П-профиль металлический | ГК Фасадные решения
П-образный профиль металлический из оцинкованной стали для фасадных систем — это основная вертикальная направляющая конструкции.
Изготавливается из высококачественной стали оцинкованный и окрашивается полимерно-порошковым покрытием.
Мы изготавливаем профили и все элементы для фасадных систем из оцинкованной и нержавеющей стали различных марок.
Профили нашего производства соответствуют всем техническим нормам и стандартам, разрешены для использования в строительстве. Они имеют все необходимые разрешительные документы и сертификаты.
В конструкции навесного вентилируемого фасада П-образный профиль (Шляпный, так его еще называют) является основной направляющей при использовании горизонтально-вертикальной системы. Используется при облицовке фасада фиброцементными и хризотилцементными панелями, керамогранитом, металлокассетами, профлистом, сайдингом и многими другими материалами.
Узлы крепления и подробную технологию монтажа фасадного П-профиля можно посмотреть в альбоме технических решений облицовки зданий.
Заказать П-профиль у производителя — это экономичное и выгодное решение.
Вес П-образного профиля некоторых размеров
| Наименование | Вес, кг/погонный метр |
| Профиль «П»-образный 1,2 20*22*65 | 1,25 |
| Профиль «П»-образный 1,2 20*22*80 | 1,3 |
| Профиль «П»-образный 1,2 20*22*100 | 1,51 |
Размеры П-образного профиля
Стандартные размеры П-профиля: 50х22х20 мм, 65х22х20 мм, 80х22х20 мм, 100х22х20 мм
Толщина металла — 1,2 мм. — это допустимая толщина для облицовки фасадов. Для другого использования профиля возможно применение толщины металла от 0,9 мм. до 1,1 мм. и другие толщины.
Стандартная длина профилей — 3 метра, также мы изготавливаем любую длину по размерам заказчиков — до 6 метров, по индивидуальному заказу.
Такой профиль применяется в фасадных системах для облицовки зданий керамогранитом, фиброцементными плитами, асбестоцементными (хризотилцементными) листами, кассетами из композитного алюминия, металлическими кассетами, профлистом и многими другими фасадными материалами.
Профиль П-образный выполнен из проката стального тонколистового холоднокатаного горячеоцинкованного цинкового покрытия с дополнительным полиэфирным покрытием. Также может выполняться из коррозионностойкой стали.
Монтаж вертикального металлического профиля:- При вертикально-горизонтальной схеме крепится к горизонтальным профилям с помощью вытяжных заклепок или саморезов.
- При вертикальной облегченной схеме крепится при помощи вытяжных заклепок или саморезов непосредственно к кронштейну.
- При схеме крепления в межэтажное перекрытие крепится при помощи вытяжных заклепок или саморезов в полку насадки кронштейна.

Устанавливается металлический профиль с шагом ширины плиты облицовки, что позволяет разместить вертикальный шов между панелями по центру вертикального профиля.
Все профили для фасадных систем, металлические кронштейны, кляммеры, направляющие, планки, декоративные элементы из оцинкованной стали и огрунтованные (окрашенные) всегда в наличии на нашем складе в большом количестве.
У нас Вы всегда можете купить любое количество или заказать по специальной цене нужные фасадные элементы. Подробнее узнать информацию по наличию и срокам отгрузки, а также цены на отдельные позиции или запросить полный прайс-лист Вы можете у наших менеджеров по телефонам: +7(495)989-18-04-многоканальный, 8(800)775-03-60.
Цены на фасадные элементы->>
Чертеж П-образного профиляДругие элементы фасадных систем♦ Кронштейны
♦ Профиль «Т»- образный
♦ Профиль «Z»- образный
♦ Профиль «Г»- образный
♦ Кляммеры для керамогранита
♦ Декоративные планки для фасадных панелей
♦ Паронитовая прокладка
♦ Крепеж для фасадных систем
П-образный профиль металлический
Для расчета стоимости заказа сообщите нам необходимые размеры и материал изделия. Расчет производится бесплатно за 15 минут.
info@metallo-plast.ru
+7 (495) 134-29-54
Возможная длина профиля — от 30 до 3000 мм.
Возможная толщина профиля — от 0,5 до 8 мм.
Возможные материалы для изготовления — сталь 3, холоднокатаная сталь, оцинкованная сталь, нержавеющая сталь, алюминий, медь, латунь.
Благодаря современным станкам с ЧПУ, точность изготовления +-1 мм.
Способы оплаты — безналичный расчет, наличный расчет, перевод на карту. Возможность работы с НДС и без НДС. При больших объемах — скидки.
Запуск в производство по платежке. Возможно срочное изготовление.
Чертеж изделия на согласование — бесплатно.
При объеме от 1000 п.м. — пробный образец бесплатно
Мы закупим металл, привезем его на наше производство, изготовим изделия в кратчайшие сроки в соответствии с ГОСТ и чертежами и отгрузим Вам готовую продукцию.
Вы можете получить заказ самовывозом, либо мы организуем доставку по нужному адресу.
Для Вашего удобства — персональный менеджер, внимательный к Вашим пожеланиям, мы на связи с 8-00 до 22-00.
Ждем Вас в гости на нашем производстве! Чай, кофе и наглядная демонстрация процесса! Примеры работ
К нам возвращаются снова! Отзывы
Остались вопросы? Вы можете задать их, отправив заявку по электронной почте
info@metallo-plast.
Также Вы можете оставить контакты, и наши менеджеры свяжутся в Вами для обсуждения деталей заказа.
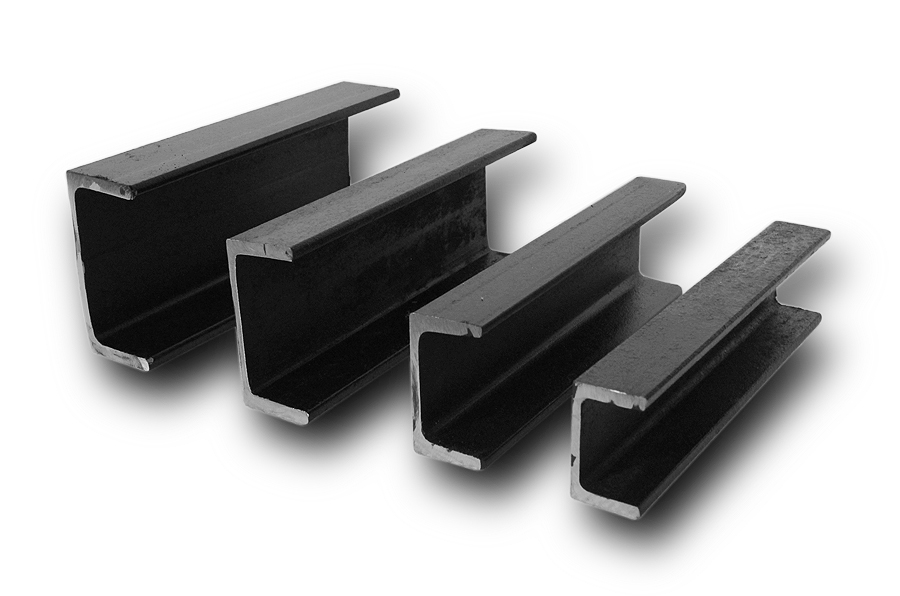
П-образный профиль представляет собой металлопрокат в виде буквы «П» различной толщины, изготавливаемый путем рубки листового металла и последующей гибки заготовок на специализированном высокотехнологичном гибочном оборудовании.
В строительстве подобные изделия используют достаточно часто, поскольку они обеспечивают около 20% экономии металла. Кроме того, снижается вес будущих сооружений, а их надежность и прочность останется такой же высокой, т.к. П-образная форма усиливает жесткость конструкции на изгиб за счет боковых стенок, которые выступают в качестве ребер пространственной жесткости.
По технологии производства П-образный профиль может быть гнутым и горячекатаным. Внешне гнутые профили отличаются от горячекатаных скруглением своих внешних углов.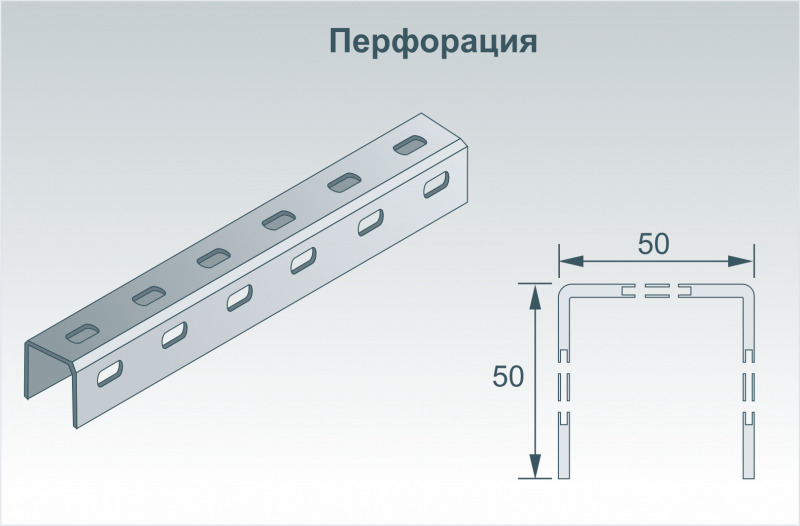
Так же профили разделяют на равнополочные и неравнополочные. Первый тип обладает полками равной длины, у второго полки по длине отличаются.
П-образный профиль широко используется в строительстве, ремонте, машиностроении. Основные области, где используют гнутые профили, – это каркасы для облицовки наружных и внутренних поверхностей стен, для создания разнообразных перекрытий, кровельных прогонов внутренних перегородок, полок или складских конструкций, направляющих, для оперативного и наиболее точного формирования стыковочных узлов в подвесных, электромонтажных, сборных конструкциях. Также их применяют как декоративный элемент, под которым могут проходить коммуникации.
Мы можем изготовить широкий сортамент стальных гнутых профилей по индивидуальным размерам под каждый отдельный проект из стали марок ст3 и ст09Г2С, нержавеющей или оцинкованной стали.
Наличие собственных производственных мощностей дает нам возможность производства уголков и различных профилей с меньшей толщиной стенок, что уменьшает вес и удешевляет конструкцию, а также возможность гибкой настройки оборудования и оперативного производства малых партий по размерам заказчика.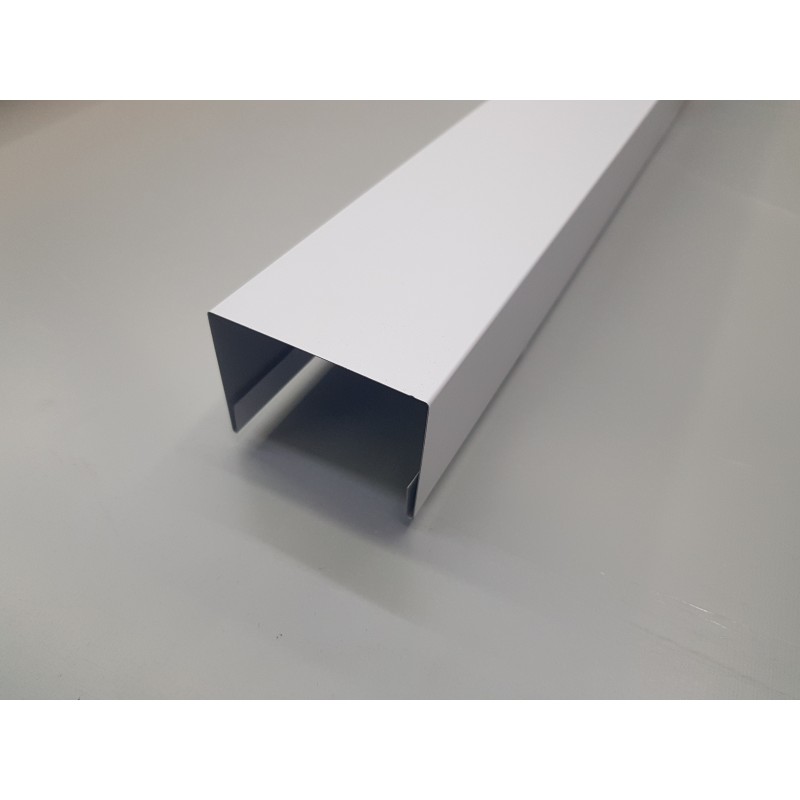
Длина от 0,2 м — до 3 м, толщина металла — 0,5 до 8 мм.
Возможно изготовление из материала заказчика.
Стоимость изготовления рассчитывается индивидуально в зависимости от вида и толщины материала, размеров, необходимого тиража.
Купить П-образный профиль Вы можете, отправив заявку по электронной почте
info@metallo-plast.ru или позвонив по телефону +7 (495) 134-29-54.
Также Вы можете оставить контакты, и наши менеджеры свяжутся в Вами для обсуждения деталей заказа.
Преимущества работы с нами:
— конкурентоспособная цена на предоставляемые услуги
— соблюдение сроков поставки
— может использоваться как собственный материал, так и материал Заказчика
— организация доставки готовой продукции по Москве и Московской области, а так же в любой регион России.
— высокая квалификация персонала
— индивидуальный подход к каждому Заказчику
П-образный металлический профиль
В современном строительстве, а также в отделочных работах наиболее распространенным является П-образный металлический профиль. Область его использования весьма широка – он может применяться для сборки самых разнообразных подсистем в вентилируемых фасадах, для строительства других конструкций из гипсокартона и прочих материалов. В нашей компании вы можете заказать это изделие в любом объеме, выполненное как из стали, так и из алюминия.
Область его использования весьма широка – он может применяться для сборки самых разнообразных подсистем в вентилируемых фасадах, для строительства других конструкций из гипсокартона и прочих материалов. В нашей компании вы можете заказать это изделие в любом объеме, выполненное как из стали, так и из алюминия.
Особенности изготовления П-образного профиля
По способу производства сегодня различают четыре основных вида П-образного профиля:
- • сварной. Изготавливается посредством сварки металлических заготовок. Его преимуществами является небольшой вес, наличие максимального запаса прочности, возможность длительного использования;
- • гнутый профиль. Производится на специальных профилегибочных станках, отличается от других видов равномерным распределением материала по сечению и длине, что улучшает его технические характеристики;
- • горячекатанное изделие. Производство осуществляется посредством специальных прокатных станов после нагрева металлической заготовки до высокой температуры. Преимуществом продукции, выполненной таким образом, является высокая пластичность и устойчивость к большим нагрузкам;
- • штампованный профиль. Его эксплуатационные свойства зависят исключительно от качества применяемых материалов.
 Преимуществом продукции, выполненной таким образом, является высокая пластичность и устойчивость к большим нагрузкам;
Преимуществом продукции, выполненной таким образом, является высокая пластичность и устойчивость к большим нагрузкам;Как известно, любые марки стали, применяемые в изготовлении профильной продукции, подвержены коррозийным процессам. Чтобы избежать появления ржавчины, защитить металлический П-образный профиль от атмосферных воздействий и агрессивных сред, в условиях повышенной влажности, используется специальное антикоррозийное покрытие. Это может быть слой цинка, нанесенный горячим, термодиффузным или гальваническим способом, порошковая краска или современные полимерные материалы.
Эстетические свойства металлического П-образного профиля
Как мы уже упоминали выше, изделие часто используется для монтажа систем вентилируемых фасадов. Это накладывает на него весьма важные требования не только по прочности и долговечности, но и по внешнему виду. Добиться соответствия этим требованиям можно с помощью современных материалов. К примеру, порошковые красители, часто применяемые для таких целей, позволяют придать изделию любой необходимый вам цвет. Такими же возможностями обладают и разнообразные полимерные покрытия, такие, как полиэстер, пурал и прочие.
К примеру, порошковые красители, часто применяемые для таких целей, позволяют придать изделию любой необходимый вам цвет. Такими же возможностями обладают и разнообразные полимерные покрытия, такие, как полиэстер, пурал и прочие.
В нашей компании вы можете приобрести любую современную профильную продукцию. Мы предлагаем вам П-, и Т-образные металлические профили, используемые не только для отделки фасадов, но и для строительства самых разнообразных конструкций из гипсокартона, вагонки, стеновых панелей из пластика и прочих материалов. Применение нашего профиля позволит вам создавать качественные и надежные перегородки, подвесные потолки, прогоны для кровли, декоративные элементы интерьера и ландшафта.
Мы реализуем как стальной, так и алюминиевый профиль различного сечения и размеров, даем рекомендации по его выбору, осуществляем расчет количества продукции, требуемого для определенных целей. Стоимость продукции от нашей компании зависит от таких факторов, как материал, применяемый в производстве, способ изготовления изделия, а также наличие и разновидность защитного покрытия.
П-образный профиль металлический и другие виды профиля
Показать: 15255075100
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Модель (А- Я)Модель (Я — А)
120 р.
150 р.
ПП28*27*3 — 125 р./шт
125 р.
ПП60*27*3 — 165 р. /шт
/шт
165 р.
30 р.
35 р.
100 р.
30 р.
35 р.
Металлический профиль используют во время монтажа конструкций из гипсокартона и других материалов. Внешне он представляет собой полое изделие, имеющее поперечное сечение в виде прямоугольника и квадрата (самый популярный П-образный профиль металлический), а также овала или многоугольника.
Внешне он представляет собой полое изделие, имеющее поперечное сечение в виде прямоугольника и квадрата (самый популярный П-образный профиль металлический), а также овала или многоугольника.
Производят профиль из стали и сплавов алюминия с помощью горячей или холодной деформации листа. В нашем интернет-магазине вы можете найти разнообразные виды подобных изделий, в том числе фасадные уголки из алюминия.
Преимущества использования профиляПрименение профиля очень широко и зависит от разновидности изделия. Простой П-образный профиль металлический используют в отделке интерьера и производстве мебели, а профильную трубу применяют для возведения павильонов, рекламных щитов и различных опор.
Преимуществами металлического профиля можно назвать:
- небольшой вес;
- пластичность;
- прочность;
- надежность;
- пожаробезопасность;
- стойкость к коррозии;
- доступную цену;
- простоту использования;
- разнообразие размеров и т. д.
 д.
д.Наиболее популярной разновидностью является П-образный профиль металлический, который чаще всего используют для монтажа гипсокартона. Таким образом делают перегородки, подвесные потолки, обшивку стен и другие конструкции. Изделие необходимо для того, чтобы создать каркас, на который затем будет крепиться гипсокартон.
Можно выделить такие виды металлического профиля:
- ПС – стоечный. Полоса в виде швеллера, согнутая из жести.
- ПГ – гнутый. Необходим для изготовления арок. Может быть вогнутым и выпуклым.
- ПН – направляющий. Горизонтальная направляющая для потолочного П-образного профиля металлического.
- ПУ – угловой. Служит для защиты углов конструкций из гипсокартона от повреждений.
- ПП – потолочный. Самый популярный вид профиля, который применяют во время обшивки стен, изготовления каркаса для потолка. Чтобы монтаж был легче, лучше покупать ПП в паре с соединителями. Крепление к основе происходит при помощи подвесов.
 Чтобы монтаж был легче, лучше покупать ПП в паре с соединителями. Крепление к основе происходит при помощи подвесов.
Чтобы монтаж был легче, лучше покупать ПП в паре с соединителями. Крепление к основе происходит при помощи подвесов.В интернет-магазине «Ваш Зеленый Дом» большой выбор металлического профиля разных размеров и разновидностей. У нас вы можете подобрать все составляющие для монтажа крепкой и долговечной конструкции. В ассортименте есть и гипсокартон, а также много другого строительного материала.
Наша компания предлагает выгодные условия, в том числе возможность заказать товар с доставкой по Московской области. Строительные работы будут экономными и успешными, если вы доверите поставку строительного материала нам. Выбирайте крепкие и надежные профили по низкой цене!
П образный профиль производство по эскизам и в наличии
П-образный профиль – металлический профиль, который представляет собой гнутую по форме буквы «П» (или латинской «U») пластину оцинкованной стали. Как правило, П-образный стальной профиль получают методом холодной деформации – вальцеванием.
Как правило, П-образный стальной профиль получают методом холодной деформации – вальцеванием.
Компания «Астекхоум» изготавливает П-профиль из качественной оцинкованной стали С 350 отечественного производства. Характеристики стали: 1 класс, слой цинкового покрытия 275 г/м², толщина от 0,7 до 4,0 мм. Для улучшения коррозийной стойкости и придания декоративных свойств П-образный профиль оцинкованный может быть окрашен полимерно-порошковым покрытием любого цвета из таблицы RAL.
Сферы применения
П-образный профиль часто называют фасадным, поскольку он получил широкое распространение в монтаже вентилируемых фасадов. Являясь основным элементом горизонтально-вертикальных (двухконтурных) подсистем, П-профиль используется как вертикальная направляющая для крепления фасадных облицовочных материалов. Геометрия профиля делает его очень прочным, поэтому профиль используется как прогонный и несущий элемент конструкции, позволяющий реализовывать сложные проекты и создавать любые строительные конструкции.
П-образный стальной профиль применяется также для:
- строительства лёгких каркасных зданий (в частности, по технологии ЛСТК)
- возведения колонн и балок
- монтажа натяжных и подвесных потолков
- интерьерных работ (например, при возведении элементов из гипсокартона)
- изготовления ограждающих конструкций
Кроме строительства, П-профиль широко используется в машино- и станкостроении.
Сегодня П-образный профиль стальной оцинкованный рассматривается как альтернатива сортовому прокату (в частности, классическому швеллеру). Сочетая в себе значительную несущую способность и лёгкость, холодногнутый П-образный профиль даёт возможность минимизировать как общий вес конструкции, так и нагрузку на неё при сохранении показателей надёжности и высокого качества строительства.
Типоразмеры П-образного профиля
В зависимости от модификации П-образный стальной профиль бывает равнополочным и нетиповым.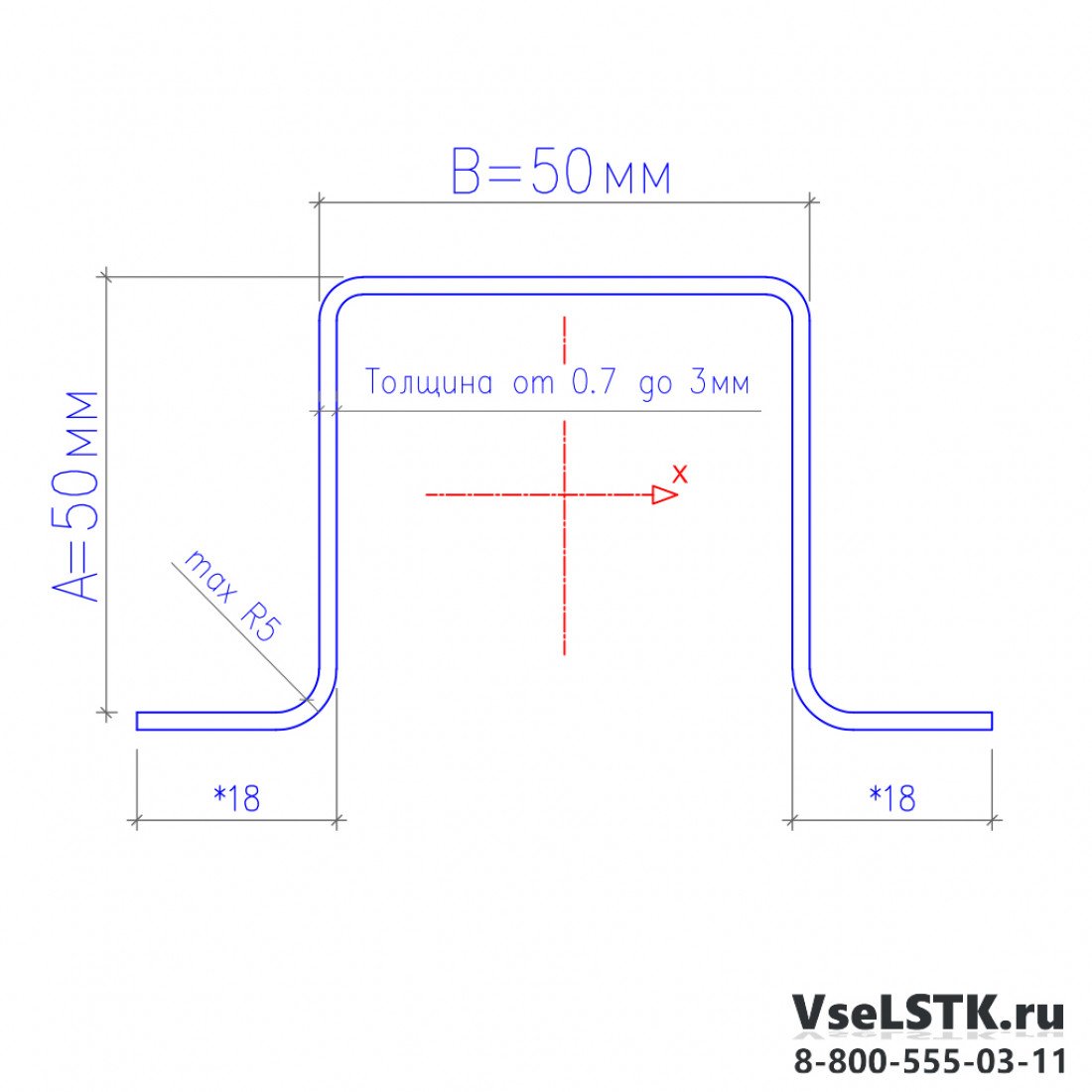 Компания «Астекхоум» осуществляет производство П-профилей неограниченным тиражом, в том числе нетиповых и нестандартных изделий, изготавливаемых по чертежам заказчика. В постоянном наличии на складе представлен П-образный профиль следующих типоразмеров:
Компания «Астекхоум» осуществляет производство П-профилей неограниченным тиражом, в том числе нетиповых и нестандартных изделий, изготавливаемых по чертежам заказчика. В постоянном наличии на складе представлен П-образный профиль следующих типоразмеров:
|
Наименование |
Размер H, мм |
Размер B, мм |
|
100*35*2.0 |
100 |
35 |
|
100*40*2,5 |
100 |
40 |
|
100*40*3 |
100 |
40 |
|
100*40*2. |
100 |
40 |
|
100*50*3 |
100 |
50 |
|
100*50*2.0 |
100 |
50 |
|
100*50*5 |
100 |
50 |
|
100*50*6 |
100 |
50 |
|
100*50*2.0 |
100 |
50 |
|
100*60*3 |
100 |
60 |
|
100*60*4 |
100 |
60 |
|
100*80*3 |
100 |
80 |
|
100*80*4 |
100 |
80 |
|
100*80*2. |
100 |
80 |
|
100*100*3 |
100 |
100 |
|
100*100*2.0 |
100 |
100 |
|
100*120*2.0 |
100 |
120 |
|
100*160*4 |
100 |
160 |
|
104*20*2 |
104 |
20 |
|
106*50*4 |
106 |
50 |
|
106*63*3 |
106 |
63 |
|
108*70*2. |
108 |
70 |
|
110*26*2,5 |
110 |
26 |
|
110*50*4 |
110 |
50 |
|
110*50*4 |
110 |
50 |
|
110*50*2.0 |
110 |
50 |
|
110*60*2.0 |
110 |
60 |
|
110*100*2. |
110 |
100 |
|
120*25*2.0 |
120 |
25 |
|
120*30*3 |
120 |
30 |
|
120*50*3 |
120 |
50 |
|
120*50*4 |
120 |
54 |
|
120*50*2.0 |
120 |
50 |
|
120*60*2. |
120 |
60 |
|
120*70*5 |
120 |
70 |
|
120*75*4 |
120 |
75 |
|
120*80*4 |
120 |
80 |
|
120*80*2.0 |
120 |
80 |
|
120*90*2.0 |
120 |
90 |
|
120*105*2. |
120 |
105 |
|
125*50*4 |
125 |
50 |
|
130*50*4 |
130 |
50 |
|
130*60*2.0 |
130 |
60 |
|
130*60*2.0 |
130 |
60 |
|
130*135*2.0 |
130 |
135 |
|
136*60*2. |
136 |
60 |
|
140*30*3 |
140 |
30 |
|
140*40*2,5 |
140 |
40 |
|
140*40*3 |
140 |
40 |
|
140*50*2.0 |
140 |
50 |
|
140*60*3 |
140 |
60 |
|
140*60*2. |
140 |
60 |
|
140*60*2.0 |
140 |
60 |
|
140*60*2.0 |
140 |
60 |
|
140*70*2.0 |
140 |
70 |
|
140*70*2.0 |
140 |
70 |
|
140*80*2.0 |
140 |
80 |
|
140*80*2. |
140 |
80 |
|
145*65*3 |
145 |
65 |
|
145*75*2.0 |
145 |
75 |
|
148*25*2.0 |
148 |
25 |
|
150*40*2 |
150 |
40 |
|
150*50*2 |
150 |
50 |
|
150*50*3 |
150 |
50 |
|
150*70*3 |
150 |
70 |
|
150*150*2. |
150 |
150 |
|
160*40*2 |
160 |
40 |
|
160*40*3 |
160 |
40 |
|
160*40*2.0 |
160 |
40 |
|
160*50*2.0 |
160 |
50 |
|
160*50*2.0 |
160 |
50 |
|
160*50*2. |
160 |
50 |
|
160*50*2.0 |
160 |
50 |
|
160*60*2.0 |
160 |
60 |
|
160*60*2.0 |
160 |
60 |
|
160*60*2.0 |
160 |
60 |
|
160*60*2.0 |
160 |
60 |
|
160*60*2. |
160 |
60 |
|
160*70*3.0 |
160 |
70 |
|
160*75*3.0 |
160 |
75 |
|
160*80*3.0 |
160 |
80 |
|
160*80*3.0 |
160 |
80 |
|
160*80*3.0 |
160 |
80 |
|
160*80*3. |
160 |
80 |
|
160*80*3.0 |
160 |
80 |
|
160*100*3.0 |
160 |
100 |
|
160*120*3.0 |
160 |
120 |
|
160*120*3.0 |
160 |
120 |
|
160*160*3.0 |
160 |
160 |
|
170*60*3. |
170 |
60 |
|
170*70*3.0 |
170 |
70 |
|
170*70*3.0 |
170 |
70 |
|
180*40*3 |
180 |
40 |
|
180*40*3.0 |
180 |
40 |
|
180*50*3.0 |
180 |
50 |
|
180*60*3. |
180 |
60 |
|
180*70*3.5 |
180 |
70 |
|
180*70*3.5 |
180 |
70 |
|
180*70*3.5 |
180 |
70 |
|
180*80*3.5 |
180 |
80 |
|
180*80*3.5 |
180 |
80 |
|
180*80*3. |
180 |
80 |
|
180*80*3.5 |
180 |
80 |
|
185*100*3 |
185 |
100 |
|
180*100*3.5 |
180 |
100 |
|
180*100*3.5 |
180 |
100 |
|
180*100*3.5 |
180 |
100 |
|
180*130*3. |
180 |
130 |
|
190*50*3.5 |
190 |
50 |
|
200*50*3 |
200 |
50 |
|
200*50*3.5 |
200 |
50 |
|
200*60*3.5 |
200 |
60 |
|
200*80*3.5 |
200 |
80 |
|
200*80*3. |
200 |
80 |
|
200*80*3.5 |
200 |
80 |
|
200*100*3 |
200 |
100 |
|
200*100*3.5 |
200 |
100 |
|
200*100*3.5 |
200 |
100 |
|
200*160*3.5 |
200 |
160 |
|
200*180*3. |
200 |
180 |
|
205*38*2,5 |
205 |
38 |
|
206*75*3.5 |
206 |
75 |
|
210*50*3.5 |
210 |
50 |
|
210*57*3.5 |
210 |
57 |
|
220*70*3.5 |
220 |
70 |
|
220*60*3. |
220 |
60 |
|
220*40*3.5 |
220 |
40 |
|
220*80*3.5 |
220 |
80 |
|
240*50*3.5 |
240 |
50 |
|
250*25*3 |
250 |
25 |
|
250*35*3 |
250 |
35 |
|
250*60*3. |
250 |
60 |
|
250*60*3.5 |
250 |
60 |
|
250*60*3.5 |
250 |
60 |
|
250*60*3.5 |
250 |
60 |
|
250*90*3.5 |
250 |
90 |
|
250*100*3.5 |
250 |
100 |
|
270*100*3. |
270 |
100 |
|
250*125*3.5 |
250 |
125 |
|
250*150*3.5 |
250 |
150 |
|
260*50*3.5 |
260 |
50 |
|
270*100*3.5 |
270 |
100 |
|
270*100*3.5 |
270 |
100 |
|
280*60*3. |
280 |
60 |
|
280*100*3.5 |
280 |
100 |
|
280*140*3.5 |
280 |
140 |
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
 5
5
 5
5
 5
5
 5
5
 5
5
 5
5
 5
5
 5
5
Преимущества П-образного профиля от «Астекхоум»
П-образный профиль от «Астекхоум»:
- гарантированно качественный (на профиль производства ООО «Астекхоум» распространяется гарантия 5 лет)
- прослужит более 100 лет (при соблюдении технологии монтажа и дальнейших условий эксплуатации)
- устойчив к воздействию влаги и внешних факторов, биологически и химически инертен
- поставляется разрезанным по размерам заказчика, легко монтируется
- выглядит аккуратно и эстетично
- доступен по цене
Высокое качество предлагаемого нами П-образного стального профиля обеспечивается за счёт 2-х основных факторов:
- качество используемой стали
- профессионализм, накопленный за 10 лет работы.

Являясь производителем конструкций ЛСТК и П-образного профиля в частности, компания «Астекхоум» предлагает не только профиль, но и в комплексе оказывает услуги монтажа, если они требуются клиенту. Мы предлагаем П-образный профиль оцинкованный собственного производства, гарантируя высокое качество продукции и оперативное выполнение заказов любого объема (средний срок 5-7 дней). В стремлении обеспечить выгодные условия сотрудничества, мы разработали гибкую ценовую политику, реализуя металлические профили по низким ценам.
ЖК Лесной ручей. Этап строительства. Часть 5
ЖК Лесной ручей. Этап строительства. Часть 1
ЛСТК здания и производство Астекхоум
П-профиль фасадный 20х22х100, шляпный, оцинкованный
П-профиль фасадный вертикальный 20х22х100 мм., металлический от производителя, низкая цена
П — образный профиль — это основная вертикальная направляющая. Применяется в горизонтально-вертикальных фасадных системах для облицовки фасада керамическим гранитом, фиброцементными плитами, асбестоцементными листами, кассетами из композитного алюминия, металлическими кассетами, профлистом и многими другими фасадными материалами.
Мы изготавливаем профиль вертикальный П-образный из высококачественного металла и все элементы для фасадных систем из оцинкованной и нержавеющей стали различных марок. Профили соответствуют всем техническим нормам и стандартам, разрешены для использования в строительстве. Имеют все необходимые разрешительные документы и сертификаты.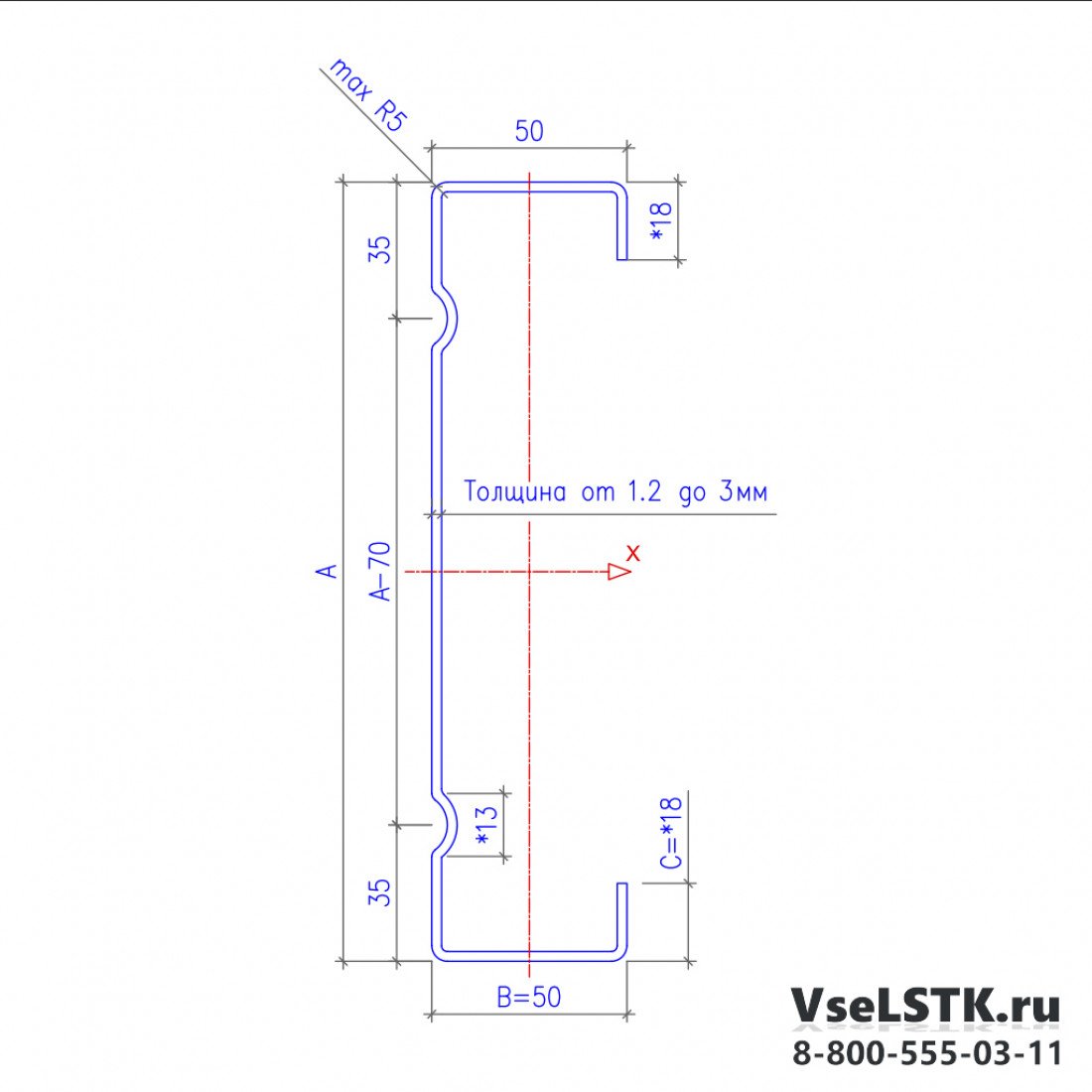
В конструкции навесного вентилируемого фасада П-образный профиль является основной вертикальной направляющей при использовании горизонтально-вертикальной системы.
Описание и размеры П-образного профиля
Размеры шляпного вертикального фасадного профиля:
50х22х20 мм,
65х22х20 мм,
80х22х20 мм,
100х22х20 мм
Толщина металла — 1,2 мм
Стандартная длина профилей — 3 метра, также изготавливаем длину по размерам заказчиков — до 6 метров.
Применение фасадного П-профиля
Вертикальный металлический шляпный профиль применяется в фасадных системах для облицовки зданий фиброцементными плитами, керамогранитом, асбестоцементными листами, кассетами из композитного алюминия, металлическими кассетами, профлистом и многими другими фасадными материалами.
Профиль П-образный выполнен из проката стального тонколистового холоднокатаного горячеоцинкованного цинкового покрытия с дополнительным полиэфирным покрытием. Также может выполняться из коррозионностойкой стали.
• При вертикально-горизонтальной схеме крепится к горизонтальным профилям с помощью вытяжных заклепок или саморезов.
• При вертикальной облегченной схеме крепится при помощи вытяжных заклепок или саморезов непосредственно к кронштейну.
• При схеме крепления в межэтажное перекрытие крепится при помощи вытяжных заклепок или саморезов в полку насадки кронштейна. При этом за счет варьирования длины насадки и перемещения насадки по консоли кронштейна возможна компенсация неровностей ограждающих конструкций.
Устанавливается металлический профиль с шагом ширины плиты облицовки, что позволяет разместить вертикальный шов между панелями по центру вертикального профиля.

Монтаж вертикальных П-образных профилей.
При монтаже вертикальных профилей выполняется разметка шагов по вертикали. Вертикальный П-образный профиль (основной) монтируется на горизонтальную обрешетку строго вертикально и параллельными рядами. Крепится направляющая при помощи шурупов по металлу (размером 5,5*19 со сверлом) или вытяжных заклепок из коррозиестойкой стали. Допустимые отклонения от плоскости по вертикальной оси могут быть не более 2 мм. на расстоянии трех метров или одного этажа здания.
В торцах, на стыке вертикальных направляющих обязательно нужно выдерживать зазор (приблизительно 10 мм), так как при перепадах температур происходит тепловое расширение металлических профилей. Соответственно размер зазора рассчитывается при проведении проектных работ, и его величина может меняться.
Все профили для фасадных систем, металлические кронштейны, кляммеры, направляющие, планки, декоративные элементы из оцинкованной стали и огрунтованные (окрашенные) всегда в наличии на нашем складе в большом количестве.

У нас Вы всегда можете купить любое количество или заказать по специальной цене нужные фасадные элементы. Подробнее узнать информацию по наличию и срокам отгрузки, а также цены на отдельные позиции Вы можете у наших менеджеров по телефонам: +7(495)989-18-04-многоканальный, 8(800)775-03-60 — по России звонок бесплатный.
Профиль фасадный П-образный 20*22*100 мм — металлический, оцинкованный элемент, всегда в наличии, низкая цена от производителя.
Наши материалы — фасадные профили и системы, а также фиброцементные фасадные панели смонтированы во многих городах по всей России: г. Москва, г. Можайск, г. Одинцово, г. Реутов, г. Мытищи, г. Химки, г. Красногорск, г. Балашиха, г. Руза, г. Зеленоград, г. Обнинск, г. Смоленск, г. Коломна, г. Павлово-Посад, г. Чехов, г. Железнодорожный, г. Люберцы, г. Серпухов, г. г. Пенза, г. Подольск, г. Волоколамск, г. Долгопрудный, г. Махачкала, г. Грозный, г. Гусь-Хрустальный, г. Казань, г. Иваново, г. Ростов-на-Дону, г. Нижний Новгород, г. Норильск, г. Волгоград, г. Бийск, г. Ухта, г. Липецк, г. Санкт-Петербург, г. Норильск, г. Екатеринбург, г. Саранск, г. Северодвинск, г. Архангельск, г. Самара, г. Ставрополь, г. Мурманск, г. Екатеринбург, г. Первоуральск, г. Новосибирск, г. Ревда, г. Череповец, г. Брянск, г. Вологда, г. Саратов, г. Рязань, г. Якутск, г. Ярославль, г. Иркутск, г. Краснодар, г. Белгород, г. Астрахань, г. Владивосток, г. Ханты-Мансийск, г. Челябинск, г. Калуга, г. Казань , г. Саратов, г. Оренбург, г. Тула, г. Воронеж, г. Пермь, г. Петрозаводск, г. Киров, г. Великий Новгород, г. Волгоград, г. Омск, г. Барнаул, г. Чебоксары, г. Уфа, г. Красноярск, г. Ижевск, г. Ульяновск, г. Брянск, г. Майкоп, г. Кострома и многих других городах России. Мы осуществляем поставки по всей стране.
Люберцы, г. Серпухов, г. г. Пенза, г. Подольск, г. Волоколамск, г. Долгопрудный, г. Махачкала, г. Грозный, г. Гусь-Хрустальный, г. Казань, г. Иваново, г. Ростов-на-Дону, г. Нижний Новгород, г. Норильск, г. Волгоград, г. Бийск, г. Ухта, г. Липецк, г. Санкт-Петербург, г. Норильск, г. Екатеринбург, г. Саранск, г. Северодвинск, г. Архангельск, г. Самара, г. Ставрополь, г. Мурманск, г. Екатеринбург, г. Первоуральск, г. Новосибирск, г. Ревда, г. Череповец, г. Брянск, г. Вологда, г. Саратов, г. Рязань, г. Якутск, г. Ярославль, г. Иркутск, г. Краснодар, г. Белгород, г. Астрахань, г. Владивосток, г. Ханты-Мансийск, г. Челябинск, г. Калуга, г. Казань , г. Саратов, г. Оренбург, г. Тула, г. Воронеж, г. Пермь, г. Петрозаводск, г. Киров, г. Великий Новгород, г. Волгоград, г. Омск, г. Барнаул, г. Чебоксары, г. Уфа, г. Красноярск, г. Ижевск, г. Ульяновск, г. Брянск, г. Майкоп, г. Кострома и многих других городах России. Мы осуществляем поставки по всей стране.
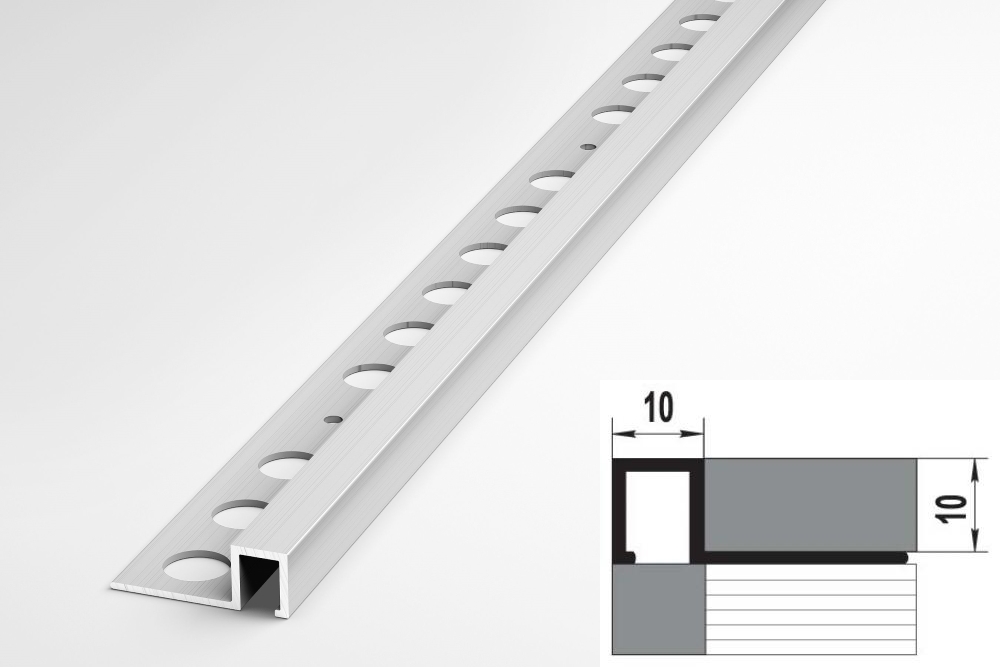
Алюминиевый П-образный Профиль: Сферы Применения, Выбор
Каркас из П-образного профиля для устройства гипсокартонной перегородки
Из всего ассортиментного многообразия профильной продукции, алюминиевый швеллер (алюминиевый П-образный профиль) сегодня, пожалуй, применяется наиболее широко. Где только его не используют: в машиностроении, производстве мебели, системах остекления и производстве окон и дверей.
Где только его не используют: в машиностроении, производстве мебели, системах остекления и производстве окон и дверей.
Одна из основный сфер его применения – это строительство, где П-профиль может присутствовать как в качестве декоративного элемента, так и являться частью несущих узлов конструкции. Правда, эти узлы должны быть или вообще ненагруженными, или умеренно нагруженными. При высоких уровнях нагрузок используются уже сплавы или П-образный профиль стальной ГОСТ 11474-76.
Далее мы расскажем об основных видах профилей, имеющих сечение в форме буквы «П», и для расширения кругозора по данной теме предложим видео в этой статье: «Стальной профиль П-образный: размеры».
Что нужно знать о материале
Раз уж сфера применения материала столь обширна, то понятно, что не менее широким должен быть и его размерный ряд. Да и способы изготовления профиля разные, так как в каждой отрасли к его характеристикам предъявляются свои требования.
Профиль для мебели
Изготавливают мебельный профиль из металлических заготовок, применяя одну из трёх технологий: литьё, штамповку или профилирование углов. Это может быть сталь, которую затем приходится покрывать слоем цинка, но чаще используют алюминий, который в плане коррозионной устойчивости всё же надёжнее.
Это может быть сталь, которую затем приходится покрывать слоем цинка, но чаще используют алюминий, который в плане коррозионной устойчивости всё же надёжнее.
К тому же, он имеет меньший вес и лучше поддаётся обработке механическим способом. Для улучшения внешнего вида, готовые алюминиевые П-образные профили поверхностно окрашивают, либо подвергают изделия процессу анодирования.
На заметку: П-профили для мебели так же их делают и из ПВХ – так сказать, бюджетный вариант.
Имея разнообразные размеры, алюминиевый профиль П-образный может использоваться не только для торцевого оформления фасадов мебели, но и присутствовать в качестве составляющей её каркаса. Им нередко обрамляют элементы из дерева, стекла, пластика.
Насколько это выглядит эстетично, судите сами по фото:
Профили монтажные
Так же, как и в мебельном производстве, наряду с изделиями из алюминия и его сплавов широко применяют стальной оцинкованный П-образный профиль. Тут всё зависит от конкретного назначения. Поговорим сначала об алюминиевом варианте.
Поговорим сначала об алюминиевом варианте.
Из алюминия
Изготавливают такие профили по нескольким стандартам:
- Для светопрозрачных конструкций (стеклянных перегородок, поликарбоната, окон и дверей – по ГОСТ 22233*2001. Метод изготовления – горячее прессование;
- Технические условия на производство прочих монтажных профилей, производимых всё тем же прессованием, представлены в ГОСТ8617, который действует ещё с 1981 года;
- Сортамент на профили, имеющие П-образное сечение, определяется ГОСТом 13623*90. В него входят изделия всевозможных размеров, с минимальной высотой полки в 3 мм, и максимальной – 275 мм. Всего более трёхсот видов.
На заметку: Стандарты не ограничивают сферы использования алюминиевого швеллера. Где применить каждый конкретный вариант, решают проектировщики и производители продукции, которые подтверждают те или иные решения расчётами.
П-образный профиль монтажный, изготовленный из алюминия или его сплавов, используют как быту для мелкого ремонта, так и при возведении павильонов, теплиц, монтаже перегородок, остекляемых фасадов.
- Даже не смотря на то, что алюминиевый вариант дороже, чем оцинкованный П-профиль, зачастую предпочтение по разным причинам отдаётся именно ему. Одной из таких причин является то, что по сравнению со сталью алюминий имеет очень низкую электропроводность и не накапливает статическое электричество.
- К тому же конструкции, собираемые из алюминиевых профилей, чаще всего монтируются без применения сварки. Это позволяет разбирать их и перевозить на другой объект, что весьма ценно для сооружений временного характера.
- Самое главное – алюминий не требует защиты от коррозии, поэтому в сфере строительства его в основном и применяют в декоративных конструкциях и финишных покрытиях. Благодаря этому металлу, изделие или конструкция в течение всего срока службы сохраняет свой первоначальный внешний вид.
- Там, где каркас скрыт облицовкой, чаще всё же применяют профиль-П стальной. У него цена ниже, и потом, сталь имеет более высокие прочностные характеристики, и выдерживает большие нагрузки.
- Однако для тех сфер использования, где по свойствам металла требуется всё же алюминий, последний упрочняют путём добавления магния, кремния, некоторых других компонентов, в результате чего получаются очень прочные сплавы. Достаточно сказать, что некоторые из них можно ковать – правда, вряд ли даже умельцы делают это своими руками.
Виды и классификация алюминиевых сплавов
Алюминий в чистом виде вообще мало где используют – во всяком случае, в жилищном строительстве. Чаще всего применяется сплав АД 31, из которого и делают все эти профили для остекления, окантовки, карнизов, и т.д.
Остальные сплавы, обладающие очень высокими показателями коррозионной, низко- и высокотемпературной стойкости, применяют в таких отраслях, как судостроение, авиация, медоборудование и других.
Из оцинкованной стали
Как уже было сказано выше, наряду с профилем из алюминия в строительстве используют равнополочный гнутый П-образный профиль из оцинкованной стали. Производят его по ГОСТ 8278*83, в котором изложены и технические условия, и сортамент, в котором самый маленький профиль имеет размеры полок и спинки 25*26 мм, а самый большой 310*100 мм.
- В зависимости от типоразмера иназначения, швеллера могут изготавливаться либо из холоднокатаной стали, либо из штрипса (горячекатаных листов).
- Наиболее популярные изделия, которые все привыкли позиционировать как профиль для гипсокартона П-образный, делают из углеродистой или низколегированной стали, которая при достаточно высокой прочности хорошо поддаётся обработке.
Стальной профиль легко режется ножницами
- Конструкционные профили защищают от коррозии цинкованием. Если же металлопрокат должен соответствовать определённым эстетическим требованиям, его поверхность может окрашиваться или полироваться.
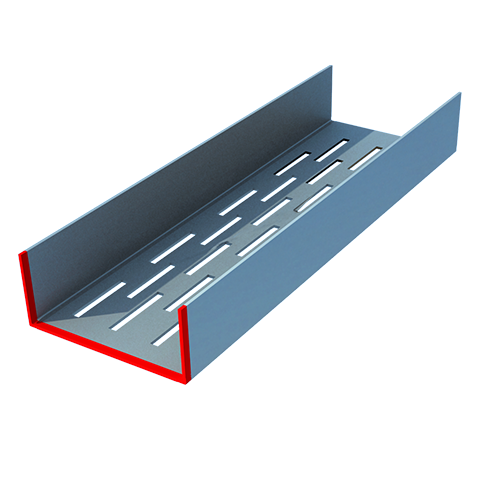
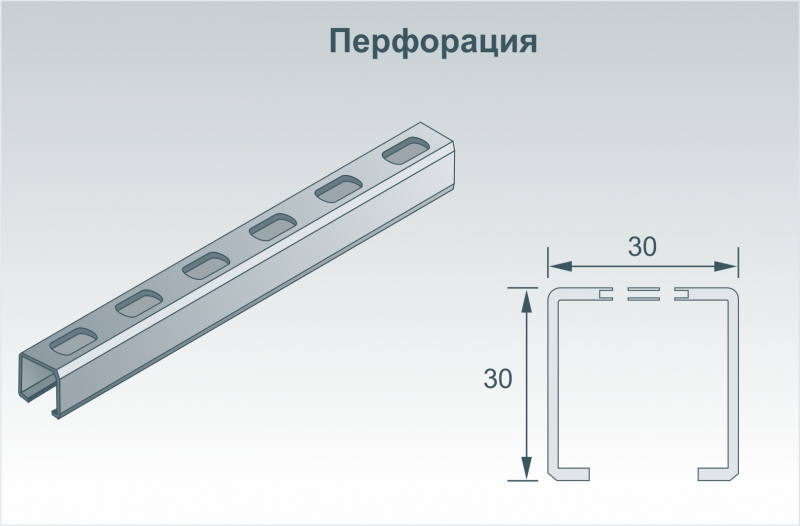
Перфорированный
Для уменьшения металлоёмкости в строительстве, изделия, применяемые для монтажа различных несущих конструкций, которые обычно имеют достаточно толстую стенку, на производстве перфорируют.
- П-образный перфорированный профиль применяют для сборки опорных подсистем под тяжёлое оборудование, стеллажей, металлических шкафов, каркасов под те же теплицы или иные лёгкие постройки.
- Профиль монтажный перфорированный П-образный используют и при монтаже инженерных систем. Из него делают лотки для прокладки кабелей, в которых благодаря перфорации не образуется конденсат, и которые благодаря ей же очень мало весят.
- Очень востребован, например, профиль П-образный перфорированный 32*20*3000 мм, который используют для подвеса вышеназванных лотков. Так как фиксируют профиль на шпильки с гайками, то перфорация создаёт ещё и определённое удобство для выполнения креплений.
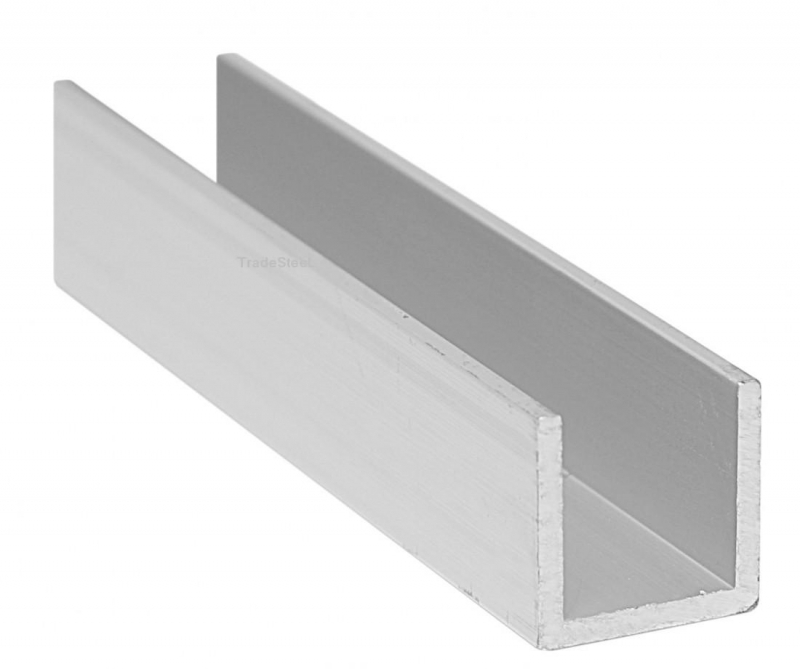
- В зависимости от назначения профиля, он может быть перфорирован полностью, либо иметь отверстия только на полках. Примером тому представленный ниже U-профиль 60*40*3000*2,0 мм, который как раз и используют для подвешивания коммуникаций.
U-образный профиль 60*40 мм
Тонкостенный
Тонкостенные профили, которые используют в основном для монтажа подвесных потолочных систем, конструирования лёгких ограждающих и декоративных конструкций, и так практически невесомы, поэтому перфорировать их нет необходимости. К ним как раз и относится профиль оцинкованный П-образный для гипсокартона, размеры которого максимально ориентированы на удобство установки каркаса и его обшивки листовым материалом.
Однако данный вид металлопроката можно использовать не только для установки каркаса под гипсокартон. Он универсален — на стальную обрешётку монтируют, в общем-то все виды панелей: от пластикового длинномера и вагонки — до фасадного сайдинга и керамогранита.
Другое дело, что в каждом конкретном случае металлический перфорированный П-образный профиль имеет свои параметры, адаптированные под габариты элементов облицовки. Основную роль при этом играет не столько длина изделия, сколько ширина полок и спинки. Чем больше нагрузок каркасу придётся выдерживать — тем больше должны быть размеры профиля в сечении. Здесь уже регламент задаёт инструкция производителя облицовочного материала.
Гофрированные металлические кровельные изделия Гофрированные металлические панели |
Corrugated Metal .com предлагает гофрированные металлические панели для кровли, полов и сайдинга. Эти гофрированные панели изготовлены из рифленых металлических листов, которые являются одними из наиболее часто используемых в промышленности. Гофрированный листовой металл — прочный материал, легкий, устойчивый к атмосферным воздействиям и практичный для множества различных применений. Мы специализируемся на производстве высококачественных гофрированных материалов для металлической кровли, металлического сайдинга, гофрированного металлического настила и гофрированного металлического пола практически для любого применения.
Являясь лидером отрасли в производстве лучших гофрированных металлических панелей, мы можем обеспечить удовлетворение потребностей клиентов, производя металлические панели практически из любых материалов и размеров. Имея в наличии множество различных вариантов отделки, у нас обязательно найдется что-то на ваш вкус.
Гофрированный металлический лист размером
Гофрированная панель 1-1 / 4 «x 1/4»
Гофрированные панели размером 1-1 / 4 дюйма в основном имеют гальваническую отделку и более легкие (26-28-29).Эта панель имеет малейший профиль и используется как в декоративных, так и в промышленных целях. Мы можем изготовить этот панельный профиль практически из любого материала. Пожалуйста, узнайте о других вариантах отделки, таких как алюминий и нержавеющая сталь. Стандартный оцинкованный лист будет иметь стандартный лист шириной 26 дюймов и длиной 8 футов, 10 футов и 12 футов.
2-1 / 2 «x 1/2» Гофрированный
Гофрированный лист размером 2-1 / 2 ”x ½”, вероятно, является наиболее распространенной гофрированной панелью на рынке сегодня, и уже много лет используется в качестве стандартной «гофрированной» панели.Гофра 2-1 / 2 дюйма обычно используется для «столбов-сараев» и почти простой гофрированной конструкции. Размер 2-1 / 2 дюйма обозначает расстояние от пика одного выступа до пика следующего и имеет общую высоту ½ дюйма. Обычно мы храним и продаем его с гальваническим покрытием (G-90) как наш стандартный товарный чулок, но мы можем предоставить любой материал, который вам нужен, например, простую сталь, стекловолокно, алюминий (гладкий и с лепным тиснением), а также окрашенную отделку и нержавеющую сталь как в (T-304), так и (T316 ) материалы.Все наши складские листы оцинкованы ::
18 — 20 — 22 — 24 — 26 –GAUGES
Оцинкованный
- 27-1 / 2 дюйма в ширину x 8 дюймов
- 27-1 / 2 дюйма в ширину x 10 дюймов
- 27-1 / 2 дюйма в ширину, 12 дюймов в длину
- 27-1 / 2 дюйма в ширину x 20 дюймов
(ширина 41-1 / 4 дюйма, нержавеющая сталь / алюминий, 42 дюйма, стекловолокно 45 дюймов)
(ширина и длина нестандартной длины доступны по запросу)
Другие варианты отделки будут иметь разную ширину, поэтому поинтересуйтесь, какая ширина является стандартной для каждого типа материала.Мы также начали предлагать гофрированную и перфорированную панель размером 2-1 / 2 ”x ½”, которая является очень уникальной, с которой мы можем сделать практически любой рисунок отверстий. Профиль гофрированной панели 2-1 / 2 x ½ дюйма, безусловно, является наиболее распространенной и универсальной панелью на рынке сегодня и может быть использован в любом приложении, которое вам может понадобиться. Пожалуйста, позвоните по номеру Corrugated Metal (215-860-3600) с запросом любого размера, 1-2 листа или от 1000 до 2000 листов, и мы можем отправить товар прямо со склада. Кроме того, поинтересуйтесь, какая отделка или материал вам может понадобиться, и наши сотрудники отдела продаж с радостью подберут ваше предложение и материалы в соответствии с вашими потребностями.
(2,67 x 7/8 дюйма) Гофрированный:
Гофрированный профиль 2,67 ‘x 7/8 дюйма предлагает глубокую канавку для более выраженного гофрированного стиля. Эта более глубокая канавка обеспечивает более прочную панель при любой толщине и допускает больший пролет. Предлагается гофрированный профиль 7/8 дюйма как в гальваническом, так и в алюминиевом материалах стандартной длины 8 футов, 10 футов и 12 футов. Типичная предлагаемая толщина материала составляет 18-20-22 или 24 калибра. Гофра с этим шагом 2,67 дюйма очень широко используется во многих кровельных применениях, поскольку ее глубокая канавка позволяет больше стекать воде и дает общий S-образный вид, который нравится многим людям.Мы можем предложить эту панель из нержавеющей стали, но мы, как правило, используем либо простой материал оцинковки, либо алюминиевый прокат с гладкой или лепной отделкой. Мы также спец. эта панель с большим количеством наших перфорированных и панельных запросов. Мы также можем указать этот материал в окрашенном виде. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут рады помочь вам с вашим заказом или ценой на материалы.
2-6 / 7 «x3 / 4» Гофрированный
2.Гофрированный профиль 67 футов на 3/4 дюйма предлагает глубокую канавку для более выраженного гофрированного стиля. Эта более глубокая канавка обеспечивает более прочную панель при любой толщине и обеспечивает больший пролет. Гофрированный профиль 3/4 дюйма предлагается в обоих вариантах. цинкование и алюминиевые материалы стандартной длины 8 футов, 10 футов и 12 футов. Типичная предлагаемая толщина материала составляет 18-20-22 или 24 калибра. Гофра с этим шагом 2,67 дюйма очень широко используется во многих кровельных применениях, поскольку ее глубокая канавка позволяет больше стекать воде и дает общий S-образный вид, который нравится многим людям.Мы можем предложить эту панель из нержавеющей стали, но, как правило, мы поставляем ее либо из гладкого оцинкованного материала, либо из алюминиевого фрезерного покрытия, с гладкой поверхностью или отделкой с лепным тиснением. Мы также спец. эта панель с большим количеством запросов на перфорированные и гофрированные панели. Мы также можем указать этот материал в окрашенном виде. Пожалуйста, позвоните в компанию Corrugated Metal с вашим запросом, и наши квалифицированные сотрудники будут рады помочь вам с вашим заказом или ценой на материалы.
| Металл | Общая ширина | Отделка | Чистое покрытие | Кромки | Наличие | |
|---|---|---|---|---|---|---|
| Сайдинг | Кровля | |||||
| Сталь и алюминий | 31 «0 | SE / MF | 29 1/3 « | 29 1/3 « | 2 вниз | Стандартный |
| 41 3/4 « | SE / MF | 40 « | 37 1/3 « | 1 U / D | Стандартный | |
4.2 «гофрированный
(показана панель 4.2, сверху вниз, оцинкованная, окрашенная под бронзу, алюминий (с лепным тиснением) и окрашенная в бежевый цвет Kynar)
Гофрированная панель 4.2 — это высокопрофильная панель волнистого типа, которая используется и может использоваться практически для любой кровли, сайдинга или декоративного применения. Панельный паз (4.2) аналогичен стандартному гофрированному 2-1 / 2-дюймовому пазу и основан на той же предпосылке, но имеет более крупный и выраженный вид. Первоначально этот профиль был сделан в бетонной версии и использовался в качестве заменяющей асбест панели теперь используется в промышленности для многих других применений, где требуется гофрированный вид.4,2 дюйма обозначают расстояние от одного пика до следующего пика и имеют общую высоту 1-1 / 16 дюйма, если лежать ровно на земле, это самый глубокий «волнистый» стиль гофрированного картона, доступный где-либо.
Профиль 4.2 является предпочтительным выбором во многих случаях, когда традиционные «гофрированные» панели будут работать, но не будут выглядеть так же хорошо или иметь такую прочность, как эта панель. Не многие компании в стране даже имеют волнистый гофрированный материал 4.2, так что не смотрите дальше, поскольку мы также храним его и можем изготовить практически из любого материала, который могут вообразить наши клиенты.Ниже указаны стандартные размеры, но почти все можно сделать из простой стали или из стандартной оцинкованной стали. Мы также можем предложить это в окрашенной версии или из нержавеющей стали (как T304 и T316, так и в отделках 2-B и # 4), а также из алюминия с гладкой (гладкой) отделкой или Stucco-Embossed (отделка галькой). ). Теперь мы предлагаем панели 4.2 длиной до 40 футов. Мы также первыми предлагаем это в перфорированных и гофрированных панелях, которые являются одним из лучших вариантов для архитекторов и дизайнеров. Пожалуйста, позвоните в компанию Corrugated Metal и изучите все возможности использования (4.2) Профнастил / сайдинг.
РАЗМЕР ЗАПАСА — Оцинкованный
18/20/22/24 калибра
Все 42 дюйма в ширину — 8 дюймов / 10 дюймов / 12 дюймов (макс.)
Угловой сварной шов — обзор
Угловой шов
Угловой шов — самый дешевый вид дуговой сварки, поскольку все, что нужно сделать, — это поставить один кусок металла друг на друга и запустить сварочный стержень или пистолет в место соприкосновения металлов .Размер сварного шва не определяется толщиной соединяемых деталей, как в случае стыкового шва; он может быть настолько маленьким или большим, как того требует конструкция или сварщик считает нужным, но есть ограничения на размер по другим причинам. Минимальный размер определяется необходимостью минимального подводимого тепла для предотвращения водородного растрескивания, для получения полного плавления и устранения любых несоответствий между частями. Максимальный размер ограничен экономичностью сварки, когда стыковой шов выше определенного размера может быть более рентабельным.Большие угловые швы также могут вызвать чрезмерную деформацию. Существенная простота углового шва привела к его широкому использованию во многих типах конструкций. Его размер не может быть подтвержден традиционными методами неразрушающего контроля, хотя его внешняя форма и размер могут быть измерены; поэтому уверенность в его внутренних размерах и качестве должна основываться на предварительном внимании к сварке, подгонке и соблюдении квалифицированных сварочных процедур. Распределение напряжений в угловом сварном шве усугубляется остаточными напряжениями, возникающими при сварке, но они не принимаются во внимание при большинстве попыток расчета напряжений в угловых сварных швах и их прочности.
В основе большинства методов расчета прочности углового сварного шва лежит предположение о том, что ключевым параметром, определяющим несущую способность сварного шва, является размер горловины. Особенностью отказов угловых сварных швов вследствие перегрузки является то, что во многих из них излом происходит вдоль плоскости плавления одного или другого из двух соединяемых элементов и очень часто внутри самого материала элемента. Таким образом, кажется, что размер горла — не единственный критерий прочности. Одним из других очевидных факторов влияния является относительная прочность и пластичность металла сварного шва и основного металла; изменяться редко, оба свойства совпадают.
Условно существует три определения торцевых профилей угловых швов, как показано на рис. 6.2; скругление под углом под углом , которое имеет плоскую поверхность, выпуклое скругление и вогнутое скругление . Форма, полученная при ручной угловой сварке за один проход, зависит от процесса, расходных материалов, положения и условий сварки, а также от квалификации сварщика. Конечно, можно выполнить многопроходную сварку для получения любого из этих профилей. Теоретическая статическая прочность сварного шва определяется толщиной шва (см. Рис.6.2), а угловой сварной шов должен иметь полное сплавление вдоль обеих ветвей вплоть до корня, чтобы получить полную потенциальную толщину горловины. В сварном шве под углом это расстояние от корня по нормали к поверхности. В случае выпуклого сварного шва это фактически то же самое, то есть расстояние вдоль линии, проходящей через корень, перпендикулярно линии, соединяющей пальцы ног. В вогнутом сварном шве это расстояние от корня до касательной к поверхности шва в центре грани. Большая прочность может быть достигнута при той же длине ветви, если выполняется угловой шов с глубоким проплавлением; толщина горловины здесь измеряется от торца до касательной к корню сварного шва, как на рис.6.2. Это можно сделать с помощью дуговой сварки под флюсом или сварки MAG / MIG с использованием более высоких токов, чем при обычной угловой сварке. Хотя доступны ручные металлические дуговые электроды с глубоким проплавлением, меньше уверенности в стабильности проплавления вдоль стыка при ручной сварке, чем при механизированной сварке. Те же принципы применимы к угловым сварным швам на неравных полках, см. Рис. 6.3.
6.2. Размер горловины углового шва.
6.3. Размеры горловины для угловых сварных швов неравных полок.
Для угловых сварных швов, соединяющих детали, которые не установлены под прямым углом, а также для угловых сварных швов между закругленными деталями, такими как полые профили, круглые трубы и арматурный стержень, различные стандарты и нормы предоставляют методы расчета эффективной ширины сварного шва.
Расчет напряжения сдвига в угловом сварном шве, вызванного нагрузкой, параллельной сварному шву, является простым; это нагрузка, разделенная на площадь сварного шва, см. рис. 6.4.
6.4. Угловой шов с продольной поперечной нагрузкой.
Напряжение сдвига в горловине сварного шва составляет
[6.1] τ // = P // Lt
Это напряжение является одним из двух типов и двух направлений напряжения, которые, как предполагается, существуют в угловом сварном шве. Два имеют суффикс со знаком параллельности //, указывающий на то, что они возникают в результате нагрузки, параллельной длине сварного шва.Два имеют суффикс со знаком перпендикуляра, ⊥, что указывает на то, что они являются результатом нагрузки, перпендикулярной длине сварного шва, см. ⊥ Рис. 6.5. Это просто символы, описывающие тип (нормальное и касательное) и направление напряжения и не представляют собой набор внутренне сбалансированных напряжений.
6.5. Обозначения напряжений для углового шва.
Испытания угловых сварных швов низкоуглеродистой и высокопрочной стали с номинально совпадающим металлом сварного шва показали, что нормальное напряжение σ // не оказывает заметного влияния на прочность сварного шва.Этот тип напряжения наиболее часто встречается при сварке стенки к полке двутавровой балки при изгибе. Для целей проектирования конструкционных сталей было обнаружено, что три других напряжения могут быть связаны с допустимым напряжением по формуле типа
[6.2] ßσ⊥ + 3τ⊥2 + τ // 2⩽σcandσ⊥⩽σc
где σ c может быть допустимым растягивающим напряжением или напряжением в предельном состоянии. Это используется в качестве основы для прочности углового сварного шва в ряде стандартов, в которых значения ß обычно находятся в районе 0.8–0,9 в зависимости от прочности основного металла.
В приведенном выше примере показано, как рассчитывается τ // , другой простой пример покажет, как вычисляются два других напряжения.
На рис. 6.6 показаны двойные галтели, каждое с толщиной горловины t . Затем с разрешением по вертикали
6.6. Двойной угловой сварной шов под нагрузкой.
[6.3] P⊥ = 2tL2σ⊥ + τ⊥
и по горизонтали мы можем видеть, что
[6.4] σ⊥ = τ⊥
и поэтому
[6.5] σ⊥ = τ⊥ = P22tL
Рассчитанные таким образом напряжения можно поместить в уравнение с соответствующими параметрами β и σ c , чтобы получить расчетное значение t . Если существует нагрузка, создающая параллельное напряжение сдвига, то это напряжение также можно ввести в уравнение.
Это довольно громоздкая процедура для обычных работ, и часто принято использовать только нагрузку, разделенную на ширину сварного шва, в качестве меры напряжения сварного шва, которое в конструкционных сталях затем сравнивается с допустимым или предельным значением. напряжение сдвига основного металла.Если присутствует параллельная нагрузка, то два напряжения горловины суммируются как результирующий квадратный корень из суммы квадратов.
Если τ t — номинальное напряжение в горловине углового сварного шва, то
[6.6] τt = P // 2 + P⊥22Lt
Для других материалов могут использоваться более сложные маршруты и соответствующий стандарт или практические правила. следует.
Изделия из металлоконструкций — SteelConstruction.info
Щит управления толстолистового стана
Полуфабрикаты, блюмы, балочные заготовки и слябы, полученные в процессе непрерывной разливки, превращаются в различные строительные изделия с помощью различных процессов нагрева и механической обработки.Полученные продукты используются либо непосредственно в производстве стальных компонентов, которые впоследствии собираются в конструкции на месте, либо превращаются в другие продукты для использования в строительстве.
В этой статье рассматриваются различные формы изделий из стальных конструкций и описывается, как они производятся. Свойства материалов для изделий обсуждаются в отдельной статье.
[вверху] Профилегибочная сталь
Прокатные балки универсального стана
Сталь— прочный материал, обладающий высокой устойчивостью к деформированию при нормальных температурах, но это сопротивление значительно снижается при более высоких температурах.По этой причине заготовки, блюмы, заготовки балок и слябы, полученные в процессе выплавки стали, формуются в базовые изделия при тщательно контролируемых повышенных температурах.
Метод, который чаще всего используется для формовки, заключается в нагреве стали примерно до 1280 ° C в печи для повторного нагрева и затем прокатке стали, сжимая ее между наборами валков. Рулоны располагаются попарно, либо просто по горизонтали, либо по горизонтали и вертикали, и помещаются в «стойку».
Для изменения формы такого прочного материала, как сталь, валки должны прилагать усилия, измеряемые сотнями тонн, а также должны непрерывно протягивать сталь через валки при уменьшении толщины.Производятся два основных класса продукции — плоские изделия, такие как пластины, листы или полосы одинаковой толщины, и длинные изделия, которые имеют длину определенного поперечного сечения, от прямоугольных стержней до двутавровых H-образных профилей.
Для плоских изделий два горизонтальных валка устанавливаются один над другим в открытом корпусе. Эти рабочие валки, которые контактируют с горячей сталью, часто поддерживаются валками большего диаметра, чтобы предотвратить их изгиб под нагрузкой прокатки, чтобы гарантировать однородную толщину продукта.
Для сортового проката есть два типа станов; конструкционные и универсальные. В строительном стане имеется несколько клетей, каждая из которых содержит валки особой формы, где полный набор валков постепенно формирует горячую сталь, последовательно проходя через отдельные зазоры валков. Продукт проходит через каждый зазор между валками только один раз. В универсальном стане клети содержат как вертикальные, так и горизонтальные валки, и горячая сталь проходит назад и вперед через один и тот же стан несколько раз, при этом форма формируется за счет уменьшения зазора между валками при последовательных проходах.На рисунке изображена клеть универсального стана для создания открытых профилей.
Формовка готовых металлоконструкций
Прокат стальной
[наверх] Плоский прокат — плиты
Клеть толстолистового стана
Таблички доступны в широком диапазоне марок и размеров. Для использования в строительных конструкциях плиты обычно привариваются к сборным секциям.
Обычные размеры листов составляют от 5 мм до 200 мм толщиной, шириной до 3,5 м и длиной до 18,0 м. Плиты с номинальным пределом текучести 275 МПа или 355 МПа, обычно используемые в строительстве, могут поставляться в состоянии прокатки, нормализованной (N) или нормализованной прокатки (NR) и прокатываются из непрерывнолитых слябов.
Поддерживается тщательный контроль химического состава для производства чистых сталей с постоянными характеристиками прочности и вязкости, которые соответствуют всем применимым национальным стандартам, как и для всех конструкционных изделий, а современные выравниватели производят плоские листы с контролируемым остаточным напряжением.
Стальной лист обычно используется во многих различных и сложных приложениях, включая:
- Строительство
- Землеройное оборудование
- Машиностроение и машиностроение
- Горнодобывающая промышленность и разработка карьеров
- Морская нефть, газ и трубопроводы
- Сосуды под давлением
- Возобновляемая энергия
- Судостроение.
[наверх] Плоский прокат — полоса
Тонкая полоса стальная, свернутая в рулон
Стальная лентаиспользуется для производства множества различных продуктов и во многих сферах применения.Он доступен в трех основных формах.
Самая распространенная форма стальной полосы, используемой в строительстве, — это горячеоцинкованный рулон. Типичная толщина, используемая в строительстве, составляет от 0,4 до 3,2 мм. Обычно он выпускается в рулонной форме шириной от 900 до 1800 мм.
Черновая клеть уменьшает непрерывнолитые слябы до промежуточных размеров за счет серии реверсивных сквозных проходов через стан. Затем этот промежуточный сляб прокатывают до окончательного размера в чистовой клети.
В процессе непрерывного горячего цинкования рулоны стального проката непрерывно разматываются и проходят через секции очистки и отжига перед поступлением в ванну с расплавленным цинком со скоростью до 200 метров в минуту. Когда сталь выходит из ванны с расплавленным цинком, газовые «ножи» стирают излишки покрытия со стального листа, чтобы контролировать толщину покрытия. Затем стальная полоса подвергается серии механических или химических обработок. В зависимости от требований заказчика листовая сталь с покрытием может быть пассивирована, смазана и размотана, разрезана по длине и укладывается на поддоны перед отправкой производителю.Все оцинкованные покрытия металлургически связаны со сталью, которую они защищают. Это обеспечивает адгезию покрытия, что имеет решающее значение для производственных процессов, когда сталь штампуется, прокатывается или вытягивается в конечную форму изделия.
Помимо металлических покрытий, некоторые строительные изделия из полосовой стали, особенно изделия для облицовки, имеют органические покрытия, наносимые для улучшения долговечности и эстетических свойств изделия.
Механические свойства полосовой стали, используемой в строительстве, приведены в BS EN 10346 [1] и кратко изложены ниже.
| Обозначение | Механические свойства | ||||
|---|---|---|---|---|---|
| Марка стали | Обозначения типов имеющихся покрытий | Мин. Прочность 0,2% (Н / мм 2 ) | Мин. предел прочности при растяжении (Н / мм 2 ) | Мин.удлинение (%) | |
| Название стали | Стальной номер | ||||
| S220GD | 1.0241 | + Z, + ZF, + ZA, + ZM, + AZ | 220 | 300 | 20 |
| S250GD | 1.0242 | + Z, + ZF, + ZA, + ZM, + AZ, + AS | 250 | 330 | 19 |
| S280GD | 1.0244 | + Z, + ZF, + ZA, + ZM, + AZ, + AS | 280 | 360 | 18 |
| S320GD | 1.0250 | + Z, + ZF, + ZA, + ZM, + AZ, + AS | 320 | 390 | 17 |
| S350GD | 1.0529 | + Z, + ZF, + ZA, + ZM, + AZ, + AS | 350 | 420 | 16 |
| S390GD | 1.0238 | + Z, + ZF, + ZA, + ZM, + AZ | 390 | 460 | 16 |
| S420GD | 1.0239 | + Z, + ZF, + ZA, + ZM, + AZ | 420 | 480 | 15 |
| S450GD | 1.0233 | + Z, + ZF, + ZA, + ZM, + AZ | 450 | 510 | 14 |
| S550GD | 1.0531 | + Z, + ZF, + ZA, + ZM, + AZ | 550 | 560 | — |
В обозначениях марок, приведенных в таблице:
- S — обозначает конструкционную качественную сталь
- Значение, например 220, обозначает предел текучести стали в Н / мм²
- GD — указывает, что изделие окунутое, оцинкованное
- Z и ZF и т. Д. Указывают на металлическое покрытие, нанесенное на сталь, т.е.е. цинк (Z) и сплав цинка с железом (ZF), сплав цинк с алюминием (ZA), сплав цинк с магнием (ZM), сплав алюминия с цинком (AZ) или сплав алюминия с кремнием (AS).
Стальные прогоны для холодной прокатки
Количество металлического покрытия, нанесенного на сталь, варьируется в зависимости от нанесенного покрытия и области применения. Для строительных изделий из полосовой стали обычно наносится покрытие из цинка 275 г / м².Это общий вес покрытия на обеих поверхностях. Он указан как Z275. Для внутренних легких компонентов, не несущих нагрузку, таких как перегородки шпилек, стандартный вес покрытия составляет Z140.
Оцинкованный горячим способом рулон используется для изготовления многих различных строительных изделий, в том числе:
В конечном производственном процессе рулоны стали разматываются, разрезаются на соответствующую ширину, а затем в холодном состоянии формируются в рулонах в конечную форму продукта. Некоторые более мелкие и более сложные изделия, такие как перемычки, формуются с помощью листогибочного пресса.На изображении показана профилированная обрешетка из полосовой стали, оцинкованной горячим способом.
[вверх] Сортовой прокат — открытые профили
Стан средний сортовой
Открытые секции варьируются от больших балок и свай, которые в основном используются в строительстве, до небольших изделий, включая рельсы, стержни и стержни. Для производства сортового проката используются разные типы станов. Станы тяжелого и среднего сортового проката имеют три или четыре клети с рифлеными валками, соответствующими начальной черновой, промежуточной и чистовой стадиям прокатки.Балочные станы включают клети с горизонтальными и вертикальными валками, опирающимися на заготовку. Высокоскоростные стержневые и прутковые мельницы используются для прокатки изделий небольших размеров, иногда квадратных или шестиугольных, а также круглых.
[вверху] Стандартные открытые профили
Британские, европейские и международные стандарты определяют размеры для самых разных форм открытых профилей, таких как двутавровые и Н-образные профили, уголки и каналы.
Номинальные размеры «универсальных балок» (UB), «универсальных колонн» (UC) и «параллельных фланцевых каналов» (PFC) указаны в BS EN 10365 [2] .Эти секции обычно определяются серийным размером (номинальной шириной фланца и глубиной профиля) и весом на метр, полученным путем изменения толщины стенки и фланцев. (Обратите внимание, что «внутренняя» ширина между фланцами постоянна для любого серийного размера — она определяется роликами — и увеличение толщины фланца приводит к соответствующему увеличению глубины.)
Номинальные размеры «углов» приведены в BS EN 10056 [3] , и эти секции обычно определяются последовательным размером, включающим длину ножек, равную или неравную, и толщину ножек.
Размеры для проектирования и детализации приведены в SCI P363.
Профили открытые горячекатаные выпускаются длиной до 25 м. В строительстве чаще всего используется номинальный предел текучести 355 МПа, хотя также доступны секции S460 МПа. Такие секции обычно поставляются в состоянии поставки в виде прокатки (AR) или термомеханической прокатки (TM) и прокатываются из непрерывнолитых блюмов, заготовок или «собачьих костей».
Европейские балки (секции IPE, HE и HL) и колонны (секции HD) также определены в BS EN 10365 [2] .
Стандартные открытые секции
[вверх] Собственные открытые разделы
[вверх] Асимметричные балки перекрытия неглубокие
Система USFB
(Изображение любезно предоставлено Kloeckner Metals UK Westok)
Асимметричные стальные балки часто используются как часть системы неглубокого перекрытия. Их ключевой особенностью является более широкий нижний фланец, чем верхний фланец, что позволяет плите располагаться на верхней поверхности нижнего фланца с соответствующей опорой, а не на верхней поверхности верхнего фланца, как это бывает с балками, выступающими вниз.Плита перекрытия в таких системах может быть в виде сборной бетонной плиты или композитной плиты с металлическим настилом (может использоваться как неглубокий, так и глубокий настил).
Доступен ряд асимметричных неглубоких балок перекрытия, в том числе балки сверхмалого перекрытия (USFB) от Kloeckner Metals UK Westok.
Kloeckner Metals UK USFB компании Westok — это мелкие и асимметричные ячеистые балки Westok, которые изготавливаются из стандартных прокатных профилей и доступны с шагом в 1 мм.Обычно они имеют глубину 150–300 мм, размеры и дизайн разработаны с использованием свободно доступного программного пакета Westok Cellbeam. USFB могут экономично пролетать до 10 м со структурной глубиной, которая очень выгодна по сравнению с R.C. плоские плиты. Таким образом, они популярны во многих секторах, особенно в образовании, коммерции и жилом секторе.
[вверх] Профили конструкционные пустотелые
Существует два основных метода производства полых профилей: цельный процесс, при котором отверстие прокалывается в горячем сплошном стержне для формирования отверстия, а затем стержень прокатывается для образования круглой трубы, и процесс сварки, при котором стальной лист или полосе придают цилиндрическую форму и края сваривают вместе.Последний чаще всего используется для строительных работ. Метод высокочастотной электросварки сопротивлением (HFERW) составляет основную часть производства труб малых и средних размеров до 508 мм в диаметре. Стальная полоса разматывается и направляется в холодном состоянии через комплекты формовочных валков для получения цилиндрической формы. В точке пересечения кромок на кромки полосы вводится высокочастотный ток либо за счет индукции с использованием кольцевой катушки, либо за счет скольжения контактов по поверхности полосы.Электрический ток производит достаточно тепла, чтобы расплавить края полосы, когда они свариваются. Сварной шов образуется мгновенно. Трубы с толщиной стенки более 16 мм или диаметром более 508 мм производятся несколькими последовательными процессами формовки и дуговой сваркой под флюсом (SAW).
Квадратные и прямоугольные полые профили получают «квадратную форму», пропуская их через подходящую серию рабочих валков, которые постепенно меняют форму. Этот процесс восстановления и изменения формы может осуществляться горячим или холодным способом, что приводит к различию между продуктами «горячей обработки» и «холодной формовки».Для прямоугольного профиля холодной штамповки радиус закругления не такой узкий, как можно получить с помощью горячего процесса (что позволяет легко различать два типа визуально).
Полые профили обычно производятся длиной от 6 до 14,5 м, в зависимости от размера и толщины. В строительстве наиболее часто используется номинальный предел текучести 355 МПа, хотя доступны также полые профили с горячей обработкой 420 МПа. Полые секции обычно определяются серийным размером, включающим внешний размер (размеры) и толщину стенки.Размеры полых профилей определены в BS EN 10210-2 [4] для горячекатаных профилей и BS EN 10219-2 [5] для холодногнутых профилей.
Определения охватывают очень широкое сочетание ширины поперечного сечения и толщины стенки; производится только ограниченный выбор, и этот выбор может время от времени меняться в зависимости от спроса и коммерческого мнения. Помимо различий в размерах (и, следовательно, свойств сечения) между горячими и холодными прямоугольными размерами, выбор процесса влияет на остаточное напряжение в сечении, что приводит к требованию стандарта BS EN 1993-1-1 [6] для разных кривых продольного изгиба.Следовательно, замена горячекатаных профилей на холодногнутые профили не должна производиться без предварительной проверки последствий для конструкции.
- Технологический процесс изготовления полых профилей
Tata Steel производит полые профили под торговыми марками Celsius® 355 NH для горячекатаных профилей и Hybox® 355 для холодногнутых профилей.
Профили конструкционные пустотелые
[наверх] Готовые изделия
[вверху] Плоские балки
Балки плоские.
(Изображение любезно предоставлено William Hare Ltd.)
Современные плоские балки изготавливаются путем сварки двух фланцев и перемычки. Пластинчатые балки используются там, где стандартные прокатные профили недостаточны с точки зрения несущей способности или жесткости. Типичное применение — длиннопролетные полы в зданиях, мосты и подкрановые балки в промышленных зданиях.
Пластинчатые балки спроектированы таким образом, чтобы противостоять приложенным воздействиям, и имеют пропорции, обеспечивающие низкий собственный вес и высокое сопротивление нагрузкам.Для эффективного проектирования обычно используют относительно глубокую балку, чтобы минимизировать площадь полки для заданного приложенного момента. Глубокая балка также обеспечивает глубокую перегородку, площадь которой можно минимизировать, уменьшив ее толщину до минимума, необходимого для выдерживания приложенного сдвига. Такая глубокая стенка может быть довольно тонкой (высокое отношение глубины стенки к толщине) и может быть подвержена сдвигу и местному короблению. Поэтому относительно часто используются поперечные или продольные ребра жесткости.
[вверх] Ячеистые балки
Ячеистые балки с равномерно расположенными отверстиями в стенке двутавровой балки можно изготавливать одним из двух способов.
- Путем разрезания вдоль стенки секции балки (обычно универсальной балки) до определенного профиля, разделения двух частей и последующего сваривания этих тройников вместе, чтобы сформировать более глубокую секцию балки. Этот процесс проиллюстрирован ниже. Обычно для обеих половин ячеистой балки используется один размер секции, но асимметричные секции могут быть созданы путем использования различных прокатных секций для каждой части новой секции.
- Путем вырезания отверстий в перегородке и затем приваривания двух фланцевых пластин.Примеры ячеистых балок, произведенных с помощью этого процесса, доступны здесь.
Эти готовые профили производятся такими специализированными компаниями, как Kloeckner Westok, Fabsec и Jamestown, и закупаются подрядчиком по изготовлению металлоконструкций для изготовления элементов для конкретного проекта.
- Изготовление ячеистой балки
(изображения любезно предоставлены Kloeckner Metals UK Westok)
[вверх] Профили из легкой стали
Типовые легкие стальные профили
Путем холодной штамповки тонкого полосового материала до определенных профилей сечения производится очень широкий ассортимент легких конструктивных профилей.Их часто называют легкими стальными профилями. В большинстве случаев используется стальная оцинкованная лента. Легкие стальные профили производятся в больших объемах путем холодной прокатки и в небольших объемах путем торможения листогибочным прессом. Толщина обычно варьируется от 1,2 до 3,2 мм.
Легкие стальные профили производятся многими различными компаниями, и их форма и размеры различаются. Наиболее распространенные разделы показаны справа; Использование выступов на свободных краях и профилей с выемками (таких, как показано в среднем примере ниже) позволяет использовать тонкие элементы, которые не выходят из строя преждевременно из-за местного коробления.
Легкие стальные профили широко используются в качестве вспомогательных металлоконструкций в одноэтажных зданиях.
Для таких вторичных стальных конструкций (например, холоднокатаные прогоны), изготовленных из предварительно оцинкованной стальной полосы (например, марки S450GD + Z275 в соответствии с BS EN 10346 [1] , оцинкованное покрытие имеет среднюю толщину 20 микрон с каждой стороны. Расчетный срок службы такого покрытия зависит от коррозионной активности окружающей среды вокруг стальных конструкций.Рекомендации по скорости коррозии цинка в различных средах доступны в Руководстве инженера и архитектора: горячее цинкование
Процесс холодной прокатки
Листогибочный пресс
[вверх] Профнастил
Тонкую оцинкованную стальную полосу также формуют холодным способом в листы правильного профиля.Такие листы сначала производились с простым изогнутым профилем и хорошо известны как «гофрированные крыши». Сегодня были разработаны более эффективные профили для использования в качестве кровельного покрытия, облицовки стен и настила полов, которые производятся рядом специализированных производителей.
[вверх] Профнастил для полов
Профнастил для полов в первую очередь предназначен для использования с бетоном для создания композитных плит перекрытия. Существует два широких класса: мелкие профили глубиной примерно до 175 мм, которые используются для небольших пролетов, и «глубокие профили», обычно глубиной 225 мм, для более длинных пролетов.Неглубокие профили обычно имеют либо «трапециевидный», либо «возвратный» профиль, как показано ниже. Глубокий настил — это трапециевидный профиль с углублениями и рельефами, предназначенными для улучшения структурных характеристик. Большинство профилей изготавливаются из полосы толщиной не более 2 мм.
- Профили настилочные
[вверх] Облицовка и кровля
Профилированная пленка часто используется для формирования водонепроницаемой оболочки здания, и для этой цели листы производятся с профилями, которые эффективны при перекрытии между опорными элементами и отводом стока, размеров, которые легко обрабатываются на месте и которые легко притираются во время монтаж.Поскольку конверт является основным видимым элементом, предлагаются системы цветного покрытия.
Составные листовые системы состоят из двух отдельных профилированных листов, внешнего листа с высоким профилем и слегка профилированного внутреннего листа облицовки. Листы разделены распорными планками и изоляцией. Лист футеровки и распорки прикреплены к конструкции, а внешний лист прикреплен к распорке. Обычный метод крепления — саморезы.
| Система сборной облицовки | Изолированная панель |
Облицовочные системы из композитных панелей производятся в виде многослойной конструкции, состоящей из двух профилированных листов, скрепленных с обеих сторон изоляционного сердечника из пенопласта, минерального волокна или аналогичного материала.Поскольку панели действуют составно, можно использовать неглубокие профили.
Отдельные производители производят широкий спектр систем облицовки и кровли и предоставляют исчерпывающую литературу с деталями крепления и таблицами, показывающими допустимые нагрузки. Более подробную информацию о системах облицовки можно найти на сайте Tata Colorcoat в Интернете.
Цветное покрытие
[вверх] Изделия из нержавеющей стали
Нержавеющая сталь — это семейство коррозионно-жаропрочных сталей, содержащее не менее 10.5% хрома. Существует широкий ассортимент нержавеющих сталей с различными уровнями коррозионной стойкости и прочности благодаря контролируемым добавкам легирующих элементов. Для достижения оптимальной экономической выгоды важно выбрать нержавеющую сталь, которая подходит для применения, но не является излишне высоколегированной и, следовательно, дорогой.
[вверху] Подходящие нержавеющие стали для строительных конструкций
Защита от коррозии нержавеющей стали
Нержавеющие стали подходят для структурных применений, требующих длительного срока службы, хорошей коррозионной стойкости и / или высококачественной обработки поверхности.Аустенитные нержавеющие стали обычно выбирают для структурных применений, которые требуют сочетания коррозионной стойкости, формуемости и отличной свариваемости в полевых и заводских условиях. Там, где требуется более высокая прочность, лучше всего подходят дуплексные нержавеющие стали, поскольку часто можно сэкономить за счет использования более тонких профилей. Следующие нержавеющие стали чаще всего встречаются в конструкциях (хотя теперь доступны рекомендации по использованию ферритной нержавеющей стали в конструкционных конструкциях [7] ).
[вверх] Аустенитные нержавеющие стали
1.4301 (ранее известная как 304) и 1.4307 (ранее известная как 304L) 1.4401 (316) и 1.4404 (316L) Типы 1.4301 / 1.4307 являются наиболее часто используемыми стандартными аустенитными нержавеющими сталями и содержат 18-20% хрома и 8-11% никель. Типы 1.4401 / 1.4404 содержат около 17-18% хрома, 8-11% никеля и добавление 2-3% молибдена, улучшающего коррозионную стойкость. Примечание. 1.4307 и 1.4404 — это низкоуглеродистые нержавеющие стали с пониженным риском сенсибилизации и повышенной коррозионной стойкостью при сварке сечений толщиной более 3 мм.Когда производители используют самые современные методы производства, коммерчески производимые нержавеющие стали часто имеют низкоуглеродистую основу и имеют «двойную сертификацию» для обоих обозначений. Когда используются менее современные технологии, этого нельзя предполагать, и может возникнуть надбавка к цене за низкоуглеродистую спецификацию. Таким образом, низкоуглеродистая версия должна быть явно указана в проектной документации, когда должны свариваться более тяжелые секции.
[вверх] Дуплексные нержавеющие стали
1.4162 (широко известный как LDX 2101®) 1.4462 (2205) 1.4162 — дуплексная нержавеющая сталь с бедным химическим составом. Он обладает высокой прочностью, характерной для всех дуплексных нержавеющих сталей, с коррозионной стойкостью между аустенитными нержавеющими сталями 1.4301 и 1.4401. Все дуплексные стали поддаются сварке, и их предел прочности примерно в два раза выше, чем у аустенитных нержавеющих сталей. Поэтому они хорошо подходят для использования в качестве структурных секций.
[вверх] Наличие структурных секций
Листы, пластины, прутки и полые круглые профили широко доступны из нержавеющей стали, упомянутой выше.Ряд конструкционных профилей (двутавры, уголки, швеллеры, тройники, полые прямоугольные профили) поставляются из аустенитных марок. Стандартный ассортимент дуплексных секций из нержавеющей стали доступен от избранных производителей и складов, а размеры, выходящие за рамки стандартного диапазона, могут быть изготовлены по специальному заказу. Как правило, профили можно изготавливать путем холодной штамповки, горячей прокатки, экструзии, сварки или лазерного плавления.
[наверх] Отливки
Втулка для остекления из нержавеющей стали
В некоторых случаях, особенно с очень сложными деталями, стальная отливка может быть более эффективной, чем сборная деталь.Стальные отливки формуются путем заливки расплавленного металла в форму, содержащую полость, имеющую желаемую форму детали. Жидкий металл охлаждается и затвердевает в полости формы, а затем удаляется для очистки. Для достижения желаемых свойств может потребоваться термообработка, но нет необходимости в последующей горячей или холодной обработке.
Отливки могут производиться как единичные детали, так и многие тысячи. Они могут быть изготовлены в широком диапазоне размеров и веса, причем верхние пределы зависят от конкретного используемого процесса литья, а также требуемых механических свойств и качества поверхности.В литой форме можно добиться высокой прочности, высокой пластичности и высокой ударной вязкости. Отливки могут иметь отличную чистоту поверхности и хорошие сварочные и механические характеристики.
Отливки могут работать при высоких и низких температурах, под высоким давлением и в суровых условиях. Они не проявляют влияния направленности на механические свойства, присущие некоторым деформируемым сталям. При условии, что выбран правильный сорт материала и реализован соответствующий режим проверки и испытаний, нет причин, по которым состав, свойства или характеристики отливок каким-либо образом должны быть хуже, чем у изготовленных компонентов.Механические свойства, качество, целостность и консистенция литых сталей в целом сопоставимы с характеристиками горячекатаных и готовых конструкционных сталей. Дополнительная информация о конструкциях отливок приведена в SCI P172.
[вверх] Крепежные и крепежные
Наиболее часто используемый крепеж в стальных конструкциях — это знакомая гайка и болт. Болты изготавливаются методом ковки из прутков круглого сечения, обычно с шестигранной головкой. Стальной материал для болтов имеет более высокую прочность, чем обычная конструкционная сталь, обычно с пределом прочности на разрыв 800 или 1000 Н / мм², а материал для гаек имеет аналогичную или более высокую прочность.Существует ряд международных стандартов на материалы и размеры болтов и гаек, включая различные стандарты, определяющие форму резьбы.
Существует множество запатентованных крепежей для специальных применений, например, для глухого крепления или для соединения деталей без сверления отверстий, а также креплений для крепления к бетонному фундаменту или другим конструкциям. Размеры и свойства этих крепежных элементов и креплений предоставлены производителями.
[вверх] Крепежные детали из нержавеющей стали
Требования к химическому составу и механическим свойствам крепежных изделий из нержавеющей стали указаны в BS EN ISO 3506 [8] .Стандарт был пересмотрен в конце 2009 года (и в настоящее время проходит новый пересмотр, который впервые будет включать дуплексные стали) и теперь состоит из четырех отдельных частей. Часть 1 охватывает болты, винты и шпильки; Часть 2 охватывает орехи; Часть 3 охватывает установочные винты; и Часть 4 охватывает саморезы. В настоящем стандарте болты, винты и шпильки обозначаются буквой, за которой следуют три цифры, например А2-70 или А4-80. Буква относится к группе нержавеющих сталей: аустенитной (А), мартенситной (С) или ферритной (F).За буквой следует число (1, 2, 3, 4 или 5), которое определяет диапазон композиции. Последние два числа обозначают класс прочности, который описывает механические свойства болта, винта, шпильки или гайки — см. Таблицу ниже.
| Класс имущества | Болты, винты и шпильки | Гайки | |
|---|---|---|---|
| Предел прочности на разрыв (Н / мм 2 ) | Напряжение 0.2% остаточная деформация (Н / мм 2 ) | Испытательное напряжение нагрузки (Н / мм 2 ) | |
| 50 | 500 | 210 | 500 |
| 70 | 700 | 450 | 700 |
| 80 | 800 | 600 | 800 |
Для большинства конструкций, как правило, рекомендуется использовать аустенитные болты класса A2 или A4 и класса прочности 70 или 80.Сталь марки А2 по коррозионной стойкости эквивалентна марке 1.4301. Стали марки А4 содержат молибден и обладают коррозионной стойкостью, эквивалентной марке 1.4401. Крепежные изделия класса прочности 70 изготавливаются из холоднотянутого проката. Крепежные детали класса прочности 80 изготавливаются из прочного холоднотянутого прутка с механическими свойствами, аналогичными болтам из углеродистой стали и легированной стали класса 8.8 в соответствии с BS EN ISO 898 [9] .
При выборе крепежа из нержавеющей стали следует учитывать соответствие прочности и коррозионной стойкости болтов и основного материала.Во избежание риска биметаллической коррозии при соединении элементов из нержавеющей стали всегда следует использовать болты из нержавеющей стали. Болты из нержавеющей стали также подходят для соединения элементов из оцинкованной стали и алюминия.
[вверх] Исторические металлоконструкции
Время от времени необходимо отремонтировать существующие здания, о которых мало что известно, кроме приблизительного периода, когда велось строительство. Определить форму и размеры существующих металлоконструкций можно путем тщательного обследования помещения.После получения этой информации все еще требуется много дополнительных деталей, таких как:
- Возможный материал, например, чугун, кованое железо или сталь
- Геометрические свойства различных элементов
- Механические свойства стальных конструкций, такие как прочность, ударная вязкость, пластичность и свариваемость
Пара очень полезных ресурсов для получения таких данных — это Справочник по историческим конструкционным стальным конструкциям и справочный документ Исторические профили конструкционного железа и стали — свойства исторического чугуна , кованые и стальные профили
Этот веб-сайт поддерживается Steel for Life при финансовой поддержке ряда отраслевых участников BCSA.К спонсорам, имеющим отношение к этой статье, относятся:
| Заголовок | |
|---|---|
| Группа Barrett Steel, являющаяся ведущими британскими акционерами сталелитейной отрасли, состоит из четырех подразделений: General Steels; Машиностроительная сталь; Tubes and Energy Products работают в Великобритании, Ирландии и США. Обслуживание клиентов по всему миру Barrett Steel стратегически работает вместе, руководствуясь дальновидной философией. Barrett Steel имеет международные аккредитации, включая сертификаты ISO 9001: 2008, ISO 14001: 2004 и CE до класса исполнения 4 в BS EN 1090-1: 2009. | |
| Jamestown — ведущий поставщик структурных компонентов для промышленного, железнодорожного и автомобильного секторов. Имея многолетний опыт работы в тяжелом машиностроении, Джеймстаун вложил значительные средства в оборудование, предназначенное для производства тяжелых длиннопролетных мостов, каркасов из листовых балок, полностью изготовленных листовых балок, компонентов кранов, секций настила мостов и ячеистых балок. | |
| Золото | |
| акционеров National Tube (NTS) и Cleveland Steel & Tubes (CST) являются частью частной группы Bianco.Компания NTS специализируется на производстве полых профилей первичного и холодного типа. CST специализируется на трубах для строительства и забивки свай. У нас есть более 100 000 тонн стали на складе, и мы можем предложить дополнительные услуги по обработке. | |
| voestalpine Metsec plc — одна из крупнейших в Великобритании компаний по производству холоднокатаных профилей, специализирующаяся на строительстве, и часть крупнейшего мирового лидера в области технологий и капитальных товаров. Предлагая продукцию для строительной и обрабатывающей промышленности, мы уделяем особое внимание повышению ценности за счет квалифицированного проектирования, точного производства и своевременной поставки всей продукции. | |
Бронза
[вверх] Список литературы
- ↑ 1,0 1,1 1,2 BS EN 10346: 2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. BSI
- ↑ 2,0 2,1 BS EN 10365: 2017 Швеллеры стальные горячекатаные, двутавровые и двутавровые. Размеры и масса. BSI
- ↑ BS EN 10056-1: 2017 Конструкционная сталь с равными и неравными углами опор.Размеры, BSI.
- ↑ BS EN 10210-2: 2019 Стальные конструкционные полые профили с горячей обработкой. Допуски, размеры и характеристики сечения, BSI.
- ↑ BS EN 10219-2: 2019 Стальные конструкционные полые профили из холодногнутой сварной стали. Допуски, размеры и характеристики сечения, BSI.
- ↑ BS EN 1993-1-1: 2005 + A1: 2014, Еврокод 3: Проектирование стальных конструкций. Общие правила и правила для зданий, BSI
- ↑ Технический паспорт ED023. Конструктивное проектирование ферритных нержавеющих сталей.SCI
- ↑ 8,0 8,1 BS EN ISO 3506-1: 2020. Крепеж. Механические свойства крепежа из коррозионно-стойкой нержавеющей стали. Болты, винты и шпильки с указанными марками и классами прочности. BSI
- ↑ BS EN ISO 898-1: 2013 Механические свойства крепежных изделий из углеродистой и легированной стали. Болты, винты и шпильки с указанными классами прочности. Крупная резьба и резьба с мелким шагом. BSI
[наверх] Дополнительная литература
[вверх] Ресурсы
- SCI P172 Отливки в строительстве, 1996
- SCI P363 Проектирование стальных зданий: проектные данные, 2013 г.
Также доступна интерактивная веб-версия «Синей книги». - Листы технических данных на ассортимент британских профилей, British Steel
- Celsius® 355 NH, техническое руководство, Конструкционные полые профили. 2018 г., Tata Steel
- Hybox® 355, техническое руководство, Конструкционные полые профили. 2010 г., Tata Steel
- AD 342 Крепеж из нержавеющей стали
- Справочник по историческим конструкционным металлоконструкциям, публикация № 11/84, BCSA 1984
- Исторические профили конструкционного железа и стали, Свойства исторического чугуна, кованого железа и стальных профилей, Публикация No.61/19, BCSA 2019
[вверху] См. Также
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Стенты коронарной артерии: идентификация и оценка
Дизайн стента
По конструкции стенты можно разделить на три группы: спиральные, трубчатые и трубчатые. 9 Спиральные стенты характеризуются металлическими проволоками или полосками, сформированными в форме круглой спирали. Напротив, трубчатые сетчатые стенты состоят из проволок, намотанных вместе в сетку, образующую трубку. Наконец, трубчатые стенты с прорезями изготавливаются из металлических трубок, из которых с помощью лазера вырезается конструкция стента.Внутри спирали, трубчатой сетки или трубчатого каркаса с прорезями может быть создано любое количество конструкций стентов. Кроме того, такие конструкции могут иметь различия в форме стойки и ширине или общем диаметре стента, и это лишь несколько вариаций. Конструкция стента влияет на многие свойства стента, такие как упругая отдача и жесткость — две нежелательные характеристики стента. 11, 12 Предыдущие исследования показали, что различия в конструкции стентов могут иметь сильное влияние на позднюю потерю просвета 13 и пролиферацию неоинтимы, 14 , тем самым влияя на частоту рестенозов и требования к постпроцедурному вмешательству.
В конечном итоге конструкция стента должна оптимизировать гибкость, отслеживаемость, видимость и биосовместимость (таблица 2). 14 Хотя гибкость и отслеживаемость стента во многом зависят от конструкции стента, радиологическая видимость и биосовместимость хозяина зависят от материала стента. Рентгеноконтрастные маркеры золота иногда добавляют к стентам с единственной целью улучшения визуализации, помогая локализовать стент во время развертывания в целевом поражении. Хотя большинство одобренных в настоящее время стентов изготовлено из нержавеющей стали 316 L, 15 использовались и другие материалы, такие как хром кобальт в стенте Multi-Link Vision ™, который является более рентгеноконтрастным и вызывает менее активную реакцию хозяина, чем нержавеющая сталь ( Брошюра Guidant.Коронарная стент-система Multi-Link VISION, 2002 г.).
Таблица 2
Желательные характеристики стента
| Низкий профиль пересечения | |
| Высокая гибкость | |
| Высокая биосовместимость стента / хоста | |
| Высокая радиальная прочность | |
| Малая площадь поверхности металла | Благоприятные рентгенологические свойства |
| Хорошая отслеживаемость (способность соответствовать извилистым сосудам) | |
| Простота развертывания |
Хотя использование стентов снижает частоту рестеноза по сравнению с одной только ЧТКА, рестеноз все еще остается серьезной проблемой в пациенты с ИБС.Стеноз стентированного сегмента можно отнести в первую очередь к неоинтиме. 14 Конструкция стента, материал поверхности и повреждение сосудов, связанные с процедурой, были вовлечены в качестве предикторов пролиферации неоинтимы. 14, 16 Поскольку было показано, что антитромботическое лечение мало влияет на частоту рестеноза, проблема рестеноза сохраняется во многих стентированных сосудах. 13
В ответ на эту дилемму производители теперь производят стенты с лекарственным покрытием.По состоянию на апрель 2004 г. по крайней мере 35 стентов с лекарственным покрытием использовались или исследовались во всем мире. 17 Стенты с лекарственным покрытием уменьшают рестеноз стента, доставляя лекарства непосредственно к месту повреждения сосуда. Препарат, часто сиролимус или паклитаксел, подавляет неоинтимальную гиперплазию. Сиролимус (рапамицин) снижает неоинтимальную гиперплазию за счет увеличения концентрации p27, ингибирования стимулированной митогеном серин / треонинкиназы p70S6 и увеличения фосфофорилирования белка ретинобластомы и комплексов циклин / циклин-зависимых киназ. 18 Эти изменения приводят к уменьшению пролиферации гладкомышечных клеток и уменьшению действия воспалительных клеток. 19 Напротив, паклитаксел представляет собой антипролиферативный агент, стабилизирующий микротрубочки, который также предотвращает пролиферацию гладкомышечных клеток. 20 Лекарства высвобождаются из стентов с лекарственным покрытием несколькими способами, наиболее популярными из которых является использование полимерной матрицы. 21 Чтобы проиллюстрировать это, многие стенты, выделяющие сиролимус, изготавливают путем сначала покрытия металла стента грунтовкой с последующим покрытием матрицей из синтетических полимеров, смешанных с сиролимусом.Наконец, иногда добавляют слой, содержащий только полимер, который действует как диффузионный барьер. 19, 21 Стент с сиролимусом CYPHER ™ пытается достичь 1,40 мкг / см 2 по поверхности стента, и высвобождение сиролимуса должно продолжаться в течение 30 дней. 19 Клинические исследования стентов с лекарственным покрытием дали очень многообещающие результаты в отношении уменьшения рестеноза, 20 , и их использование в клинической практике становится все более распространенным.
«Стенты с лекарственным покрытием уменьшают рестеноз стента за счет доставки лекарств непосредственно к месту повреждения сосуда»
Из-за большого количества стентов, имплантируемых каждый год, патологоанатом, вероятно, столкнется с множеством эксплантированных стентов при вскрытии. Цель этого обзора — предоставить патологу возможность идентифицировать многие из часто используемых и старых стентов в удобном руководстве. Мы также стремимся познакомить патолога с различными физическими характеристиками этих стентов в дополнение к основным известным осложнениям, связанным с ними (таблица 3).Многие подобные осложнения моделей стентов первого поколения хорошо известны и были задокументированы в предыдущих исследованиях. Например, стенты Wallstent, Palmaz-Schatz и Gianturco-Roubin имеют большое количество литературы, описывающей их клинические осложнения. Долгосрочные результаты наблюдения за многими из более современных стентов еще не доступны, поэтому патологические исследования новых моделей стентов помогут оценить клиническую эффективность этих устройств.
Таблица 3
Распространенные осложнения при установке стента
Радиосовместимость| При рестенозе стента из-за неоинтимальной гиперплазии |
| Окклюзия боковой ветви |
| Плохая биосовместимость стента / хозяина |
| 910 укорочение стента |
| Расширение стента после имплантации |
| Перенос стента после имплантации |
| Тромбоз, связанный со стентом |
За короткое время с момента появления стентов на рынке появилось множество различных стентов. получил широкое признание.В этой статье описывается 21 различная модель стента, которая используется в настоящее время, в дополнение к тем, которые больше не имплантируются. Мы выбрали этот список стентов на основании частоты встречаемости в литературе и, следовательно, популярности в клинических испытаниях, но мы также включаем некоторые новые и альтернативные модели стентов, которые еще не прошли обширные испытания. Они были разделены на стенты с лекарственным покрытием (18) и с лекарственным покрытием (3) и перечислены в алфавитном порядке по названию модели. У нас нет предубеждений в пользу или против любого из перечисленных устройств или конкретного производителя стента.
Уточнение размера пор с точностью до суб-ангстрема в прочных металлоорганических каркасах для разделения ксилолов
Синтез и определение характеристик MFM-300
Четыре изоструктурных MOF, MFM-300 (M) (M = In, V, Fe, Al), были выбраны для этого исследования благодаря их прочным открытым структурам, включающим одномерные каналы квадратной формы с периодическим расположением мостиковых гидроксилов и фенольных колец, которые могут избирательно взаимодействовать с гостевыми молекулами 30,31 .Эти MOF имеют четко определенные размеры пор, то есть 7,4, 7,0, 6,8 и 6,5 Å для MFM-300 (M) (M = In, V, Fe, Al), соответственно, из-за различий в радиусах Центры M (III) и расстояния M-лиганда. В этом отчете все обсуждения размера пор принимают во внимание ван-дер-ваальсовы радиусы поверхностных атомов. Таким образом, MFM-300 (M) (M = Al, Fe, V, In) предоставляет отличную возможность исследовать узкую область размера пор от 6,5 до 7,4 Å, соответствующую размерам молекулярного поперечного сечения p- , o. -, и m- ксилол с потенциалом определить «золотую середину» для их разделения (рис.1). В частности, MFM-300 (M) (M = In, V, Fe) имеет размеры каналов, сравнимые с диаметром изомеров ксилола, тогда как размер пор для MFM-300 (Al) уже, чем м — и o -ксилол. Детальный структурный анализ показал, что в каждом материале MFM-300 размер пор периодически уменьшается на 0,2 Å у гидроксильных мостиков, образуя спиральный зигзагообразный 1D канал (рис. 1). Например, размер пор периодически изменяется от 7,4 до 7,2 Å вдоль оси c в MFM-300 (In).Это незначительное изменение размера пор может потенциально способствовать разделению посредством механизма кинетического молекулярного просеивания, особенно для изомеров ксилола с аналогичными размерами молекул (таблица 1). Геометрия различных пор в этих материалах показана на дополнительном рис. 1, при этом общая связность дает пористую трехмерную каркасную структуру с каналами квадратной формы. Фазовая чистота всех MOF и их стабильность по отношению к ксилолам подтверждена данными PXRD (дополнительный рис. 2). Нет заметных изменений кристалличности или пористости четырех образцов после воздействия и разделения ксилолов (дополнительные рис.2 и 3). Площадь поверхности по БЭТ всех использованных образцов была определена как ~ 1000 м 2 г -1 после отделения ксилола (дополнительная таблица 1). Распределение пор по размерам образцов MFM-300, определенное из данных изотермы (дополнительный рис.4), согласуется с расчетными значениями (рис.1), тогда как измерения ТГА подтверждают термическое разложение этих материалов MOF при температуре около 350 ° C (дополнительный рис. 5).
Рис. 1: Виды кристаллических структур MFM-300.a Спроецированный вид по оси c и виды одномерных каналов в MFM-300 (металл, фиолетовый; углерод, серый; кислород, красный; водород, белый), b видов MFM -300 (дюйм), c MFM-300 (V), d MFM-300 (Fe), e MFM-300 (Al).Размеры пор были получены с использованием программного обеспечения Material Studio на основе CIF MFM-300, определенных в экспериментах по дифракции рентгеновских лучей. Молекулярные структуры трех изомеров ксилола также включены для сравнения с размерами пор. Размеры пор: MFM-300 (Al) (6,5–6,3 Å), MFM-300 (Fe) (6,8–6,6 Å), MFM-300 (V) (7,0–6,8 Å), MFM-300 (In). (7,4–7,2 Å). MFM-300 (Al) имеет несколько более узкие поры, чем размеры o — и мкм -изомеров ксилола, как показано.
Таблица 1 Сравнение коэффициентов хроматографического разделения (α) для изомеров ксилола в различных MOF.Сборка и визуализация колонок для высокоэффективной жидкостной хроматографии (ВЭЖХ), заполненных MFM-300
Сканирующая электронная микроскопия (SEM) подтверждает, что все образцы MFM-300 имеют призматическую форму стержня (дополнительный рисунок 6). Морфология и однородность частиц сохраняются при измельчении в ступке (дополнительный рис. 7). Образцы порошка MFM-300 (M) (M = In, V, Fe, Al) были упакованы в колонки из нержавеющей стали (длина 15 см; 4.6 мм внутренний диаметр) под высоким давлением, чтобы свести к минимуму наличие пустот, снижающих эффективность колонки. Колонка, заполненная MFM-300 (In), была дополнительно исследована с помощью трехмерной рентгеновской визуализации (дополнительный рис. 8). Это подтверждает отсутствие макропустот на субмикронном уровне, и, таким образом, может быть достигнута очень компактная упаковка образца MOF во всей колонке, что идеально подходит для применений в динамическом разделении. Следует отметить, что края частиц MOF не видны на рентгеновских изображениях из-за плотной упаковки порошка.
Разделение с помощью ВЭЖХ эквимолярных
o , m и p -изомеры ксилолаУдержание изомеров ксилола в MFM-300 определяли с помощью экспериментов ВЭЖХ при комнатной температуре, где фиксировалось количество эквимолярной смеси (1: 1: 1) o -, m — и p -ксилолов вводили в колонку, и элюирование непрерывно контролировали с помощью ГХ до тех пор, пока все впрыснутые ксилолы не были извлечены из выхлопных газов (рис. 2). Влияние скорости потока и элюента на разделение ксилола систематически проверялось (дополнительные рис.9 и 10). n -Пентан был выбран в качестве элюента из-за его более низкой температуры кипения (36,1 ° C), чем ксилолы, и, таким образом, его можно легко рециркулировать. MFM-300 (In) с наибольшим размером пор (7,4–7,2 Å) в этой серии был испытан первым. Порядок элюирования: p- , o- , а затем m -ксилол и, что важно, m -ксилол предпочтительно удерживался по сравнению с двумя другими изомерами и может быть полностью изолирован от MFM-300 (In). . Со слегка суженными порами (7.0–6,8 Å), MFM-300 (V) и MFM-300 (Fe) оба демонстрируют селективность в отношении ксилола m- и демонстрируют тот же порядок размывания (т.е. p -, o- и затем м -ксилол). Однако при дальнейшем уменьшении пор до 6,5–6,3 Å MFM-300 (Al) проявляет низкую активность в отношении разделения ксилолов в тех же условиях. Пустоты в слое и времена удерживания в разных столбцах показаны на дополнительном рисунке 11 и в дополнительной таблице 2, соответственно. Коэффициенты разделения ( α i, j ; где i и j обозначают два компонента в смеси) были рассчитаны на основе хроматографических данных и сравнены с наиболее показательными MOF, о которых сообщалось на сегодняшний день ( Таблица 1).Примечательно, что исключительные коэффициенты разделения α м, p были получены для MFM-300 (V) и MFM-300 (Fe) (15 и 18 соответственно), что значительно превышает указанные для состояния — современные MOF, такие как 2.6, 1.1 и 2.7 для MIL-53 (Fe) 22 , UiO-66 (Zr) 32 и CD-MOF 33 соответственно. Интересно, что с лучшим разрешением пика на хроматограмме MFM-300 (In) и MFM-300 (V) демонстрируют взаимодополняющие селективности: MFM-300 (V) более эффективен для разделения o — и p -ксилолов , тогда как MFM-300 (In) может полностью различать м -ксилол и o -ксилол (коэффициент разрешения R m / o = 1.7). Таким образом, теоретически базовое разделение всех трех изомеров ксилола может быть достигнуто тандемным соединением этих двух колонок. Важно и важно, что почти полное разделение эквимолярной смеси o -, m- и p -ксилолов с комбинированными оптимальными факторами разделения и разрешением ( R m / o = 1,5 и R o / p = 1,1) наблюдалось из интегрированной колонки MFM-300 (In) и MFM-300 (V) (рис.2д). Было обнаружено, что последовательность тандемного связывания не оказывает заметного влияния на разделение.
Рис. 2: Хроматографическое разделение эквимолярной смеси o -, m — и p -ксилол в различных колонках.a MFM-300 (In), b MFM-300 (V), c MFM-300 (Fe), d MFM-300 (Al) и e две последовательно соединенные колонки, содержащие МФМ-300 (В) и МФМ-300 (В). Измерения проводились при 293 К.
Последовательность элюирования трех изомеров ксилола из MFM-300 (M) (M = In, V, Fe) следовала в том же порядке, и он отличается от всех ранее описанных MOF 21,22,23,27,33, 34,35,36,37 и COF 38 , где различные порядки элюирования наблюдались в разных системах, даже для изоструктурных систем MIL-53 / MIL-47 21,34 . При рассмотрении адсорбционных характеристик в случае адсорбента со щелевидными порами критическим является минимальный размер молекулярного поперечного сечения молекулы в одном измерении.В случае адсорбента с цилиндрическими порами необходимо учитывать минимальное круглое поперечное сечение молекулы в двух измерениях 39 . Размеры изомеров ксилола сравниваются в таблице 2. MFM-300 имеет поры квадратной / круглой формы, и, таким образом, для диффузии молекул ксилола через пористую структуру необходимо учитывать два минимальных молекулярных размера. Молекулярные размеры MIN-1 и MIN-2 молекул ксилола следуют в порядке возрастания: p -xylene = 3.810 × 6,618 Å < o -ксилол = 3,834 × 7,269 Å < м -ксилол = 3,949 × 7,258 Å. В случае кинетического молекулярного сита можно ожидать уменьшения скорости диффузии с увеличением размера субстрата. Это прекрасно согласуется с порядком элюирования, наблюдаемым в MFM-300 (M) (M = In, V, Fe), и, таким образом, очевидно, что диффузия изомеров ксилола по каналам MFM-300 жизненно важна для наблюдаемых процесс разделения.
Таблица 2 Сводка физических свойств трех изомеров ксилола 4,9 .Прорывное разделение эквимолярных
o -, m — и p -ксилоловПроцессы разделения в промышленности обычно проводятся в условиях потока. Мы стремились проверить динамическое разделение ксилолов в MFM-300 (M) (M = In, V, Fe) с помощью бинарных экспериментов по прорыву (дополнительные рисунки 12 и 13), которые позволили определить селективность сорбции в жидкой фазе (дополнительные Таблица 3). Материалы MFM-300 (M) (M = In, V, Fe) показали такой же порядок проскока, т.е.е., p, -, o — и затем m -ксилол, в соответствии с хроматографическими экспериментами. MFM-300 (V) продемонстрировал высокую селективность 3,0 для o — против p -ксилола и низкую селективность 1,1 для m — против o -ксилола. Напротив, MFM-300 (In) показывает плохое разделение o — против p -ксилола (S o / p = 1,3), но высокую селективность 3,5 для m — vs p -ксилол.Этот результат отлично согласуется с хроматографическими результатами, подтверждая их дополнительную способность к динамическому разделению ксилола. Эффект «сворачивания» 40,41 наблюдался во всех трех изученных адсорбентах и синхронизирован с прорывом м -ксилола, что указывает на то, что наиболее сильно адсорбированный ксилол м- может вытеснить первоначально адсорбировал p, -ксилол и o -ксилол из пор, что указывает на присутствие сильного связывания m- -ксилола в MFM-300.Поскольку этилбензол также является побочным продуктом каталитического риформинга сырой нефти, бинарное разделение этилбензола и ксилолов также было испытано для MFM-300 (M) (M = In, V, Fe) (дополнительный рисунок 13). Все три MOF позволяют отличить этилбензол от трех изомеров ксилола. MFM-300 (M) (M = In, Fe) показал тот же порядок прорыва, то есть p, -ксилол, этилбензол, o — и затем m -ксилол. Напротив, MFM-300 (V) показал несколько иную последовательность элюирования p -, o -, этилбензола и m -ксилола с плохим различением между o -ксилолом и этилбензолом.
Для дальнейшего исследования потенциала MFM-300 для практического разделения ксилола были проведены весьма сложные эксперименты с тройным прорывом с использованием эквимолярной смеси трех изомеров ксилола (рис. 3 и дополнительный рис. 14). При прокачивании сырья, содержащего эквимолярную смесь размером 15 мм и 50 мм, над колонкой, соответственно, все материалы демонстрируют четкое разделение и одинаковый порядок проскока (т. Е. p — < o — < m -ксилол) как выше. Подобный эффект «свертывания» также наблюдался, указывая на то, что три молекулы изомера ксилола конкурентно адсорбируются в порах, а также существует конкуренция между ксилолами и n -пентаном.Время прорыва сохраняется при использовании однокомпонентных растворов. Однако эффект «свертывания» исчез, что еще раз подтвердило, что молекулы ксилола в смесях конкурируют за одно и то же пространство внутри пор. Значения селективности были рассчитаны на основе этих трехкомпонентных кривых прорыва и сравнены с ведущими на сегодняшний день значениями MOF (рис. 4). Примечательно, что MFM-300 (In), MFM-300 (Fe) и тандемная колонка MFM-300 (M) (M = In, V) демонстрируют отличную селективность с рекордно высоким значением m — против p -ксилол селективность (S м / p = 3.0, 3.9 и 2.7 соответственно) в MOF. Тенденция селективности при более высокой концентрации 50 мМ соответствовала тройным кривым проскока для 15 мм.
Рис. 3: Тройные кривые прорыва для эквимолярных смесей смеси o -, m — и p -ксилол в разных колонках.a MFM-300 (In), b MFM-300 (V), c MFM-300 (Fe), d MFM-300 (Al) и e , две последовательно соединенные колонки в составе МФМ-300 (В) и МФМ-300 (В).Измерения проводились при 293 К. Сплошные символьные линии представляют тройные кривые прорыва, которые были выполнены путем подачи тройной эквимолярной смеси изомеров ксилола через неподвижный слой MFM-300. Незакрашенные символы — это кривые прорыва однокомпонентного вещества, которые были получены путем подачи однокомпонентного изомера ксилола через неподвижный слой MFM-300.
Рис. 4: Сравнение эффективности разделения в различных MOF.a Сравнение коэффициентов разделения, рассчитанных на основе хроматографических экспериментов; b сравнение данных селективности, рассчитанных по кривым прорыва.Коэффициенты разделения были рассчитаны на основе импульсных хроматограмм с использованием уравнения. (1) в разделе метода и селективности рассчитывались по тройным кривым проскока (уравнения (3) и (4)). Селективности, обозначенные звездочкой, были рассчитаны из экспериментов по многокомпонентной жидкофазной адсорбции. Подробная информация об условиях, приведенных в литературных примерах, представлена в дополнительной таблице 9.
Кинетический анализ поглощения ксилола в MFM-300
Для изучения влияния конкурентной адсорбции между изомерами ксилола и элюентом ( n -пентан) на селективность сорбции. , MFM-300 (M) (M = In, V, Fe, Al) дополнительно оценивали с помощью экспериментов по жидкофазной периодической адсорбции при 293 K с использованием однокомпонентных растворов трех изомеров ксилола (0.005–1,2 м) в n -пентане. Сравнение кривых поглощения для 15 мм растворов m , p и o -ксилола в n -пентане ясно показывает, что форма кинетических профилей сильно различается, особенно в начальной области низкого времени поглощения ( Дополнительный рис.15). Кинетический порядок: м -ксилол> o -ксилол> p -ксилол. Нормализованные кинетические профили были подобраны с использованием растянутой экспоненциальной модели (дополнительный рис.16; см. «Методы»). Очевидно, что адсорбция м -ксилола и o -ксилола соответствует растянутой экспоненциальной модели со значениями β ~ 0,76 и константой массопереноса м -ксилол выше, чем у o — ксилол. Значение для β ~ 0,76 указывает на то, что механизм адсорбции сочетает в себе поверхностный барьер и диффузию по порам 42,43 . Однако адсорбция p -ксилола имеет значение β , равное 1.6, который находится вне диапазона растянутой экспоненциальной модели, но может быть адаптирован к модели Аврами, которая подтверждает, что адсорбция p -ксилола ниже, чем o -ксилол. Другой механизм отражает увеличенную длину p, -ксилола по сравнению с o — и m -ксилола и является следствием транспорта молекул через нанопоры сложной формы (рис. 1). Адсорбцию p -ксилола на MFM-300 также можно рассматривать как линейную во времени (дополнительный рис.16) с графиком зависимости M t / M e от времени ( R 2 = 0,99) до 90 минут, когда количество адсорбированного очень близко (99%) к равновесному поглощению. Таким образом, очевидно, что существуют различия в кинетике адсорбции для трех изомеров ксилола с диффузией частиц через структуру пор и различными поверхностными барьерами, которые являются ключевыми факторами, которые влияют на разделение этих частиц на MFM-300. MFM-300 сохраняет свою селективность по ксилолу в широком диапазоне концентраций (дополнительный рис.17), а селективности, рассчитанные по данным адсорбции жидкости, следуют тем же тенденциям, что и в хроматографических и прорывных экспериментах.
Чтобы подтвердить способность поглощения изомеров ксилола в MFM-300, были записаны изотермы адсорбции паров чистых компонентов при 318 K (дополнительный рисунок 18). Изотермы адсорбции MFM-300 (M) (M = In, V) демонстрируют поведение типа I, что указывает на заполнение микропор молекулами ксилола. Изотермические поглощения трех изомеров ксилола аналогичны для MFM-300 (In) и MFM-300 (V) (2.75–2,87 ммоль г –1 и 3,45–3,88 ммоль г –1 , соответственно), что указывает на то, что наблюдаемые характеристики разделения в каждом случае в основном действуют через кинетический механизм. Напротив, MFM-300 (Al) показывает гораздо более высокое поглощение p -ксилола по сравнению с m — и o — ксилолом (0,82, 0,45 и 0,46 ммоль г -1 , соответственно). . Профили адсорбции соответствуют изотерме типа IV, явление, которое ранее наблюдалось при адсорбции p -ксилола в силикалите 44 , где подобие размеров адсорбата и порового канала приводит к такому поведению.Следует отметить, что эти изотермы адсорбции пара были измерены в условиях термодинамического равновесия в отсутствие конкурентной адсорбции. Однако характеристики жидкофазного динамического разделения отличаются и включают конкурентную адсорбцию смесей ксилолов и растворителя (т.е. n -пентан).
МД-моделирование
Среднеквадратичное смещение (МСД) центра масс для трех изомеров ксилола в MFM-300 (In) контролировали с помощью МД-моделирования (дополнительный рис.19, см. Дополнительные фильмы 1–3). Видно, что после начального локализованного движения постоянная сила начинает заставлять молекулы диффундировать по порам. Интересно, что перенос p -ксилола значительно быстрее, чем транспортировка m -ксилола и o -ксилола — при 5 пс, MSD p -ксилола намного выше. Эти результаты показывают, что энергетический барьер для молекул p -ксилола для диффузии внутри пор ниже, чем для m -ксилола и o -ксилола, что согласуется с приведенными выше результатами разделения и моделями кристаллической структуры ксилола-ксилола. заряженный MFM-300 (см. ниже).
Определение связывающих доменов для адсорбированных молекул ксилола в MFM-300
Разделение ксилолов с помощью хроматографических и прорывных экспериментов регулируется сочетанием кинетических и термодинамических факторов. Первый регулируется размером пор, тогда как последний опосредуется взаимодействиями связывания хозяин-гость и гость-гость внутри пор. Мы стремились определить связывающие домены для адсорбированных молекул ксилола в MFM-300 (M) (M = In, V, Fe, Al) с помощью синхротронных экспериментов по дифракции рентгеновских лучей на порошке (дополнительные таблицы 4-7, дополнительный рис.20). Все изомеры ксилола были успешно локализованы в порах квадратной формы MFM-300, а кристаллические структуры загруженного ксилолом MFM-300 с различными взаимодействиями хозяин-гость обуславливают их уникальные свойства разделения (рис. 5, дополнительные рис. 21–28). Ключевые расстояния взаимодействий хозяин-гость суммированы в Supplementary Table 8. Стоит отметить, что небольшое количество дискретных молекул воды-гостя также находится в поре, располагаясь близко к мостиковым группам -OH. Вероятно, это происходит из-за следовых количеств воды в ксилоле или растворителе или включения влаги во время работы с десольватированными образцами.
Рис. 5: Очищенные позиции ксилола в порах MFM-300 (In) и MFM-300 (V).Все структуры расшифрованы по данным PXRD высокого разрешения. a Вид структур MFM-300 (In) ( p -xylene) 1.00 , b MFM-300 (In) ( o -xylene) 0.50 , c MFM- 300 (дюйм) ( м -ксилол) 0,50 , d MFM-300 (V) ( p -ксилол) 0,50 , e MFM-300 (V) ( o -ксилол ) 0.50 , ф , МФМ-300 (В) ( м -ксилол) 0,50 . Атомы водорода в молекулах ксилола для ясности опущены (индий — магнетик; ванадий — зеленый; углерод — серый; кислород — красный; водород — белый). Π ··· π-взаимодействия между ароматическими кольцами молекул ксилола и лигандами выделены фиолетовыми пунктирными линиями; π ··· O взаимодействия между фенильным кольцом молекул ксилола и атомами кислорода карбоксильных групп в линкерах выделены бирюзовым цветом. Для загруженного ксилолом MFM-300 (In) заселенность узлов определяется как 0.50, 0,25 и 0,25 для p, -, o — и m -ксилола, соответственно. Для загруженного ксилолом MFM-300 (V) заполненность площадок определяется как 0,25, 0,25 и 0,25 для p -, o — и m -ксилола, соответственно.
Очевидное структурное искажение от I 4 1 22 до I 2 1 2 1 2 1 наблюдалось для MFM-300 (In) при загрузке p -ксилола. Интересно, что этот тип искажения в MFM-300 был предсказан 45 , но ранее не наблюдался.Адсорбированные молекулы p -ксилола расположены зигзагом вдоль оси c и наклонены относительно линкеров, что приводит к отсутствию заметных π ··· π взаимодействий хозяин-гость. Расстояние между фенильными кольцами линкера и молекулами гостя p -ксилола составляет 5,47 (5) Å, что указывает на чрезвычайно слабое связывающее взаимодействие между p -ксилолом и хозяином, соответствующее его быстрому элюированию. При загрузке o -ксилола в MFM-300 (In) на расстоянии 4 наблюдаются заметные π ··· π-взаимодействия между молекулами o -ксилола и фенильными кольцами на лигандах.25 (9) Å. В м MFM-300, нагруженном -ксилолом (In), π ··· π-взаимодействия хозяин-гость показывают расстояние 4,25 (1) Å. Кроме того, наблюдается заметное взаимодействие между фенильным кольцом молекул ксилола и карбоксильными атомами кислорода лигандов на расстоянии 4,57 (1) Å, 4,57 (1) Å и 3,77 (2) Å для p -, o — и m- ксилол соответственно. Таким образом, комбинация взаимодействий хозяин-гость способствует прочному связыванию m -ксилола, что приводит к его высокоселективному удерживанию и, следовательно, разделению в MFM-300 (In).
В MFM-300 (V), нагруженном p -ксилолом, ароматические кольца молекул p -ксилола и органических лигандов параллельны друг другу, образуя π ··· π-взаимодействия с расстоянием 3,98 (2 ) Å. Точно так же адсорбированная молекула o -ксилола выстраивается параллельно линкеру на расстоянии 3,75 (8) Å. Напротив, связывание m -ксилола с MFM-300 (V) отличается. Расстояние между ароматическими кольцами м молекул -ксилола и линкером равно 4.01 (8) Å, что указывает на образование π ··· π-взаимодействий от умеренного до слабого. Однако это дополняется сильным ван-дер-ваальсовым взаимодействием между ароматическим кольцом м молекулы -ксилола и карбоксильным атомом кислорода линкера на расстоянии 3,78 (1) Å. Точно так же MFM-300 (Fe) демонстрирует возрастающую силу π ··· π взаимодействий хозяин-гость в порядке p -ксилол, o -ксилол и m -ксилол с расстояниями между хозяином и гостем. фенильные кольца, убывающие по ряду (подробнее см. SI).Интересно, что MFM-300 (Al) демонстрирует сходные π ··· π-взаимодействия хозяин-гость для всех трех изомеров ксилола (3,74 (2), 3,53 (5) и 3,53 (8) Å для p- , o- ). , м (-ксилол соответственно), что соответствует его плохим характеристикам разделения в хроматографических экспериментах. Таким образом, эти загруженные гостем структуры MOF, полученные при адсорбционном равновесии хозяин-гость, напрямую рационализируют наблюдаемые отличные характеристики разделения материалов MFM-300 между изомерами ксилола.
Терагерцовое спектроскопическое исследование связывания MOF-ксилола
Сравнение терагерцовых спектров MFM-300 (In) без покрытия и нагруженного ксилолом подтверждает образование водородных связей между молекулами ксилола и гидроксильными мостиками (дополнительный рис.29). В MFM-300 (In) при нагрузке наблюдались два очевидных голубых сдвига ИК-полос (от 262 см −1 до 268 см −1 и 325 см −1 до 332 см −1 ). ксилолов. Первый относится к изгибному режиму карбоксильной группы, тогда как последний — к колебательному режиму мостиковых гидроксильных групп, что указывает на образование связывающих взаимодействий между гостевыми молекулами ксилола и карбоксильными / гидроксильными группами. Кроме того, появились три новые полосы при 433 см −1 , 437 см −1 и 484 см −1 , которые соответствуют адсорбированным m -, o -, p -молекулам соответственно 46 .
Таким образом, уточнение размера пор с разрешением субангстрема (7,4–6,3 Å с шагом 0,2 Å) в надежном MFM-300 (M) (M = In, V, Fe, Al) привело к точному различению и отличное хроматографическое разделение трех изомеров ксилола с исключительными коэффициентами разделения при комнатной температуре. Элюирование изомеров ксилола в MFM-300 (In, V, Fe) следует порядку p -, o — и m -изомеров и максимизирует разделение p — по сравнению с m . — смеси ксилолов.Тандемное использование колонок MFM-300 (In) и MFM-300 (V) последовательно позволило одновременно оптимизировать коэффициенты разделения и хроматографическое разрешение, что привело к эффективному разделению всех трех ксилолов. Эти хроматографические разделения полностью подтверждены и подтверждены бинарными и тройными прорывными экспериментами с использованием непрерывной подачи смесей ксилолов. Комбинация кристаллографических и спектроскопических методов была применена для исследования происхождения наблюдаемой селективности ксилола в этих материалах.Эти эксперименты показывают, что заметные различия в силе кооперативных супрамолекулярных связывающих взаимодействий с внутренней частью поры непосредственно ответственны за необычно сильное сродство связывания с m -ксилолом в материалах MFM-300. Таким образом, лежащие в основе процессы, определяющие низкоэнергетическое разделение изомеров ксилола, представляют собой сложный баланс размера пор, формы и химического состава в сочетании с кооперативными супрамолекулярными взаимодействиями внутри пор и эффектами кинетического молекулярного просеивания.
Стандарты проезжей части (английский)
| 10-23-13 | Пересмотренные стандарты проезжей части | memo1013.pdf |
| 07-23-13 | Пересмотренные стандарты проезжей части | memo0713.pdf |
| 06-04-13 | Пересмотренные стандарты проезжей части | memo0613.pdf |
| 05-22-13 | Пересмотренные стандарты проезжей части | memo0513.pdf |
| 01-16-13 | Пересмотренные стандарты проезжей части | memo0113.pdf |
| 08-22-12 | Пересмотренные стандарты проезжей части | memo0812.pdf |
| 06-14-12 | Пересмотренные стандарты проезжей части | memo0612a.pdf |
| 06-05-12 | Пересмотренные стандарты проезжей части | memo0612.pdf |
| 04-18-12 | Пересмотренные стандарты проезжей части | memo0412.pdf |
| 02-28-12 | Пересмотренные стандарты проезжей части | memo0212.pdf |
| 12-22-11 | Пересмотренные стандарты проезжей части | memo1211.pdf |
| 10-21-11 | Пересмотренные стандарты проезжей части | memo1011.pdf |
| 08-04-11 | Пересмотренные стандарты проезжей части | memo0811.pdf |
| 05-20-11 | Пересмотренные стандарты проезжей части | memo0511.pdf |
| 04-01-11 | Пересмотренные стандарты проезжей части | memo0411.pdf |
| 01-31-11 | Пересмотренные стандарты проезжей части | memo0111.pdf |
| 12-30-10 | Пересмотренные стандарты проезжей части | memo1210.pdf |
| 10-04-10 | Пересмотренные стандарты проезжей части | memo1010.pdf |
| 06-14-10 | Пересмотренные стандарты проезжей части | memo0610.pdf |
| 05-20-10 | Пересмотренные стандарты проезжей части | memo0510.pdf |
| 03-26-10 | Пересмотренные стандарты проезжей части | memo0310.pdf |
| 11-23-09 | Пересмотренные стандарты проезжей части | memo1109.pdf |
| 09-28-09 | Пересмотренные стандарты проезжей части | memo0909.pdf |
| 12-01-06 | Пересмотренные стандарты проезжей части | memo1206.pdf |
| 02-01-06 | Пересмотренные стандарты проезжей части (английский и метрический) | memo0206.pdf |
| 09-01-05 | Пересмотренные стандарты проезжей части (английские и метрические) | memo0905.pdf |
| 08-02-05 | Пересмотренные стандарты проезжей части (английский и метрический) | memo0805.pdf |
| 12-01-04 | Пересмотренные стандарты проезжей части (английские и метрические) | memo1204.pdf |
| 07-01-04 | Пересмотренные стандарты проезжей части (английский и метрический) | memo0704.pdf |
| 10-10-03 | Пересмотренные стандарты проезжей части (английские и метрические) | memo1003.pdf |
| 09-03-03 | Пересмотренные стандарты проезжей части (английские и метрические) | memo0903.pdf |
| 04-01-03 | Пересмотренные стандарты проезжей части (английский и метрический) | memo0403.pdf |
| 02-03-03 | Пересмотренные стандарты проезжей части (английский и метрический) | memo0203.pdf |
| 03-01-02 | Пересмотренные стандарты проезжей части (английский и метрический) | memo0302.pdf |
| 02-01-02 | Пересмотренные стандарты проезжей части (английские и метрические) | memo0202.pdf |
| 12-03-01 | Пересмотренные стандарты проезжей части (английские и метрические) | memo1201. |