и размеров сварных швов на рабочих чертежах. Сварные соединения изображаются на чертежах с помощью основного символа, стрелки и контрольной линии, а также с помощью размеров сварного шва. В дополнение к этому, иногда также используются дополнительные символы для обозначения специальных инструкций, таких как тип отделки сварного шва и т. Д.
Основные символы вместе с видами в разрезе форм сварных швов показаны на рисунке 20.11 (a), а символы, используемые для обозначения отделки сварного шва, показаны на рисунке 20.11 (b).
РИСУНОК 20.12 Символы, показывающие расположение сварного шва
РИСУНОК 20.13 Размещение символа сварного шва на одной стороне
РИСУНОК 20.14 Размещение символа сварного шва с обеих сторон
20.5.3 Изображение сварных соединений
Как показано на Рисунке 20.12 стрелка и контрольная линия используются для обозначения места сварного шва. Тип сварного шва обозначается соответствующим основным символом.
Сторона соединения, расположенная ближе к острию стрелки, называется стороной стрелки , а удаленная сторона называется другой стороной . Например, если должен быть выполнен сварной шов w , как показано на рисунке 20.13 (a), можно сказать, что сварной шов должен быть выполнен со стороны стрелки, если используется стрелка A , а с другой стороны. сторону, если используется стрелка B .Аналогично, как показано на рисунке 20.13 (b), сварной шов w 1 находится на стороне стрелки, если используется стрелка C , и на другой стороне, если используется стрелка D ; сварной шов w 2 находится со стороны стрелки, если используется стрелка F , и с другой стороны, если используется стрелка E .
Основной символ помещается либо над контрольной линией, либо под контрольной линией, в зависимости от стороны, на которой должен быть выполнен сварной шов. Для сварных швов со стороны стрелки соответствующий основной символ перевернут и помещен под контрольной линией, как показано стрелками A , C и F на Рисунке 20.13.
Для сварных швов с другой стороны основные символы помещаются над контрольной линией, как показано стрелками B , D и E на рисунке 20.13. Очевидно, что для сварки с обеих сторон основной символ помещается над и под контрольной линией (см. Рисунок 20.14).
20.5.4 Показания для подготовки планшета
В случае сварных швов, таких как скос, J и т. Д., Требуется подготовить одну из двух пластин.Подготавливаемая пластина обозначена стрелкой, указывающей на эту пластину. На рисунке 20.15 стрелка указывает на пластину X , а символ перевернут и помещен под контрольной линией. Это означает, что пластина X должна быть подготовлена со стороны стрелки.
РИСУНОК 20.15 Размещение символов для подготовки пластины
20.5.5 Определение размеров сварных швов
Размеры сварного шва, длина сварного шва и шаг указаны в миллиметрах.Обратите внимание, что на чертеже написаны только размерные числа, а единица измерения (сокращение мм) опущена.
Размер сварного шва указывается путем вставки размера с левой стороны символа (см. Рисунок 20.16). Если все сварные швы имеют определенный размер, на чертеже дается общее примечание. В случае сварки со скосом, U-, J- и V-образной канавкой, если требуется частичный проплав, вертикальная глубина проплавления указывается размером слева от основного символа (см. Рисунок 20.17).
РИСУНОК 20.16 Указание размера сварного шва
В случае угловых сварных швов размер двух равных участков должен быть указан напротив каждого символа. Если угловой сварной шов должен быть выполнен на неравных участках, ориентация сварного шва указывается на чертеже, а размеры на двух участках указываются размерами, указанными в левой части символа (см. Рисунок 20.18).
РИСУНОК 20.17 Показание глубины проникновения
Длина сварного шва указывается справа от основного символа.Если эта длина не указана, предполагается, что это длина между любыми резкими изменениями в направлении соединения.
РИСУНОК 20.18 Указание размера неравных ветвей в угловом шве
Если требуется прерывистая сварка, подобная показанной на Рисунке 20.19 (a), длина сварного шва и несваренного металла указывается справа от основного символа, а длина несваренного соединения указывается в скобках [см. Рисунок 20.19 (b )].
РИСУНОК 20.19 Прерывистая сварка
В случае регулярных прерывистых сварных швов указывается только одна сварная и одна несваренная длина, если рисунок начинается со сварной длины [см. Рисунок 20.20 (a)]. С другой стороны, если регулярный прерывистый рисунок сварных швов начинается с несваренной длины, длина сварного шва указывается между двумя несваренными длинами, заключенными в скобки [см. Рисунок 20.20 (b)].
20.5.6 Дополнительные символы
В дополнение к основным обозначениям сварных швов также используются следующие дополнительные символы.
Чистовая обработка заподлицо: Если после сварки не требуется проводить механическую обработку, обычно требуется, чтобы сварной шов был приблизительно заподлицо. На это указывает добавление прямой линии к основному символу, как показано на рисунке 20.21.
РИСУНОК 20.20 Регулярные прерывистые сварные швы
РИСУНОК 20.21 Обработка заподлицо сварного шва
РИСУНОК 20.22 Сварка по всему периметру
РИСУНОК 20.23 Дополнительные символы
Сварной шов по всему периметру: Когда сварочный шов должен быть выполнен по всему стыку, круг используется в качестве символа сварного шва по всему периметру.Этот круг помещен в колено, соединяющее стрелку и контрольную линию (см. Рисунок 20.22).
Сварка на месте: Иногда необходимо выполнить сварной шов на месте. Это обозначено на чертеже небольшим закрашенным кружком на колене, соединяющем стрелку и контрольную линию [см. Рисунок 20.23 (a)]. Если сварка должна быть сделана по всему периметру площадки, два дополнительных символа помещаются, как показано на Рисунке 20.23 (b).
РИСУНОК 20.24 Обозначение процесса сварки
20.5.7 Индикация процесса сварки
Если все соединения должны быть выполнены с помощью одного и того же процесса сварки, на чертеже делается общее примечание, определяющее процесс.
Если для разных соединений должны использоваться разные процессы, процесс обозначается основным символом, как показано на рисунке 20.24, или, если необходимо, используются примечания для обозначения процессов, которые должны быть приняты.
- Нарисуйте от руки четыре типа головок заклепок, дав по крайней мере два вида в каждом случае, причем один из них является осевым.
- Нарисуйте вид в разрезе и вид сверху каждого из следующих типов заклепочных соединений:
- Зигзагообразное соединение внахлест с двойной заклепкой
- Соединение стыковое одинарное заклепочное одноклепочное
- Стыковое соединение цепного типа с двойной заклепкой и одинарной крышкой
- Соединение стыковое одинарное заклепочное с двойным покрытием
- Зигзагообразное стыковое соединение с двойной заклепкой и двойной крышкой
Возьмем толщину основной пластины равной 9 мм и покажем не менее трех заклепок в каждом ряду.
- Нарисуйте вид в разрезе и вид сверху каждого из следующих типов соединений:
- Соединение внахлест одноклепочное
- Соединение внахлестку цепное с двойными заклепками
- Зигзагообразный стык с двойной заклепкой и одинарной крышкой
- Стыковое соединение цепного типа с двойной заклепкой и двойной крышкой
Примите толщину основной пластины 9 мм.
- Нарисуйте в разрезе FV и TV трехклепанного зигзагообразного соединения внахлест для пластин толщиной 10 мм с диаметром заклепки 19 мм, шагом 57 мм и шагом между рядами 38 мм.Покажите не менее трех заклепок в каждом ряду.
- Покажите методы отображения расположения и размера следующих сварных швов с помощью их символов.
- Одинарный стыковой шов со скосом
- Одинарный V-образный стыковой шов
- Одинарный J стыковой сварной шов
- Двойной V-образный сварной шов
- Двойной J стыковой сварной шов
- Угловой шов по всему периметру
- Нарисуйте от руки эскизы, показывающие, как следующие сварочные операции обозначены на технических чертежах:
- Угловой шов с двух сторон
- A U стыковой сварной шов со стороны стрелки
- Угловой шов по всему периметру на площадке
- A V под сварку встык с другой стороны
- Приведите примеры следующих типов сварных швов:
- Квадратный приклад
- Приклад с двойным скосом
- Двойной приклад J
- Бортовой или кромочный сварной шов
- Точечная сварка
Нарисуйте также символ, который используется для обозначения каждого типа сварки, упомянутого в этом вопросе.
- Объекты, показанные на рисунках E.20.1 — E.20.4, должны быть изготовлены путем сварки различных деталей A, B, C и так далее в соответствующих положениях. Нарисуйте три вида каждого объекта и укажите соответствующие символы сварки.
E.20.1
E.20.2
E.20.3
E.20.4
типов заклепок — работа и их применение [с изображениями]
Существуют различные типы заклепок, которые выбираются для использования в зависимости от их свойств, конструкции и требований.Клепка — это процесс соединения двух частей, который включает правильный выбор для правильного соединения. Мы также обсудим клепку, ее применение и преимущества.
Что такое заклепка?
Заклепка — это механическая застежка , имеющая выступ на одном конце и цилиндрический стержень, называемый хвостовиком, на другом конце, который напоминает металлический штифт. Заклепки — это крепежные детали без резьбы, которые чаще всего изготавливаются из стали или алюминия. Перед установкой заклепки состоят из гладкого цилиндрического стержня с головкой на одном конце.Хвост — это противоположный конец головы.
При установке заклепка вставляется в пробитое или просверленное отверстие, а хвостовая часть привинчивается или изгибается так, чтобы она выступала примерно в 1,5 раза больше первоначального диаметра вала, фиксируя заклепку. Другими словами, толчки или вытягивание создают новую «голову», отламывая плоский материал «хвоста» на другом конце, в результате чего получается заклепка размером с гантель.
Значение заклепок / Определение
Это штифт или болт с металлической головкой, используемый для соединения двух или более деталей путем пропускания стержня через отверстие в каждой детали, а затем ударов или прижатия плоского конца для образования второй головки.
Чтобы различать два конца заклепки, оригинальные головки называются заводскими головками , а деформированный конец упоминается как цеховая головка или с откидным хвостовиком. Они состоят из предварительно изготовленной головки и стержня, которые вставляются в соединяемый материал, а также второй головки, которая позволяет заклепке действовать как застежка на свободном конце с помощью различных средств, известных как закрепка. Заклепки — это хорошо известная и широко применяемая механическая застежка.
Как работают заклепки?
Заклепка деформируется в результате ударов по хвостовику, в результате чего материал сплющивается и хвостовой элемент расширяется примерно в полтора раза по сравнению с первоначальным диаметром стержня.Когда закончите, хвост будет напоминать гантель, завершая клепаный сустав.
Заводская головка представляет собой предварительно отформованную головку на одном конце заклепки. После вставки образуется новая головка, известная как цеховая головка , . Заводская головка похожа на головку на одном конце болта, тогда как заводская головка похожа на гайку, которая образует временную головку на противоположном конце болта.
Хвостовик — это конец стержня заклепки, который формируется в головке магазина.Процесс превращения хвоста в голову известен как осадка или выгибание, и это приводит к деформации.
Это заставляет хвостовую часть расширяться, позволяя ей надежно удерживать заклепку на месте.
При установке заклепка просверливается, вставляется или пробивается в отверстие, а хвостовая часть деформируется, чтобы удерживать заклепку на месте.
Заклепочный пистолет используется для втягивания хвоста заклепки в корпус заклепки, заставляя его расширяться и захватывать соединяемые детали.При захвате хвост щелкает и постоянно удерживает заклепку на месте. В результате получается клепаное соединение.
Заклепка может использоваться для соединения внахлестку или стыка с использованием различных конфигураций заклепок, таких как одинарная, двойная и зигзагообразная форма.
Типы заклепок
Заклепки используются в качестве неразъемного крепления в механической промышленности. Это менее затратный и более эффективный способ соединения конструкций. Заклепки бывают разных форм и размеров в зависимости от требований.Различные типы заклепок
1. Заклепка глухая
Заклепки глухие, также известные как заклепки POP, обычно используются там, где нет доступа к задней (глухой стороне) соединения. Заклепки состоят из двух частей: корпуса заклепки, оболочки или шляпки и стержня или оправки. Шляпка и оправка предварительно собраны и готовы к использованию. Заклепки устанавливаются путем вытягивания оправки с помощью клепального инструмента, в результате чего корпус деформируется и зажимает соединение. Когда достигается сила зажима, оправка ломается и выбрасывается.Преимущество глухих заклепок состоит в том, что они не зависят от материала, что означает, что их можно использовать для соединения двух разных типов материалов одним и тем же способом.
Для использования глухой заклепки просверливается отверстие, и заклепка вставляется внутрь отверстия. Затем оправка прижимается инструментом к шляпке заклепки. Задняя часть оправки либо имеет выпуклость на конце, либо каким-то образом соединена со шляпкой, в результате чего края шляпы расширяются вниз по направлению к материалу. Когда это расширение достигает материала и создает давление, проектный дефект в оправке достигает максимальной допустимой силы и ломается.Оставляем правильно установленную заклепку.
Одним из наиболее значительных преимуществ заклепок является то, что заклепка не может быть чрезмерно или занижена. Если выбран правильный диаметр и диапазон захвата, заклепка всегда будет идеально устанавливаться.
Некоторые общие приложения: —
Эти типы заклепок можно использовать практически везде, если они правильно установлены. Большинство из них находится в жилых автофургонах, трейлерах, самолетах, машинах, джинсах, небольшой электронике, конструкционных балках, линкорах и подводных аппаратах.
2. Заклепки цельные
Другим типом заклепок являются заклепки Solid, которые являются одними из самых простых, самых надежных и старых типов застежек. Эти простые инструменты состоят из цельного вала с головкой на одном конце; После установки конец сплошной заклепки без головки деформируется с помощью молотка или заклепочного пистолета, чтобы удерживать ее на месте. Цельные заклепки являются наиболее часто используемыми типами заклепок и используются там, где надежность и безопасность имеют решающее значение.
Обнаружен в археологических находках бронзового века.Сплошные заклепки состоят только из стержня и головки, которые деформируются с помощью молотка или заклепочного пистолета. Эти заклепки доступны с круглой универсальной головкой или с потайной головкой 100 °.
Он состоит из цельного вала с головкой на одном конце, который деформируется с помощью молотка или заклепочного пистолета, чтобы его можно было установить, когда нет твердой заклепки. Согласно археологическим находкам, эти типы заклепок имеют долгую историю, восходящую к бронзовому веку.
Для чего используется
Цельные заклепки используются там, где важны надежность и безопасность.Сплошные заклепки обычно применяются в конструктивных деталях самолетов. Сотни тысяч прочных заклепок используются для сборки каркаса современного самолета.
3. Разъемные заклепки
Разъемные заклепки, также известные как раздвоенные заклепки, представляют собой тип самопробивающихся заклепок, которые обычно используются для соединения более мягких материалов, таких как текстиль, кожа, пластик или дерево. Как следует из названия, эти типы заклепок предварительно раскалываются по длине стержня, образуя две «ножки»; при установке ножки разрезной заклепки откидываются назад, чтобы скрепить соединенные материалы.
Разъемные заклепки обычно используются при производстве кожаных изделий, одежды, ткани или мягких ящиков для переноски, а также в других подобных областях.
Разъемные заклепки идеально подходят для прокалывания мягких материалов, таких как дерево, кожа и пластмассы. Это стандартные заклепки для «домашнего ремонта». Они видели или раскалывали тела острыми концами, чтобы проделывать собственные отверстия в коже, волокнах, пластике или мягких металлах. Они не используются в критических приложениях.
Структура напоминает пилу или разрезанный корпус с заостренными концами, которые просверливают отверстия в коже, пластиковом волокне или мягких металлах.Разъемные заклепки обычно не используются в критических приложениях.
4. Фрикционная заклепка
Другой тип заклепок — заклепка Friction Lock Rivet. Они похожи на разжимные болты, за исключением того, что вал защелкивается ниже поверхности, когда натяжение достаточно велико. Доступны потайные («заподлицо») или куполообразные глухие концы.
Заклепки с фрикционным замком Cherry были ранней формой глухих заклепок, которые широко использовались при строительстве и ремонте самолетов. Изначально фрикционные замки Cherry были доступны в двух вариантах: с полым хвостовиком и самозакрывающимся.
Проходной тип больше не используется, но самозаклепочная заклепка Cherry с фрикционным замком по-прежнему используется для ремонта легких самолетов.
Размер для размера, фрикционные заклепки не могут заменить заклепки со сплошным стержнем. При замене заклепки со сплошным стержнем на заклепку с фрикционным стопором, заклепка с фрикционным стопором должна быть по крайней мере на один размер больше в диаметре, потому что заклепка с фрикционным стопором теряет значительную прочность, если ее центральный стержень выпадает из-за вибрации или повреждения.
5. Самопроникающая заклепка
SPR (заклепка с самонарезанием) — это метод соединения двух или более материалов с помощью специальной заклепки.В отличие от заклепок других типов — сплошных, глухих и полутрубчатых, для самонарезных заклепок не требуется просверливание или пробивка отверстий.
SPRимеют полутрубчатую форму и имеют частичное отверстие на противоположном конце головки. Геометрия концов заклепок включает в себя выступ со скошенной кромкой, который помогает заклепке пробивать соединяемые материалы.
Гидравлический или электрический установщик заклепок с сервоприводом вдавливает заклепку в материал, а высадочный штамп создает полость для протекания смещенного нижнего листового материала.
Самонастраивающаяся заклепка полностью проникает в верхний листовой материал (материалы), но лишь частично проникает в нижний лист. Поскольку хвосты заклепок не проникают в нижний лист, соединение является водо- или газонепроницаемым.
Хвостовая часть заклепки расширяется и сцепляется с нижним листом под действием штампа для высадки, образуя низкопрофильную пуговицу.
6. Заклепка с резьбой
Заклепка с резьбовым стержнем имеет внутренний стержень с резьбой (шток) и внешнюю часть, плоско обработанную с двух сторон, чтобы инструмент мог захватывать и вращать ее.Головка обычно имеет шестиугольную форму, чтобы предотвратить вращение трубчатого тела во время затяжки и отлома оправки.
Резьбовые вставки и заклепочные гайки обеспечивают уникальную прочную постоянную резьбу через листовой материал и другие материалы, где установка возможна только с одной стороны. Резьбовые заклепки имеют внутренний стержень оправки с резьбой с обработанной плоской внешней стороной с двух сторон для удержания и вращения инструмента. Головка обычно имеет шестиугольную форму, чтобы трубчатый корпус не вращался при изгибе и поломке оправки.
Эти типы заклепок имеют внутренний стержень оправки с резьбой с обработанной плоской внешней стороной с двух сторон, позволяющей удерживать и вращать инструмент. Головка обычно имеет шестиугольную форму, чтобы предотвратить вращение трубчатого тела во время поворота и демонтажа оправки.
7. Приводная заклепка
Приводные заклепки — это разновидность глухих заклепок, которые имеют небольшой выступающий стержень из головки. После вставки приводных заклепок в отверстие оправку забивают молотком или другим инструментом, чтобы поддеть конец заклепки внутри отверстия.
Поскольку нет необходимости просверливать отверстия насквозь панели, он обычно используется для приклепки деревянных панелей на месте, что обеспечивает эстетичный внешний вид. Они также могут использоваться с пластмассами, металлами и другими материалами и не требуют специальных установочных инструментов, кроме молотка и, возможно, опорного блока, размещаемого за положением заклепки, пока она удерживается на месте.
Усилие зажима приводных заклепок меньше, чем у других заклепок. Приводные винты, которые также можно назвать приводными заклепками, обычно используются для закрепления паспортной таблички в глухом отверстии.
Обычно мы используем эти типы заклепок для деревянных панелей, потому что в случае деревянных панелей нет необходимости просверливать отверстие полностью. Это дает полностью эстетический опыт.
8. Полутрубчатая заклепка
Полутрубчатые заклепки похожи на сплошные заклепки, но имеют отверстие напротив головки на конце заклепки. При приложении силы к этому отверстию трубчатая часть заклепки (вокруг отверстия) выкатывается наружу. Эти типы заклепок требуют меньшего усилия для установки и сборки.
Сила, необходимая для применения полутрубчатой заклепки, составляет примерно одну четвертую (1/4) силы, требуемой для наложения сплошной заклепки. Трубчатые заклепки иногда предпочтительны для шарниров, потому что заклепка набухает только в хвостовой части. Полутрубчатые заклепки реализуются с использованием различных инструментов, от инструментов для создания прототипов до полностью автоматизированных систем. Распространенными инструментами для установки являются переносная трубка, ручной отжим, пневматический отжим, ударный пресс, ударный писатель и, наконец, робототехника с ПЛК.
Полутрубчатые заклепки требуют меньшего усилия для установки и сборки. Инструменты для установки — ручная, ручная соковыжималка, пневматическая соковыжималка, ударный пресс, ударный писатель и робототехника, управляемая с помощью ПЛК. Полутрубчатые заклепки обычно используются в тормозах, лестницах, крепежных материалах, воздуховодах и других подобных устройствах.
9. Заклепка заподлицо
Заклепки заподлицо обычно используются на внешних металлических поверхностях, где требуется чистый внешний вид и устранение ненужного аэродинамического сопротивления.Заклепка заподлицо использует потайное отверстие; они также известны как заклепки с потайной головкой . По аэродинамическим причинам, таким как уменьшение лобового сопротивления и турбулентность, на внешней стороне самолетов широко используются заклепки с потайной головкой или заподлицо. Для улучшения воздушного потока может быть проведена дополнительная обработка после установки.
Кроме того, в заклепках заподлицо используются заклепки с потайной головкой; таким образом, заклепки заподлицо также известны как заклепки с потайной головкой. Эти типы заклепок в основном используются снаружи самолетов в аэродинамических целях.
10. Оскар Ривет
Следующим в списке типов заклепок стоит Oscar Rivet. Заклепки Oscar по внешнему виду и применению напоминают потайные заклепки, но разделены полым валом. Когда оправка втягивается в заклепку, трещины заставляют вал закручиваться внутрь и наружу. Этот раструб обеспечивает большую опорную поверхность, что снижает вероятность износа заклепок. Эти конструкции идеально подходят для приложений с высокой вибрацией, где нет доступа к задней поверхности. В любом случае заклепки Oscar имеют слепой вид с разрезным и полым стержнем.
Когда оправку втягивают в заклепку, трещины заставляют вал изгибаться внутрь и наружу. Этот раструб обеспечивает большую опорную поверхность, снижая вероятность износа заклепок. Эти конструкции идеально подходят для приложений с высокой вибрацией, когда задние поверхности недоступны.
Теперь, когда мы изучили различные типы заклепок, давайте посмотрим на процесс клепки.
Что такое клепка?
Клепка — это процесс ковки, который можно использовать для соединения деталей вместе с использованием металлического компонента, известного как заклепка.Заклепка соединяет детали, проходя через смежные поверхности. Через детали проходит прямая металлическая деталь. Затем детали надежно соединяются, образуя оба конца над соединением.
Применения клепки
Заклепка широко используется в различных отраслях промышленности и поэтому имеет множество применений, которые зависят от типа используемых заклепок. Области применения клепки:
- Заклепочные соединения — это неразъемные соединения, которые в основном используются для крепления листов и профилированного проката.
- Алюминий используется в конструкциях самолетов.
- Применяется для изготовления тяжеловесных соединений при производстве кузовов автобусов и троллейбусов.
- Применяются для металлов, которые трудно сваривать.
- Применяются для фрикционных накладок из асбеста, а также для изготовления неоднородных материалов, таких как сталь.
- Используется, когда нам нужно уйти после термического воздействия, например, при сварке.
- Поскольку сварные соединения обладают плохой способностью гасить вибрации, по возможности вместо них используются заклепки.
- Они обычно используются в соединениях нахлеста, прилегания и двойного покрытия пластин.
- Это легкий, недорогой и чрезвычайно прочный.
- Они до сих пор используются при строительстве металлических мостов, подъемных кранов, котлов и резервуаров высокого давления. Однако другие совместные процессы могут быть более эффективными.
- Заклепки, вкратце, широко используются для соединения компонентов в самолетах, котлах, кораблях, ящиках и других корпусах.
- Метод относительно недорогой.Заклепка изготавливается по невысокой цене.
- Заклепка может использоваться для соединения черных и цветных металлов, таких как алюминий и медные сплавы.
- Заклепка может использоваться для соединения неметаллических материалов, таких как дерево, пластик, лист асбеста и т. Д.
- Одним из основных преимуществ заклепки является то, что ее можно использовать для соединения разнородных материалов. (соединение алюминиевых и медных листов)
- Способность выполнять соединение независимо от того, где оно находится (вертикальное, потолочное и т. д.)
- При сварке не образуются пары или газы, а производство является экологически безопасным и экологически безопасным. дружелюбный.
- Заклепочные соединения более надежны, чем другие методы, в тех случаях, когда соединение подвергается чрезмерной вибрации и ударным нагрузкам.
- Высокая прочность на сдвиг и усталость.
- Алюминиевые заклепки легче болтов и винтов. Они также обладают высокой устойчивостью к атмосферной и химической коррозии.
- Поскольку в процессе соединения не происходит плавления металла и неравномерного нагрева и охлаждения, тепловое воздействие на клепаные соединения минимально.В результате он практически не повреждает защитные покрытия материала.
- Проверка качества заклепочного соединения проще, чем проверка сварки.
- По сравнению со сварным швом, разборка заклепочного соединения вызывает меньше повреждений.
Недостатки клепки
- Заклепка требует больше времени, чем сварка. Требуются дополнительные операции, такие как разметка и сверление отверстий.
- Заклепочные соединения требуют больших затрат труда.
- Отверстия под заклепки в металлической пластине имеют высокую концентрацию напряжения.
- Отверстия могут ослабить рабочее сечение пластины. Чтобы компенсировать эту проблему, требуется дополнительная толщина. Эта дополнительная толщина пластины для клепки и перекрытия увеличивает расход металла.
- Из-за планок и заклепок тяжелее сварных соединений.
- Заклепочные соединения тяжелее сварных и паяных. На эстетический вид также влияет выступ заклепки.
- Обычно они не образуют плотного или герметичного соединения, если с заклепками не используются горячие заклепки или герметик.
- Из-за удара молотком процесс клепки более шумный, чем при сварке.
Отказ заклепочных соединений
- Разрушение из-за сдвига
- Разрушение плиты при растяжении
- Разрушение плиты при раздавливании
- Разрушение плиты при сдвиге в краевой области
- Разрыв плиты в краевой области
В этой статье мы говорили о заклепках, типах заклепок, клепке, это достоинства и недостатки.Если вам понравилась эта статья, поделитесь ею с друзьями.
Прочтите другие важные темы
Двигатель IC
Электрооборудование
Важные файлы PDF
Котлы
Морской экзамен Synergy
Морская арка
Вопросы для интервью
Разница между
Типы насосов
Типы клапанов
MEO Класс 4
Машины вспомогательные
Дом
Типы, отказы заклепочного соединения, термины, используемые при клепке
Головка заклепки подразделяется на 3 большие категории:
Для общего назначения диаметром менее 12 мм
Для общего назначения диаметром 12-48 мм
Для работы котла диаметром 12-48 мм
Заклепки с качающейся головкой обычно используются для строительных работ и машинной клепки.Потайные головки используются в судостроении, где требуется промывочная поверхность. Коническая или коническая головка в основном используется в случае ручной работы молотком. Головки противня имеют максимальную прочность, но их сложно придать форму.
Также читайте: Что такое штангенциркуль? Принцип работы нониусной шкалы
ТИП ЗАКЛЕПКИ —Заклепочное соединение подразделяется на 2 типа в зависимости от способа соединения пластин.
- Соединение внахлест : Соединение внахлест — это соединение, при котором одна пластина перекрывает другую, а затем две пластины склеиваются вместе.
- Стыковое соединение: Стыковое соединение — это такое соединение, при котором основные пластины удерживаются выровненными друг с другом, а закрывающая пластина (называемая лентой) размещается либо на одной, либо на обеих сторонах основных пластин. Затем крышка приклепывается вместе с основными пластинами.
Стыковое соединение дополнительно пикируют 2-х типов:
- Стыковое соединение одинарное ленточное
- Стыковое соединение двойной планки
В стыковом стыке с одной лентой края основных пластин прилегают друг к другу, и только одна закрывающая пластина размещается с одной стороны основных пластин и затем скрепляется вместе.
В стыковом соединении с двойной лентой края основных пластин прилегают друг к другу, а две заглушки размещаются с обеих сторон основных пластин и затем скрепляются друг с другом.
В дополнение к вышесказанному, в зависимости от количества рядов заклепок они классифицируются как одинарные заклепочные соединения, двойные заклепки, тройные, четверные и цепные заклепочные соединения.
ТЕРМИНЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ КЛЕПНЫХ СОЕДИНЕНИЙ — .