Подбор заклепок
Заклёпка — один из простейших видов крепежа для создания неразъёмных соединений. В общем случае — это стержневая или трубчатая деталь, имеющая на одном конце опорную «закладную» головку определённой формы. Устанавливается в соединении, как следует из названия, методом клёпки (а также усадки, вальцовки, протяжки, взрыва).
По форме заклёпки можно условно разделить на несколько основных типов:
- Заклёпки с замыкающей головкой (бывают полнотелые, пустотелые и полупустотелые)
- Заклёпки с протяжкой (называют также — отрывные или вытяжные)
- Заклёпки резьбовые (также называют — гайки клепальные)
Исторически первыми были изобретены заклёпки с замыкающей головкой — поэтому они получили наибольшее распространение. Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.
По форме головки заклёпки с замыкающей головкой делятся на:
- Заклёпки с полукруглой головкой
- Заклёпки с потайной головкой
- Заклёпки с полупотайной головкой
- Заклёпки с плоской головкой (с бочкой)
Также конструктивно они отличаются наличием отверстия внутри заклёпки:
- Полнотелые заклёпки — отверстие отсутствует
- Пустотелые заклёпки — трубчатые — имеют сквозное отверстие
- Полупустотелые заклёпки — под развальцовку — имеют глухое отверстие
Заклёпки с замыкающей головкой могут быть изготовлены из разнообразных металлов и сплавов, которые хорошо поддаются пластической деформации.
Наибольшее распространение получили следующие материалы:
- Стали — в основном, используются пластичные высококипящие стали 03кп, 05кп, 08кп, 10кп, 15кп, 20кп
- Нержавеющие стали — аустенитные стали 12Х18Н9, 08Х18Н10, 03Х18Н11, 12Х18Н10Т
- Алюминиевые сплавы — наиболее применимы сплавы АД, АД1, алюминиево-магниевые сплавы АМг2, АМг5, АМг5П, АМг6, сплавы АМц, В94, В65, также используют дюралюминиевые сплавы Д1, Д16, Д16Т, Д18, Д18П, Д19П
- Латунные сплавы — в основном, сплав Л63
- Медь — марки МТ, М3
Заклёпки могут быть маркированы на головке — для последующей идентификации. Маркировка может быть выпуклой или вогнутой (клеймение).
Маркировка может быть выпуклой или вогнутой (клеймение).
Далее приведена таблица с принятой маркировкой основных материалов в виде точек или штрихов.
|
Алюминиевые сплавы |
Сталь |
Медь и латунь |
||||||
| В65 | Д18П | Д19П | АМг5 | АМц | АД1 | 20ГА | 10, 20, 12Х18Н10Т | М3, Л63 |
| без метки | без метки | без метки | ||||||
Правильная установка заклёпки предусматривает создание полной формы замыкающей головки и отсутствие при этом каких-либо избыточных зазоров и наплывов.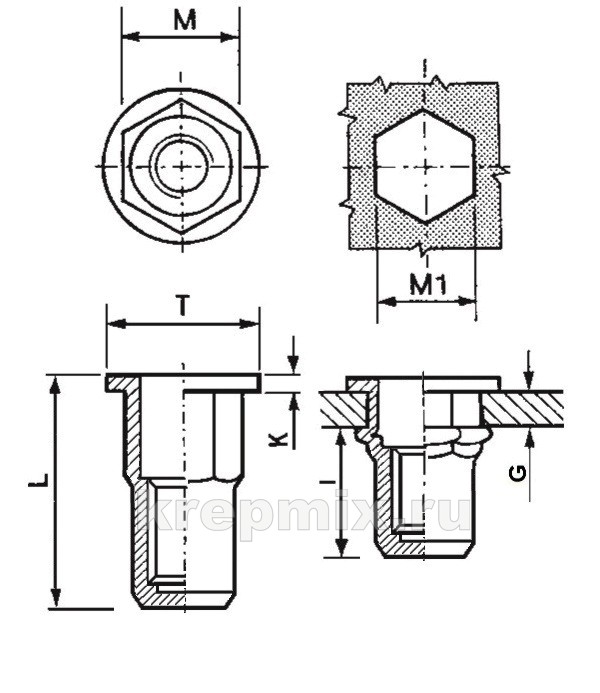
«Справочник конструктора-машиностроителя» под редакцией Анурьева В.И. предлагает пользоваться одной универсальной формулой для всех форм головок заклёпок. Здравый смысл подсказывает, что такой подход ошибочный — поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
| Конструкция заклёпки | Припуск «Н» для заклёпок без зазора | Припуск «Н» для заклёпок с зазором |
| H=1,2d | H≈1,2d+0,1S | |
| H=d | H≈d+0,1S | |
| H=0,6d | H≈0,5d+0,1S | |
| H=0,8d | H≈0,7d+0,1S | |
| H=d | ||
| H=1,2d | H≈1,1d+0,1S |
Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
- 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180
Например, нам необходимо склепать несколько листов общей толщиной 32 мм; склёпывать будем без зазора заклёпками с полукруглой головкой Ø6 мм (1-я конструкция в таблице).
d = 6 мм
S = 32 мм
H = 1,2d = 1,2 x 6 = 7,2 мм
Таким образом, необходимо использовать заклёпку с длиной стержня
L = S + H = 32 + 7,2 = 39,2 мм
Выбираем ближайшую длину из стандартного ряда — это 40 мм.
В итоге, мы выяснили, что для склёпывания пакета листов толщиною 32 мм нам понадобится заклёпка размера Ø6х40 мм.
Заклёпки с протяжкой изготавливают пустотелыми, с головкой на одном конце, внутрь заклёпки вставляется подвижный расширительный стержень, который при установке протягивается через заклепку, расширяет её, формирует вторую замыкающую головку и стягивает скрепляемые листы материала. После затяжки стержни обламываются или протягиваются полностью через заклепки.
Такие заклёпки часто называют отрывными или вытяжными — по технологии установки. Заклёпки с протяжкой в последнее время становятся всё более и более популярными. Это происходит по нескольким причинам:
- технологическая простота установки заклёпок;
- достаточно иметь доступ к монтажу только с одной стороны конструкции;
- не требуется поддержка заклёпки с обратной стороны;
- дешевизна и компактность инструмента для установки заклёпок;
- высокая производительность при установке заклёпок
- разнообразие видов заклёпок
Так как отрывные заклёпки пустотелые, то после установки внутри заклёпки остаётся отверстие, в которое можно проложить провода, установить другой крепёж — например, винты.
Выпускается также специальный тип водо- и газонепроницаемых заклёпок с протяжкой — глухие или герметичные заклёпки, после установки которых соединение получается герметичным.
Установка заклёпок с протяжкой осуществляется с помощью специального инструмента — пистолета для заклёпок — заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические и аккумуляторные электрические.
Материалы для заклёпок с протяжкой
Исходя из способа установки заклёпок с протяжкой, логичным представляется, что заклёпка в сборе состоит из двух материалов, и материал стержня должен быть прочнее, чем материал самой заклёпки — иначе как стержень разожмёт и спрессует заклёпку раньше, чем разрушится сам. В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
- Алюминиевая заклёпка + стальной оцинкованный стержень (на самом деле заклёпка сделана не из алюминия, а из алюминиево-магниевого сплава АМг, который может иметь различное процентное содержание магния (Mg): 1%; 2,5%; 3,5%; 5% — соответственно сплавы АМг, АМг2, АМг3, АМг5 — чем больше содержание магния (Mg), тем прочнее заклёпка) — обозначают Al/St
- Алюминиевая заклёпка окрашенная + стальной оцинкованный стержень (заклёпка сделана из алюминиево-магниевого сплава АМг, и снаружи окрашена порошковой краской в определённый цвет из цветовой раскладки RAL) — обозначают Al/St 0000, где 0000 — четырёхзначный номер цвета раскладки RAL
- Алюминиевая заклёпка + алюминиевый стержень (заклёпка и стержень сделаны из алюминиево-магниевых сплавов АМг, но с различным процентным содержанием магния — стержень прочнее) — обозначают Al/Al
- Алюминиевая заклёпка + нержавеющий стержень — обозначают Al/A2
- Нержавеющая заклёпка + нержавеющий стержень (и заклёпка и стержень изготовлены из нержавеющей стали, но различных марок, и стержень прочнее) — обозначают A2/A2 или A4/A4
- Медная заклёпка + стальной оцинкованный стержень — обозначают Cu/St
- Медная заклёпка + бронзовый стержень — обозначают Cu/Br
- Медная заклёпка + нержавеющий стержень — обозначают Cu/A2
- Стальная оцинкованная заклёпка + стальной оцинкованный стержень (заклёпка и стержень из стали, но различных марок и стержень прочнее) — обозначают St/St
Длину заклёпки с протяжкой можно определить с помощью следующей таблицы, в зависимости от толщины скрепляемых материалов (производитель настоятельно не рекомендует применять заклёпки для склёпывания материалов толщиною менее нижнего рекомендуемого предела и выше верхнего предела).
Резьбовые заклёпки, хотя и были изобретены почти одновременно с заклёпками с протяжкой, но широкое распространение получили только в последнее время.
Резьбовая заклёпка представляет собой гибрид пустотелой заклёпки и гайки, поэтому второе название таких заклёпок — гайки клепальные. Вообще-то единства в названии нет — называют также гайка-заклепка, заклепка с резьбой, заклёпочная гайка. Такой кавардак с названиями объясняется отсутствием стандарта ISO или DIN на данный вид крепежа. Конструктивная особенность клепальных гаек обуславливает их двойное назначение: с их помощью можно как склёпывать между собой листовые материалы, так и просто создавать точки резьбового крепления на тонкостенных элементах конструкции. Удобство установки заклёпок связано с отсутствием необходимости доступа с обратной стороны конструкции — так называемая «установка вслепую». При установке не повреждается уже обработанная поверхность детали, например, с покрытием, окраской.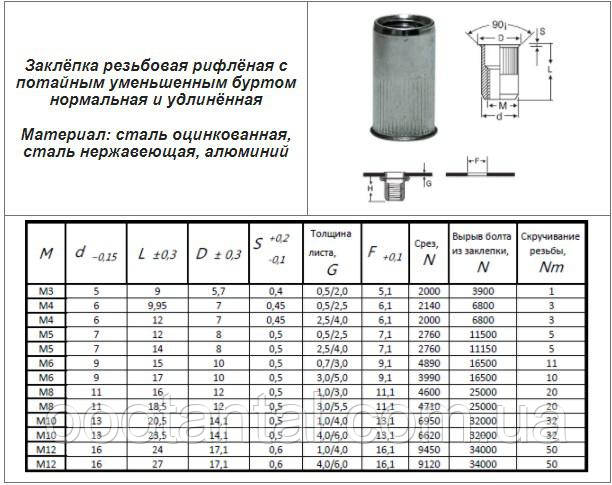
По форме бурта (головки) гайки клепальные делят на:
- с плоским цилиндрическим буртом (нормальным и уменьшенным)
- с потайным буртом (нормальным и уменьшенным)
По конструкции заклёпки резьбовые разделяют на открытые — со сквозным отверстием, и глухие — закрытые с одной стороны.
По форме наружной поверхности резьбовые заклёпки делят на:
- гладкие
- рифлёные
- шестигранные
- полушестигранные
Установка, как и в случае с заклёпками отрывными (вытяжными) осуществляется с помощью специализированного инструмента — щипцов для клепальных гаек — заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические.
Материалы для резьбовых заклёпокВ настоящее время европейские производители изготавливают резьбовые заклёпки из следующих материалов:
- Алюминиево-магниевые сплавы
- Сталь оцинкованная
- Нержавеющая сталь
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка. Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
ФИКС ТРЕЙД — Rivetec
ТЕХНОЛОГИЯ СБОРКИ И СКРЕПЛЕНИЯ МАТЕРИАЛОВ, С ИСПОЛЬЗОВАНИЕМ ЗАКЛЕПОЧНЫХ СОЕДИНЕИЙ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ —
На современном этапе развития промышленности при условиях высокой рыночной конкуренции основной проблемой успешного развития производства становится низкая автоматизация процессов, а как следствие, высокие затраты на единицу выпускаемой продукции, низкая рентабельность.
Технология односторонней установки современных вытяжных и резьбовых заклепок позволяет автоматизировать сборочное производство, монтажные работы, снижает затраты и время производства единицы продукции, при высоком качестве и надежности соединений, позволяет выпускать конкурентоспособную продукцию.
Технология односторонней клепки RIVETEC широко используется во всем мире в автомобильной, железнодорожной промышленности, самолетостроении, машиностроении, приборостроении и других производствах.
Основными преимуществами технологии RIVETEC являются:
- Высокая автоматизация процесса клепки;
- Односторонний доступ для постановки заклепки к скрепляемым материалам;
- Широкий выбор типоразмеров и материалов заклепочных соединений;
- Возможность скрепления любых материалов;
- Прочность, герметичность, виброустойчивость, надежность и долговечность получаемых соединений;
Технология RIVETEC включает в себя вытяжные, гаечные, винтовые заклепки, штифтовые соединения повышенной прочности, профессиональный заклепочный инструмент: механический, пневмогидравлический, аккумуляторный.
Краткие характеристики основных заклепочных соединений и некоторых моделей профессионального заклепочного инструмента, входящих в технологию RIVETEC, приведены в таблице 1.
Таблица 1. Краткие характеристики основных заклепочных соединений и некоторых моделей профессионального заклепочного инструмента RIVETEC
|
Название крепежного элемента |
Изображение |
Предназначение |
Возможные варианты |
Основные характеристики |
|
Вытяжные заклепки |
|
Скрепляют материалы. |
Диаметр от 2,4 до 16 мм. |
Толщина пакета скрепляемых материалов от 0,5 до 70 мм. |
|
Резьбовые заклепки |
|
Скрепляют материалы и одновременно устанавливают внутреннюю либо внешнюю резьбу. Доступ для установки с одной стороны. |
Резьба от М3до М16 |
Толщина пакета скрепляемых материалов от 0,5 до 8,0 мм. |
|
Штифтовые соединения |
|
Скрепление материалов. Создается неразъемное соединение высокой прочности, полная герметичность. Доступ для установки с двух сторон. |
Диаметр 5 — 25,4 мм. |
Толщина пакета скрепляемых материалов от 1,5 до 108,5 мм. |
|
Пневмогидр. заклепочники для установки вытяжных заклепок |
|
Устанавливают вытяжные заклепки. Диаметром от 2,4 до 8,0 мм, любой длины и материала. |
Вес: от 1,25 кг – до 2,6 кг. |
|
|
Пневмогидр. заклепочники для установки резьбовых заклепок |
|
Устанавливают резьбовые заклепки. От М3 до М16. |
Вес: от 2,2 кг – до 2,9 кг. |
|
|
Пневмогидр. инструмент для установки штифтовых соединений |
|
Устанавливают штифтовые соединения диаметром от 5,0 до 25,4 мм. |
Вес: от 1,9 кг – до 2,2 кг. |
|




Мы предлагаем весь модельный ряд заклепочников RIVETEC, а также все виды заклепочных соединений от ведущих мировых производителей. Мы имеем богатый опыт работы с крупными предприятиями, осуществляем гарантийное и послегарантийное обслуживание инструмента. Наши сотрудники прошли стажировку и аттестацию технического специалиста непосредственно на заводе RIVETEC в Чехии. Мы практикуем бесплатный выезд специалиста на производство для установки и наладки заклепочного оборудования. На нашем складе в Москве всегда имеется в наличии весь модельный ряд инструмента и расходные части. Инструмент и заклепки отвечают европейским стандартам качества, сертифицированы по госту РФ.
Мы имеем богатый опыт работы с крупными предприятиями, осуществляем гарантийное и послегарантийное обслуживание инструмента. Наши сотрудники прошли стажировку и аттестацию технического специалиста непосредственно на заводе RIVETEC в Чехии. Мы практикуем бесплатный выезд специалиста на производство для установки и наладки заклепочного оборудования. На нашем складе в Москве всегда имеется в наличии весь модельный ряд инструмента и расходные части. Инструмент и заклепки отвечают европейским стандартам качества, сертифицированы по госту РФ.
Технология уже завоевала признание на Российском рынке, это подтверждено нашими клиентами – крупными производственными и строительными компаниями России.
Мы будем рады сотрудничать с Вами!
Заклепки вытяжные и «под молоток». Особенности конструктивного исполнения. Применение
Клепка – это операция скрепления элементов конструкции с помощью заклепок. В результате формируется неразъемное сопряжение. Прибегают к клепке в определенных случаях. Например, если к надежности соединения деталей устройств, работающих под воздействием ударных и/или вибрационных нагрузок, предъявляются повышенные требования. Другой часто встречающийся вариант – когда скреплять элементы конструкции сваркой невозможно. И хоть заклепочное соединение активно стало применяться в эпоху промышленных революций, то есть начиная с середины XIX столетия, оно не утратило актуальность и в настоящее время.
Прибегают к клепке в определенных случаях. Например, если к надежности соединения деталей устройств, работающих под воздействием ударных и/или вибрационных нагрузок, предъявляются повышенные требования. Другой часто встречающийся вариант – когда скреплять элементы конструкции сваркой невозможно. И хоть заклепочное соединение активно стало применяться в эпоху промышленных революций, то есть начиная с середины XIX столетия, оно не утратило актуальность и в настоящее время.
Особенности
Классический вариант заклепки – это стержень с т.н. закладной головкой. Он вставляется в сквозные отверстия, проделанные в подлежащих скреплению деталей, после чего его выступающая часть подвергается деформации. Образовавшаяся по ее завершению головка, которую принято называть замыкающей, обеспечивает надежное соединение элементов созданной конструкции.
Закладная головка формируется на этапе производства заклепки. Такое технологическое решение обусловливает экономию человеческих ресурсов на проведение монтажа – ведь фиксация с одной стороны уже обеспечена без дополнительных затрат физических сил исполнителем.
Такое технологическое решение обусловливает экономию человеческих ресурсов на проведение монтажа – ведь фиксация с одной стороны уже обеспечена без дополнительных затрат физических сил исполнителем.
К диаметру стержня заклепки предъявляются следующие требования: он должен быть немного меньше, либо равным данному показателю отверстий в сопрягаемых элементах.
-
В первом случае сокращается время установки крепежа в подготовленные гнезда.
-
Во втором – степень подвижности соединяемых компонентов конструкции будет минимальной.
Для изготовления заклепок используется достаточно мягкий материал. Поэтому, чтобы изменить конфигурацию стержня, при клепании прикладывать значительные усилия не требуется. Особенно это заметно, когда соединение формируется с помощью ручного инструментария. Однако, и здесь не обошлось без исключений. В частности, заклепки, монтаж которых осуществляется при их нагреве, могут производиться из материалов, характеризующихся повышенной плотностью, например, из стальных сплавов. Такой подход актуален и в отношении более сложных крепежных деталей данного типа. Их конструкция также может включать стальные компоненты, как это имеет место у вытяжных заклепок.
В частности, заклепки, монтаж которых осуществляется при их нагреве, могут производиться из материалов, характеризующихся повышенной плотностью, например, из стальных сплавов. Такой подход актуален и в отношении более сложных крепежных деталей данного типа. Их конструкция также может включать стальные компоненты, как это имеет место у вытяжных заклепок.
Монтаж заклепки предполагает выполнение одного обязательного условия – деформирование ее тела (им может быть не только стержень, но и гильза). За счет такого изменения конфигурации образуется еще один выступ. Его прижим к фиксируемой поверхности обеспечивает скрепление объектов.
Схожий принцип действия характерен заклепочным соединениям всех разновидностей. Но, наряду с этим, схема работы и конструктивное исполнение разных заклепок отличается.
Виды заклепок
Рассмотрим более подробно лишь наиболее востребованные виды данных крепежных элементов.
Заклепки, выполненные в соответствии с требованиями ГОСТ 10299-80
Нормы, прописанные в ГОСТе 10299-80, регламентируют производство заклепок с цилиндрическим стержнем/ножкой, на одном конце которого располагается головка полукруглой формы.
Монтаж предполагает:
-
установку стержня в гнездо так, чтобы опорная поверхность шляпки вошла в плотное соприкосновение с сопрягаемым элементом конструкции;
-
противоположный конец стержня подлежит расклепыванию с помощью молотка. Выполнять эту операцию необходимо максимально равномерно. Тогда будет обеспечено надежное скрепление при отсутствии бокового смещения.
Чертеж исполнения заклепок по ГОСТу 10299-80
По степени точности размерные характеристики должны удовлетворять требованиям классов «B» и «C». Первый класс – это нормальная точность, а второй – грубая.
В табличной форме представлены значения, которые могут принимать параметры, отображенные на чертеже исполнения.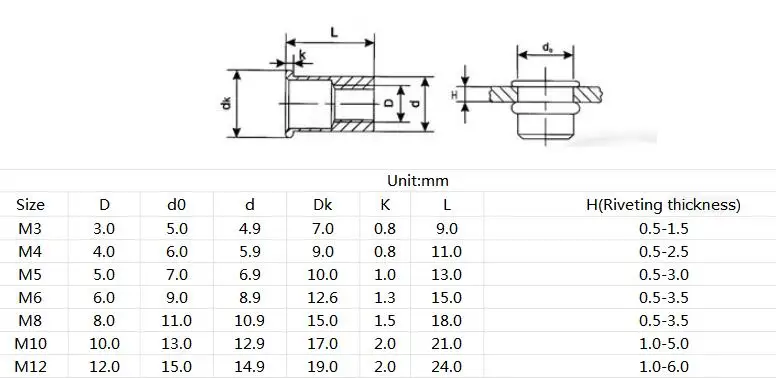 Единица измерения здесь и далее – миллиметры.
Единица измерения здесь и далее – миллиметры.
|
Диаметр стержня (обозначается литерой d) |
36,00 |
30,00 |
24,00 |
22,00 |
20,00 |
18,00 |
16,00 |
14,00 |
|
l |
10,00 |
8,00 |
6,00 | |||||
|
R |
27,80 |
28,70 |
18,70 |
18,30 |
15,40 |
13,80 |
13,00 |
11,40 |
|
r, не больше |
1,6 |
1,2 |
1,0 |
0,8 | ||||
|
Н |
24,0 |
20,0 |
16,0 |
13,0 |
12,0 |
11,0 |
9,5 |
8,4 |
|
D |
55,0 |
45,0 |
37,0 |
35,0 |
30,0 |
27,0 |
25,0 |
22,0 |
|
Диаметр стержня (обозначается литерой d) |
12,0 |
10,0 |
8,0 |
6,0 |
5,0 |
4,0 |
3,5 |
|
L |
6,0 |
4,0 |
3,0 | ||||
|
R |
9. |
8,30 |
7,50 |
6,00 |
4,70 |
3,80 |
3,40 |
|
r, не больше |
0,8 |
0,6 |
0,5 |
0,4 | |||
|
Н |
7,2 |
6,0 |
4,8 |
3,6 |
3,0 |
2,4 |
2,1 |
|
D |
19,0 |
16,0 |
14,0 |
11,0 |
8,8 |
7,1 |
6,3 |
 80
80
|
Диаметр стержня (обозначается литерой d) |
3,0 |
2,5 |
2,0 |
1,6 |
1,4 |
1,2 |
1,0 |
|
L |
3,0 |
1,5 | |||||
|
R |
2,90 |
2,40 |
1,90 |
1,60 |
1,40 |
1,20 |
1,00 |
|
r, не больше |
0,2 | ||||||
|
Н |
1,8 |
1,5 |
1,2 |
1,0 |
0,8 |
0,7 |
0,6 |
|
D |
5,3 |
4,4 |
3,5 |
2,9 |
2,5 |
2,1 |
1,8 |
Общая длина заклепки (параметр «L») изменяется в диапазоне min 2,0 мм; max 180,0 мм.
В таблице приняты такие обозначения:
-
литера «l» – удаленность места, в котором измеряется величина диаметра стержня, от опорной поверхности шляпки;
-
литера «R» – радиус полусферы шляпки;
-
литера «r» – радиус участка, в котором стержень переходит в нижнюю поверхность шляпки;
-
литера «Н» – высота шляпки;
-
литера «D» – диаметр головки.
Заклепки, выполненные в соответствии с нормами ГОСТ 10300-80
Госстандарт №10300, принятый в действие в 1980 году, регламентирует выпуск заклепок со шляпкой впотай.
Данный нормативный документ устанавливает одно исполнения крепежа этого типа.
В ниже размещенной табличной форме указаны величины рабочих характеристик заклепок со шляпкой впотай, утвержденные ГОСТом 10300-80. Обозначение размерных характеристик совпадает с принятым в предыдущей таблице. Символ «α*» – это угол усеченного конуса опорной поверхности шляпки.
Обозначение размерных характеристик совпадает с принятым в предыдущей таблице. Символ «α*» – это угол усеченного конуса опорной поверхности шляпки.
|
Диаметр стержня (обозначение литерой d) |
36,00 |
30,00 |
24,00 |
20,00 |
16,00 |
14,00 |
12,00 |
10,00 |
8,00 |
6,00 |
|
l |
10,00 |
8,00 |
6,00 |
4,00 | ||||||
|
r, не больше |
0,80 |
0,60 |
0,50 |
0,40 |
0,30 |
0,25 | ||||
|
α |
45° |
60° |
75° |
90° | ||||||
|
Н |
16,00 |
14. |
11,00 |
9,00 |
7,20 |
6,80 |
5,60 |
4,80 |
3,20 |
2,40 |
|
D |
49,00 |
41,00 |
36,00 |
30,00 |
24,00 |
20,00 |
17,00 |
13,90 |
10,30 | |
 00
00
Продолжение таблицы
|
Диаметр стержня (обозначение литерой d) |
5,00 |
4,00 |
3,00 |
2,50 |
2,00 |
1,60 |
1,40 |
1,20 |
1,00 |
|
l |
4,00 |
3,00 |
1,50 | ||||||
|
r, не больше |
0,20 |
0,10 | |||||||
|
α |
90° | ||||||||
|
Н |
2,00 |
1,60 |
1,20 |
1,10 |
1,00 |
0,70 |
0,60 |
0,50 | |
|
D |
8,80 |
7,00 |
5,20 |
4,50 |
3,90 |
2,90 |
2,70 |
2,30 |
1,90 |
Диапазон изменения длины заклепки (параметр L) со шляпкой под потай такой: минимум – 2,0 мм; максимум 180,0 мм.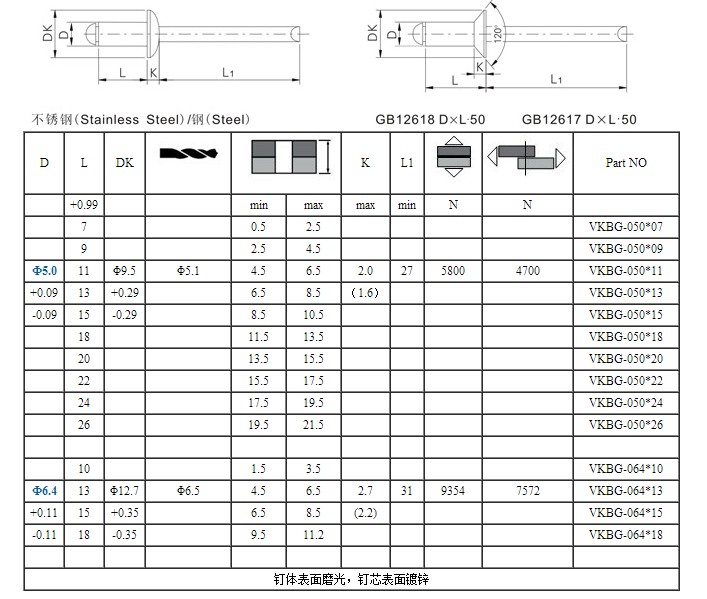
Применяются такие крепежные детали для формирования неразъемных соединений металлических пластин/тонких листов, когда проводить работы можно лишь с одной стороны. Конструкция вытяжной заклепки включает две части. Это:
Последний элемент имеет и другие названия: втулка, трубка либо тело заклепки. Именно ее диаметр определяет размер вытяжной заклепки. Отверстие в гильзе сквозное. Стержень, который выступает из втулки, по внешнему виду схож с гвоздем. В ходе монтажа он протягивается по полому телу заклепки. Выполняется эта процедура с помощью специального инструмента. Он имеет соответствующее сфере использования название – заклепочник.
Скрепление двух пластин с помощью крепежа данного вида включает ряд этапов.
Тело/втулка заклепки вставляется в заранее подготовленные в сопрягаемых элементах отверстия.
На стержень заклепки насаживается головка заклепочника до ее упора в буртик гильзы. Губки, входящие в конструкцию головки, крепко захватывают стержень.
Затем осуществляется протягивание стержня по полости тела/трубки заклепки. В итоге формируется надежное скрепление. После того, как тяговое усилие достигнет определенного уровня, стержень переламывается.
Нормирует производство вытяжных заклепок немецкий стандарт DІN 7337. Он устанавливает одно исполнение данного крепежа.
В таблице указаны значения отображенных на чертеже параметров.
|
Диаметр |
Параметр dk |
L1 |
d1, макс. |
k, макс. |
L | |||
|
d |
Мин. |
Макс. |
Мин. |
Макс. | ||||
|
6,4 |
6,25 |
6,48 |
11,6 |
13,4 |
27,0 |
3,9 |
2,7 |
25,0;20,0; 18,0;16,0; 12,0; 8,0 |
|
6,0 |
5,85 |
6,08 |
10,8 |
12,6 |
3,4 |
2,5 |
25,0;20,0; 16,0;14,0; 12,0;10,0 | |
|
5,0 |
4,85 |
5,08 |
8,7 |
10,5 |
2,95 |
2,1 |
50,0;45,0; 40,0;35,0 30,0;25,0 20,0;18,0; 16,0;14,0; 12,0;10,0 | |
|
4,8 |
4,65 |
4,88 |
8,3 |
10,1 |
2,0 |
25,0;20,0; 16,0;12,0; 10,0;8,0 | ||
|
4,0 |
3,85 |
4,08 |
6,9 |
8,4 |
2,45 |
1,7 |
25,0;20,0; 18,0;16,0; 12,0;10,0 8,0;6,0 | |
|
3,2 |
3,05 |
3,28 |
5,8 |
6,7 |
25,0 |
2,0 |
1,3 |
20,0;18,0; 16,0;12,0; 10,0;8,0; 6,0 |
|
3,0 |
2,85 |
3,08 |
5,4 |
6,3 |
20,0;18,0; 16,0;12,0; 10,0;8,0; 6,0 | |||
Использование заклепок с целью скрепления элементов создаваемой конструкции обеспечивает домашнего мастера следующими преимуществами:
быстрый монтаж. Исключение – крепежные детали данного типа, произведенные из твердых сплавов, и предусматривающие предваряющий установку нагрев;
элементы прочно фиксируются. При этом достигается плотный прижим;
можно скреплять заготовки, созданные из тонких металлических листов с минимальной степенью их деформации;
края монтажного гнезда защищены от воздействия коррозии. Объясняется это перекрытием расклепываемым металлом паза. Хоть реально процесс коррозии и наблюдается, но протекает он неинтенсивно.
В число преимуществ использования заклепок входит также их невысокая стоимость. Простота конструкции – вот основной фактор, обусловливающий меньшую цену этих деталей по сравнению, например, с теми же болтами.
Но и без недостатков здесь не обошлось. Назовем лишь наиболее очевидные.
Сформированное заклепками соединение является неразъемным. Для рассоединения компонентов конструкции нужно будет высверлить головку крепежного элемента либо срезать ее – в общем удалить доступным способом. То есть надежность скрепления затягивает процесс разборки.
При работе с современными моделями крепежа данного вида могут потребоваться специальные устройства, например, пневматический заклепочник. Такое приспособление, характеризующееся высоким качеством, стоит недешево. Поэтому приобретать его для разовой работы экономически нецелесообразно. Понимая это, многие домашние мастера продолжают использовать заклепки, так сказать, «классического» варианта исполнения.
Также существует, скорей не минус, а просто особенность заклепочного соединения. Его основное предназначение – неподвижное скрепление элементов конструкции. В принципе, ничто не мешает служить заклепке в течение некоторого времени в качестве оси. Но такое применение не соответствует заложенному в нее при разработке функционалу.
ЗаключениеВ заключение несколько слов о материале изготовления заклепок. Такие детали, созданные из алюминия, наряду с устойчивостью к коррозии, обладают вполне приличными прочностными характеристиками. Подобный крепеж из латуни нашел широкое распространение в сферах, связанных с монтажом токопроводящих компонентов, например, там, где нужно зафиксировать на щитках заземление. Заклепки из «нержавейки» применяются в оборудовании для пищепрома по причине гигиеничности этого материала. Кроме того, спектр их использования расширяют отличные антикоррозионные свойства. Медные заклепки обычно задействуются при обустройстве кровли, листы которой выполнены из такого же металла. Тогда не образуется гальваническая пара, и крыша прослужит долгие годы.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Как выбрать правильный размер заклепки
Несмотря на все достижения в методах крепления, таких как склеивание и затяжка, клепка по-прежнему является одним из основных методов, используемых в авиастроительной промышленности, а также в других отраслях легкой конструкции, где высокопрочный листовой металл не поддается сварке.
Есть несколько причин для использования метода клепки, среди которых низкая стоимость установки, более низкие требования к подготовке отверстий, высокая надежность, легкое и прочное соединение из-за небольшого веса, сопротивление усталости из-за высокой эластичности и долговечности.
Например, два куска листа толщиной 0,050 дюйма (1,27 мм) должны быть склепаны вместе. Подходящий диаметр заклепки будет 3 x 0,050 = 0,150 дюйма (3 x 1,27 = 3,81 мм).
Используется заклепка 5/32 дюйма (0,156 дюйма, 3,96 мм). Толщина металла составляет 0,050 + 0,050 = 0,10 дюйма (1,27 + 1,27 = 2,54 мм), а 1,5D составляет 0,234 дюйма (5,94 мм), поэтому общая длина должна быть 0,10 + 0,234 = 0,334 дюйма (1.27 + 5,94 = 7,21 мм) для заклепки.
См. Изображение ниже:
На практике для клепки, такой как ремонтная и ремонтная клепка, общим правилом является использование того же размера и типа головки, что и в соседней конструкции. Это будет соответствовать всем требованиям к прочности соединения.
Еще одна тема, связанная с заклепкой, — это подготовка отверстий.После выбора размера заклепки и размещения листов необходимо разметить отверстия для сверления.
Эти следы отверстий следует пробить кернером достаточно глубоко для начала сверления.
Если пуансон будет слишком твердым, отметка будет слишком большой, и металл будет искажен.
Диаметр сверла зависит от типа заклепки в отверстии:
Обратите внимание в таблице, что диаметр сверла примерно на три тысячи дюймов больше, чем размер заклепки.
Перед началом сверления важно проверить состояние сверла и правильно ли закреплен инструмент в патроне. Щелкните здесь, чтобы проверить состояние дрели.
После сверления удалите заусенцы из отверстия, не снимая фаски на краю отверстия.
Иногда листы могут двигаться или разрываться, в этих случаях вы должны использовать штифты для кожи или зажимы, так как они предотвратят столкновение двух отверстий и будут держать листы близко друг к другу, когда придет время клепать.
Связанная информация
Процесс сборки в авиакосмической отрасли Atlas Copco
Здесь мы представляем, как наши интеллектуальные инструменты и решения поддерживают весь процесс сборки в аэрокосмической промышленности, от сверления, крепления, затяжки, клепки и т. Д., с качеством, точностью, безопасностью, во время нескольких отверстий и винтов на самолет.
Подробнее
Тенденции в аэрокосмической отрасли
В будущем мегаполисов, усилий по обеспечению устойчивости и повышенной глобальной мобильности аэрокосмической отрасли необходимо удвоить объем производства, сохраняя при этом заоблачный контроль качества.С помощью дигитализации и интеллектуальных сетевых инструментов можно реализовать и полностью использовать производственные практики Индустрии 4.0.
Подробнее
Продукты для авиакосмической промышленности
Ручные дрели, системы клепки, модульные сверлильные агрегаты Advanced, отвертки, полный набор сборочных инструментов и решений для аэрокосмической промышленности.
Подробнее
Зачем нужно знать размеры вытяжных заклепок для вашего приложения
В 1934 году производитель самолетов обратился к компании George Tucker Eyelet Company с проблемой: можно ли разработать заклепку, которую можно было бы установить с одной стороны, особенно если не было доступа к другой стороне материала? Компания приняла вызов и разработала первую заклепку, названную так из-за хлопка, издаваемого во время установки.
Более 80 лет спустя вытяжные заклепки стали стандартом в огромном диапазоне приложений, проектов и отраслей. Также известные как глухие заклепки (а если они производятся брендом Stanley, заклепки POP®), вытяжные заклепки предлагают универсальность, прочность и простоту использования. Тем не менее, правильный размер заклепок имеет решающее значение для успеха приложения. Вот несколько факторов, которые следует учитывать при выборе размера заклепок:
Диаметр и размер отверстия
Диаметр является важным фактором при выборе правильной заклепки для вашего применения.Заклепка, слишком узкая для отверстия, может оставить зазор, что может увеличить напряжение сдвига или вызвать проблемы при установке; Кроме того, глухая головка может расширяться в пространстве между двумя деталями. Если заклепка слишком широка для отверстия, ее будет труднее установить, что приведет к плохой подгонке. Тщательно измеряйте размеры отверстий и никогда не вставляйте заклепку в любое место, диаметр которого не соответствует ее диаметру.
Длина корпуса
Длина корпуса — это общая длина заклепки (без головки).Он отличается от диапазона захвата (который будет объяснен далее), но является важным измерением при рассмотрении зазора на глухой стороне скрепляемого материала — слишком длинная заклепка может не поместиться должным образом или отрицательно повлиять на то, что находится за отверстием.
Диапазон захвата
Диапазон захвата — это толщина материала, который заклепка может эффективно закрепить. Если, например, вы склеиваете два куска металла толщиной в четверть дюйма, вам потребуется заклепка с минимальным захватом не менее полдюйма.При рассмотрении диапазона захвата рекомендуется, чтобы заклепка находилась не непосредственно на минимальном или максимальном уровне, а скорее между ними. Это обеспечивает прочность на сдвиг и растяжение и увеличивает срок службы установочного инструмента.
Размер головы
Заклепки с плоской головкой устанавливаются заподлицо с закрепляемым материалом. Головки заклепок находятся над материалом, а заклепки с большим фланцем развивают концепцию, охватывая большую площадь и обеспечивая дополнительные возможности крепления.Обратите внимание на размер головы, чтобы определить целостность, выступ и эстетическую ценность.
Правильная заклепка для работы
Определение правильного размера заклепок для работы — это шаг, который нельзя упускать из виду, но не менее важным является выбор правильного стиля заклепок для вашего приложения. Некоторые распространенные типы включают:
Заклепки с закрытым концом : Эти заклепки состоят из двух частей и обеспечивают большую универсальность, высокую устойчивость к вибрации и чистую установку.
Заклепки с открытым концом : Также называемые заклепками для гвоздей, заклепки с открытым концом отличаются от своих заклепок с закрытым концом тем, что не обеспечивают предохранительного уплотнения от утечки жидкости или пара.
Микро заклепки : Микро заклепки диаметром 2 миллиметра или меньше идеально подходят для небольших применений, таких как печатные платы и другие электронные устройства.
Заклепки с несколькими захватами : Эта опция обеспечивает более широкий диапазон захвата, чем стандартные заклепки, и позволяет обрабатывать отверстия большого и нестандартного размера.
Правильная оценка размера и типа заклепки, а также материала, из которого она сделана, максимизирует успех вашего применения и гарантирует, что заклепка выдержит суровые условия длительного использования.
Ключевые моменты
- Открытые заклепки, изобретенные в 1934 году, позволяют пользователям размещать заклепку с одной стороны материала.
- Размер отверстия, длина корпуса, диапазон захвата и размер головки должны быть правильно измерены, чтобы определить правильный размер заклепок. Заклепки
- Pop бывают разных стилей, включая закрытые, открытые, микро- и универсальные.
Факторы выбора заклепок POP® — инженерное крепление STANLEY®
Факторы выбора
На этом рисунке графически представлены факторы выбора глухой заклепки POP ® , описанные ниже.
Терминология / номенклатура заклепок
1. Размер отверстия
Размер отверстия может быть важным при клепке глухой. Слишком маленькое отверстие, конечно, затруднит установку заклепки.Слишком большое отверстие снизит прочность на сдвиг и растяжение. Это также может вызвать вздутие или разделение элементов, если заклепка расширится между ними, а не только на глухой стороне. (Лучшая практика — следовать предоставленным рекомендациям по размеру отверстий).
Избегайте заусенцев внутри и вокруг отверстий.
2. Диапазон захвата
Рекомендуемый диапазон толщины, в котором длина корпуса будет постоянно обеспечивать правильную настройку в отверстии указанного диаметра.
3. Ножницы
Нагрузка, приложенная к крепежу вдоль стыка стыка.
4. Растяжение
Нагрузка, приложенная к застежке по всей ее длине.
5. Прочность швов
Сначала определите значения растяжения и сдвига одинарного соединения, необходимые для данного применения. Это функции от общей прочности соединения, расстояния между крепежными элементами, материала корпуса заклепки и диаметра заклепки. Затем обратитесь к разделам «Сдвиг» и «Растяжение» в Руководстве по выбору заклепок на изделии и выберите заклепку марки POP ® , которая обеспечивает требуемые значения.Заклепки марки POP ® не сертифицированы для использования в аэрокосмических конструкциях, и такое использование не рекомендуется.
6. Толщина шва
Измерьте общую толщину соединяемых материалов. Это определяет необходимый «захват» выбранной заклепки. Вы должны выбрать заклепку с диапазоном захвата, который включает требуемую рабочую толщину. Помните, что недостаточная длина заклепки не позволит правильно сформировать вторичную головку в задней части работы.
7.Тип материалов
И заклепка, и скрепляемые материалы влияют на конечную прочность соединения. Как правило, материалы заклепок должны иметь те же физические и механические свойства, что и скрепляемые материалы, поскольку заметное несходство может вызвать разрушение соединения из-за усталости материала или гальванической коррозии.
8. Тип головы
Низкопрофильная куполообразная головка подходит для большинства применений. Однако, когда мягкие или хрупкие материалы крепятся к жесткому опорному элементу, следует учитывать большую фланцевую головку, поскольку она предлагает вдвое большую опорную поверхность.Если требуется гладкая поверхность, следует выбирать стиль с потайной головкой.
На этом рисунке представлены графические изображения факторов выбора заклепок, которые необходимо учитывать:
Большие сплошные заклепки: диаметр 1 / 2-1 3/4 дюйма.
Большие заклепки
Обзор крупных твердых заклепок — заклепки диаметром от 1/2 до заклепок диаметром 1-3 / 4
Jay Cee Sales & Rivet имеет большой складской запас больших массивных заклепок с различными типами головок заклепок, включая заклепки с круглой головкой, заклепки с плоской головкой и заклепки с потайной головкой.Позвоните нам сегодня, чтобы узнать обо всех ваших потребностях в заклепках и специальных крепежных деталях.
Заклепки с полукруглой головкой
Сплошные заклепки с круглой головкой доступны в различных материалах заклепок, включая алюминий и сталь.
Подробнее о заклепках с полукруглой головкой
| D | A | H | R | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Диаметр хвостовика | Диаметр головки | Высота головки | Радиус головки | Мин. | Макс. | Мин. (Базовый) | |||
| 1/2 | 0.500 | 0,520 | 0,478 | 0,875 | 0,938 | 0,844 | 0,406 | 0,375 | 0,443 |
| 5/8 | 0,625 | 0,655 | 0,600 | 1,094 | 1,157 | 1,063 | 0,500 | 0,469 | 0,553 |
| 3/4 | 0.750 | 0,780 | 0,725 | 1,312 | 1,390 | 1,281 | 0,593 | 0,562 | 0,664 |
| 7/8 | 0,875 | 0,905 | 0,850 | 1,531 | 1,609 | 1,500 | 0,687 | 0,656 | 0,775 |
| 1 | 1.000 | 1,030 | 0,975 | 1,750 | 1,828 | 1,719 | 0,781 | 0,750 | 0,885 |
| 1-1 / 8 | 1,125 | 1,160 | 1,098 | 1,969 | 2,063 | 1,938 | 0,891 | 0,844 | 0,996 |
| 1-1 / 4 | 1.250 | 1,285 | 1,223 | 2,188 | 2,282 | 2,157 | 0,985 | 0,938 | 1,107 |
| 1-3 / 8 | 1,375 | 1,415 | 1,345 | 2,406 | 2,500 | 2,375 | 1,078 | 1,031 | 1,217 |
| 1-1 / 2 | 1.500 | 1,540 | 1,470 | 2,625 | 2,719 | 2,594 | 1,188 | 1,125 | 1,328 |
| 1-5 / 8 | 1,625 | 1,665 | 1,588 | 2,844 | 2,938 | 2,813 | 1,282 | 1,219 | 1,439 |
Примечания: 1.Примерные пропорции
изготовленного профиля.
A = 1,75 x D
H = 0,75 x D
G = 0,885 x D
Примечание: не несет ответственности за ошибки в таблицах данных. Пожалуйста, свяжитесь с нашим отделом продаж, чтобы уточнить характеристики.
Заклепки с плоской головкой
Сплошные заклепкис плоской головкой доступны в различных материалах заклепок, включая алюминий и сталь.
Подробнее о заклепках с плоской головкой
| Номинал | D | A | H | |||||
|---|---|---|---|---|---|---|---|---|
| Диаметр корпуса | Диаметр головки | Высота головки | ||||||
| Макс. Мин. (Базовый) | ||||||||
| 1/2 | 0.500 | 0,520 | 0,478 | 0,875 | 0,938 | 0,844 | 0,281 | 0,250 |
| 5/8 | 0,625 | 0,655 | 0,600 | 1,094 | 1,157 | 1,063 | 0,344 | 0,313 |
| 3/4 | 0,750 | 0,780 | 0.725 | 1,312 | 1,390 | 1,281 | 0,406 | 0,375 |
| 7/8 | 0,875 | 0,905 | 0,850 | 1,531 | 1,609 | 1,500 | 0,469 | 0,438 |
| 1 | 1.000 | 1,030 | 0,975 | 1,750 | 1.828 | 1,719 | 0,531 | 0,500 |
| 1 1/8 | 1,125 | 1,160 | 1,098 | 1,969 | 2,063 | 1,938 | 0,610 | 0,563 |
| 1 1/4 | 1,250 | 1,285 | 1,223 | 2,188 | 2,282 | 2.157 | 0,672 | 0,625 |
| 1 3/8 | 1,375 | 1,415 | 1,345 | 2,406 | 2,500 | 2,375 | 0,735 | 0,688 |
Примерные размеры:
A — 1,75 x D
В — 0,500 х Г
D = Базовый диаметр стержня заклепки. Заклепки с плоской головкой не входят в стандартную комплектацию. Размеры головы могут быть изменены или изменены по сравнению с показанными.
Указанные выше размеры указаны, если не указан другой размер.
Примечание: не несет ответственности за ошибки в таблицах данных. Пожалуйста, свяжитесь с нашим отделом продаж, чтобы уточнить характеристики.
Заклепки с потайной головкой, цельные
Сплошные заклепкис потайной головкой доступны в различных материалах заклепок, включая алюминий и сталь.
Подробнее о заклепках с потайной головкой
| Номинальный размер или основной диаметр хвостовика | D | A | H | |||
|---|---|---|---|---|---|---|
| Диаметр хвостовика | Диаметр головки | Высота головки | ||||
| MAX | MIN | MIN | MAX | MIN | ||
| 1/2 | 0.500 | 0,520 | 0,478 | 0,936 | 0,872 | 0,260 |
| 5/8 | 0,625 | 0,655 | 0,600 | 1,194 | 1,112 | 0,339 |
| 3/4 | 0,750 | 0,780 | 0,725 | 1,421 | 1,322 | 0,400 |
| 7/8 | 0.875 | 0,905 | 0,850 | 1,647 | 1,532 | 0,460 |
| 1 | 1.000 | 1,030 | 0,975 | 1,873 | 1,745 | 0,520 |
| 1-1 / 8 | 1,125 | 1,160 | 1,098 | 2,114 | 1,973 | 0,589 |
| 1-1 / 4 | 1.250 | 1,285 | 1,223 | 2,340 | 2,199 | 0,650 |
| 1-3 / 8 | 1,375 | 1,415 | 1,345 | 2,567 | 2.426 | 0,710 |
| 1-1 / 2 | 1,500 | 1,540 | 1,470 | 2,793 | 2,652 | 0.771 |
| 1-5 / 8 | 1,625 | 1,665 | 1,588 | 3,019 | 2,878 | 0,831 |
| 1-3 / 4 | 1,750 | 1,790 | 1,713 | 3,262 | 3,121 | 0,901 |
ПРИМЕЧАНИЯ: 1. Приблизительные размеры. А — 1,81 х Г; H — 1,192 ((MAX A-D) / 2) 2. Острая кромка рассчитана на основной диаметр заклепки и 80-градусный прилегающий угол, увеличенный до острого угла.3. Головка неправильной формы с закругленными или плоскими краями, поскольку головки этих заклепок не подвергаются механической обработке или обрезке, окружность может быть несколько неровной, а края закругленными или плоскими. 4. Высота головы (H) указана только для справки. Изменения в этом размере контролируются диаметрами (A) и (D) и включенным углом головки.
Примечание: не несет ответственности за ошибки в таблицах данных. Пожалуйста, свяжитесь с нашим отделом продаж, чтобы уточнить характеристики.
Best Practices — Solid Rivets
Большое количество строителей получат множество возможностей отточить свои навыки клепки в ходе своего проекта.Это потому, что большое количество комплектов самолетов изготавливается из металла. У создателей этих самолетов будут буквально тысячи заклепок, которые нужно будет двигать, взламывать, заменять и, во многих случаях, тянуть.
Даже если вы не строите металлический самолет, вполне возможно, что вам удастся забить несколько заклепок. В любом случае это навык, которым должны обладать авиастроители, хотя бы на скромном уровне. Обладая этими базовыми знаниями и несколькими инструментами, практически любой авиастроитель может хорошо выполнить установку заклепок с небольшой практикой.Передовой опыт подразумевает, что делать это правильно, с правильными заклепками, установленными с правильным расстоянием и краевым зазором.
Типы заклепок
Существует множество различных типов заклепок, но лишь относительно немногие из них представляют интерес для авиастроителей-любителей, поэтому мы сосредоточимся на них и отсылаем вас к AC43.13-1B для получения дополнительной информации. многие типы заклепок, которые к нам не подходят. Заклепки, которые мы, вероятно, будем использовать, можно примерно сгруппировать в сплошные заклепки, вытяжные или глухие заклепки.Поскольку мы рассмотрели глухие заклепки в предыдущей статье, в этой статье мы сосредоточимся на твердых авиационных заклепках. Цельные заклепки бывают из разных металлов и сплавов, но наиболее часто используемые конструкторами-экспериментаторами изготавливаются из алюминия или монеля.
Заклепки из монеля
Заклепки из монеля имеют ограниченное применение, в основном, для соединения деталей из нержавеющей стали. Их также можно использовать для соединения титановых деталей. Эти металлы можно найти почти исключительно в области брандмауэра большинства самолетов.Они предпочтительны для этого применения, поскольку обладают достаточной огнестойкостью и имеют низкую склонность к коррозии при контакте с нержавеющей сталью или титаном. Монель имеет температуру плавления около 2400 ° F по сравнению с алюминием при 1040 ° F. Заклепки с универсальной головкой из монеля имеют обозначение MS20615. Размеры обозначаются суффиксом, например: -4M4, где первые 4 — это диаметр в 1/32 дюйма, M — для монеля, а последние 4 — для длины в 1/16 дюйма. Таким образом, 1/8-дюймовая заклепка из монеля длиной около дюйма будет обозначена как MS20615-4M4.Заклепки из монеля будет труднее забивать и изгибать, чем алюминиевые заклепки, из-за их более высокой прочности и тенденции к деформационному упрочнению.
Алюминиевые заклепки
Наиболее распространенные авиационные заклепки, известные как заклепки AD, изготавливаются из твердого алюминиевого сплава. Их легко узнать по небольшой ямочке в центре головы. Мягкие заклепки, изготовленные из чистого алюминия, называются заклепками «А», и у них нет такой выемки. Другие типы заклепок имеют другую маркировку, более подробно описанную в AC43.13-1B. Как правило, не используйте алюминиевые заклепки, у которых нет небольшой выемки в центре головки, за исключением очень особых обстоятельств. Спонсор выставки
Airshow:Алюминиевые заклепки AD бывают следующих основных конфигураций: с универсальной головкой (похожей, но не такой же, как с полукруглой головкой), обозначенной как AN470AD или MS20470, и заклепками с заподлицо или зенковкой, форма которых соответствует 100 отверстие с потайной головкой, обозначенное как AN426AD или MS20426. Длина и диаметр указаны в суффиксе, при этом первое число означает диаметр в 1/32 дюйма, а второе число — длину рукоятки в 1/16 дюйма.Заклепка AD с универсальной головкой диаметром 1/8 дюйма и длиной захвата 1/4 дюйма будет обозначаться как AN470AD-4-4 или MS20470-4-4. Более мягкие заклепки A будут обозначаться так же, за исключением того, что AD будет заменен на A.
В некоторых случаях могут быть доступны заклепки половинной длины, которые находятся на полпути между стандартными размерами. Например, если вам нужна плоская заклепка 3/23 дюйма и длиной 7/32 дюйма, вы можете заказать заклепку AN426AD-3-3.5. Конечно, вы также можете просто отрезать лишнюю длину более длинной заклепки, но в некоторых случаях может быть удобнее использовать заклепки половинной длины.Такие размеры часто бывает трудно найти, поэтому для определения источника могут потребоваться некоторые усилия.
Заклепки типа AD с увеличенным хвостовиком, иногда называемые заклепками «упс», доступны в ограниченных размерах для замены заклепок в поврежденных отверстиях. Упс возникает из-за того, что они часто используются для замены поврежденных заклепок или заклепок с плохим приводом, которые затем плохо высверливаются, что приводит к образованию отверстия слишком большого размера. Они доступны в ограниченных размерах с обозначением NAS1097.
Некоторые считают, что заклепки AD можно отжигать, чтобы их было легче забивать.Хотя верно то, что существуют определенные типы заклепок, которые можно отжигать, это не относится к заклепкам AD. Не пытайтесь подвергнуть заклепки AD отжигу или какой-либо другой термической обработке. Термическая обработка Т4, которую они используют, очень стабильна во времени и не может быть воспроизведена или изменена в полевых условиях.
На этом чертеже из руководства Glasair по сборке Sportsman показано, когда следует использовать выемки, а когда зенкование допустимо в соответствии с передовой практикой. Никогда не выполняйте зенковку, если толщина верхнего слоя недостаточно, чтобы полностью покрыть зенковку.
Правильная длина сплошной заклепки очень важна, потому что слишком длинная заклепка будет иметь тенденцию изгибаться, а не образовывать хорошую головку магазина, а слишком короткая заклепка образует слишком маленькую головку магазина. Для ясности, цеховая головка — это головка, которая формируется авиастроителем при установке заклепки. Это отличается от изготовленной головки, которая должна оставаться неизменной.
Типичный комплект металлического самолета будет включать заклепки разной длины. Оптимальная длина сплошной заклепки будет равна толщине соединяемого материала плюс открытый хвост, равный диаметру заклепки, умноженному на 1.5. Например, заклепка 1/8 дюйма должна иметь открытый хвост размером 1,5 x 0,125 дюйма или 0,188 дюйма. Если вы добавите это к двум листам алюминия 0,032 дюйма, вы получите общую длину 0,252 дюйма или около дюйма.
При правильном сжатии или забивании головка цельной заклепки должна составлять половину диаметра заклепки по высоте и в 1,5 раза больше диаметра заклепки по ширине. Это идеальные размеры головки магазина, но, как показывает таблица выше, существует довольно широкий допустимый диапазон этих размеров в соответствии с военными спецификациями.Таким образом, заклепку со слегка смещенной головкой нельзя заменять, если она не выходит за пределы этого диапазона. Aircraft Spruce и другие продавцы продают недорогие калибры головок заклепок, которые могут дать вам быстрое представление о том, как формируются головки вашего магазина заклепок. Через некоторое время датчик вам не понадобится, но он вам пригодится, когда вы только начнете.
Ручной соковыжималка хорошо работает там, где есть доступ к открытому краю. Однако если таких заклепок много, то пневматический отжим гораздо удобнее.Как установить заклепки
Заклепки необходимо сжимать или приводить (в основном) в форму с помощью любого из ряда подходящих инструментов. Классическими клепальными инструментами являются пневматический заклепочный пистолет и противооткатный стержень, но есть и другие варианты, по крайней мере, в определенных ситуациях. К ним относятся заклепочная рама и глухой молоток, ручной выжиматель заклепок или пневматический выжиматель заклепок. Какие бы инструменты вы ни использовали, процесс начинается с чистого отверстия в двух или более кусках металла или другого материала.Отверстие должно быть плотным, без заусенцев, чтобы не мешать соединению материала. В таблице указаны оптимальные и максимальные размеры отверстий для обычных заклепок. Если размер отверстия превышает максимальный, то необходимо просверлить отверстие до следующего большего размера и использовать более крупную заклепку.
Строитель RV-8 Эдди Роведдер демонстрирует обратную клепку на этой секции пола. Металлическая пластина, встроенная в столешницу его верстака, хорошо справляется с этой задачей. Головка фабрики поддерживается пластиной, а головка магазина образована задним заклепочником.
Пластина для заклепки, устанавливаемая на столешницу с ковровым покрытием. Это идеальная установка для склепки небольших деталей. Обратите внимание на заклепку, установленную в пистолете для заклепок.
Секция пола RV-8 идеально подходит для заклепки. Набор заклепок показан здесь в пистолете для заклепок.
В случае заклепок для заподлицо после сверления отверстие имеет потайную головку или углубление для установки промывочной головки. Решение о углублении или зенковке должно основываться на толщине каждого соединяемого куска материала.В некоторых случаях одна деталь может иметь ямочки, а другая — потайную. В этом случае зенковка должна быть достаточно большой, чтобы позволить листу с ямочками правильно войти в зенковку в другой детали, но не настолько большой, чтобы допускать любое движение листа с ямочками в потайном отверстии. Зенковки или ямки должны иметь размер не более 0,006 дюйма головки заклепки, выступающей над поверхностью или под ней. Само собой разумеется, что резак для зенковки необходимо держать перпендикулярно отверстию, чтобы получить ровную выемку для головки заклепки заподлицо.
После правильного просверливания и удаления заусенцев в отверстии для заклепки (и при необходимости с зенковкой) пора установить заклепку. Вставьте в отверстие заклепку нужного диаметра и длины. Многие строители любят закреплять заклепки клейкой лентой или синей малярной лентой. Это удерживает заклепку на месте и обеспечивает небольшую защиту головки заклепки и окружающего материала. В качестве альтернативы другие строители приклеивают ленту к концу набора заклепок.
Если необходимо установить ряд заклепок, рекомендуется сначала установить держатели листов Cleco в каждое третье отверстие, а затем начать с установки заклепки в середине прохода.Затем заклепайте каждый конец, а затем перейдите к точке посередине между серединой и одним концом. Постарайтесь сохранить узор, при котором вы всегда заклепываете середину между уже установленными заклепками. После этого снимите Clecoes и заполните эти отверстия. Это сохранит правильное выравнивание и предотвратит коробление, которое могло бы произойти, если бы вы просто начали с одного конца и продолжали двигаться.
Заклепочная лента (показана здесь) или синяя малярная лента помогает удерживать заклепки на месте и защищает кожу вокруг заклепок.Заклепки легче увидеть с помощью заклепочной ленты, но синяя малярная лента дешевле и работает достаточно хорошо.
При забивании или сжатии заклепок всегда держите инструмент перпендикулярно заклепке. Установите конец инструмента прямо на изготовленную головку и убедитесь, что другой конец поперечной планки установлен прямо на хвостовой части. Это предотвратит соскальзывание инструмента и повреждение заклепки и / или окружающего материала. Особое замечание для тех, кто работает вместе над заклепками: человек, держащий раскладывающую планку, должен сначала надавить на хвостик заклепки, чтобы человек, держащий заклепочный пистолет, знал, что он или она настроены на правильную заклепку.Только почувствовав это давление, заклепочник должен нажать на спусковой крючок заклепочного пистолета. Кстати, при использовании заклепочного пистолета вам понадобятся средства защиты органов слуха. Процесс очень громкий.
Заклепка с обратной заклепкой — популярный способ заклепки заподлицо. Этот метод предпочитают многие авиастроители серии RV. С помощью этого метода противооткатный стержень или противооткатная поверхность прикладывают к изготовленной головке, а набор заклепок ударяет по хвостовику заклепки. Этот метод предотвращает сильное повреждение обработанной поверхности обшивки самолета.Очевидно, это не сработает там, где доступ к хвостовику заклепки ограничен. Заклепки с универсальной головкой также могут быть приклепаны с помощью специальной противооткатной планки, но этот процесс гораздо менее распространен.
Пневматический отжим очень удобен для установки заклепок там, где есть доступ к кромке. Однако он ограничен глубиной горловины соковыжималки.
Клепальные инструменты
Отжимные устройства для заклепок очень хорошо работают при установке заклепок вблизи открытых краев, обычно в пределах нескольких дюймов от края материала.Ручные отжиматели хорошо подходят для нескольких заклепок, но пневматические отжиматели обеспечивают долгожданное облегчение для рук, если нужно сжать много заклепок за один присест. Пневматические соковыжималки бывают С-типа и типа аллигатора, причем С-тип гораздо более популярен из-за того, насколько легко с их помощью менять настройки.
Пневматические заклепочные прессы бывают двух типов. Здесь показан наиболее популярный тип «C». Также существует тип «А» или «аллигатор», но он встречается реже. Замена вилки на выжимателе заклепок позволит использовать его в различных ситуациях, когда зазоры диктуют тот или иной вариант.
Ручные заклепочные прессы хорошо подходят для многих применений, где есть доступ с края. Один левый имеет сменные хомуты, а другой сжиматель (вверху справа) имеет фиксированное хомут.
Альтернативой отжиму является заклепочная рама. Заклепочная рама с рабочей глубиной до двух футов позволяет выполнять работу вдали от края материала. Они особенно популярны для создания углублений на фюзеляже и крыльях перед установкой заклепок заподлицо.Заклепочная рама может быть активирована ударным молотком или пневматическим заклепочным пистолетом.
Рама с заклепками очень удобна для создания выемок на шкурах для плоских заклепок. Здесь используется рычаг с расположением выше центра. Другие используют набор заклепок, активируемых глухим молотком.
Когда ничего не помогает, пневматический заклепочный пистолет и противооткатный стержень обычно справляются со своей задачей. Эта часть процесса клепки требует наибольшего мастерства и практики, но почти каждый может научиться этому с некоторыми инструкциями и немного терпения.
Пневматический заклепочный пистолет с различными наборами заклепок для различных применений. Один в пистолете и большинство других предназначены для заклепок с универсальной головкой, а другой напротив пистолета — для заклепок заподлицо. Наборы изогнутых заклепок обеспечивают доступ в ограниченные пространства.
Опорные стержни используются для формирования головок цехов на заклепках с приводом. Различные формы будут работать для разных ситуаций доступа. Опорный стержень в верхнем левом углу изготовлен из карбида вольфрама.Поперечные планки из этого материала могут быть очень компактными из-за гораздо большей плотности металла. Обратной стороной является то, что они довольно дорогие. Это стоило 70 долларов.
Пистолеты для заклепок бывают разных размеров, поэтому важно, чтобы размер вашего пистолета соответствовал размеру заклепок, которые будут приводиться в действие. Как правило, двукратный пистолет идеально подходит для заклепок 3/32 дюйма и работает для заклепок 1/8 дюйма. Пистолет 3X идеально подходит для заклепок 1/8 дюйма, но также хорошо работает с заклепками 3/32 дюйма и незначительно с заклепками 5/32 дюйма. Это тот размер пистолета для заклепок, который рекомендует Ван.Если у вас на самом деле больше, чем очень мало 5/32-дюймовых заклепок, вам действительно понадобится 4-кратное ружье, но это вряд ли для большинства авиастроителей-любителей.
Помимо заклепочных пистолетов и прессов для заклепок, вам также понадобятся различные наборы заклепок и плашки. У ряда поставщиков авиационных запчастей и инструментов есть наборы этих инструментов, предназначенные для работы с наборами от различных производителей. Можно спорить о том, являются ли эти инструменты лучшими для работы, но они представляют собой хорошее место для начала работы для начинающего строителя.По мере продолжения проекта вы приобретете дополнительные инструменты и аксессуары для выполнения определенных работ. Различные форумы разработчиков могут быть очень полезны при принятии решения о том, что нужно делать для определенной работы.
Удаление заклепок
Заклепки, которые вышли не так хорошо, необходимо удалить. Начните с пробивки по центру головки заклепки (головки с углублением на ней). Затем медленно просверлите прямо в головку заклепки сверлом того же размера или немного меньше, чем то, которое использовалось для сверления исходного отверстия.Когда вы приблизитесь к точке, где заканчивается головка заклепки и начинается стержень, прекратите сверление и осторожно переместите сверло из стороны в сторону, чтобы сломать головку заклепки. Уловки: один — просверлить прямо в головку заклепки, а второй — остановить сверление до того, как вы попадете в стержень заклепки, где вы начнете увеличивать исходное отверстие. Лучше всего практиковать это на предметах, которые вы не используете в своем проекте. Как только вы почувствуете это, вы сможете сделать это, не повредив отверстие, но не пытайтесь в первый раз делать то, что хотите сохранить.
Занятия в AirVenture или выездные мастерские EAA Sportair — хорошее место для начала клепать. Все начинающие авиастроители должны посетить один или несколько из этих занятий, прежде чем приступить к работе над своим проектом. Не нужно спешить, чтобы начать свалку металлолома с настоящих комплектующих.
Выдвижная заклепка — функции, таблица размеров, снятие и применение
Вытяжная заклепка удерживает два материала вместе с усилием зажима. В этой статье вы узнаете о функциях вытяжной заклепки, таблице размеров заклепок, снятии вытяжной заклепки и ее применении.
Что такое заклепка?
Заклепки глухие, часто называемые вытяжными, представляют собой разновидность заклепок. Они используются, когда существует ограниченный доступ к задней стороне (слепой стороне) деталей или нет доступа к ним. В зависимости от области применения они могут заменять сварные швы, клеи, винты, гайки и болты.
Типичная заклепка состоит из двух основных частей; корпус заклепки (также известный как оболочка или шляпа) и установочный стержень (также известный как стержень). Заклепка вставляется в предварительно просверленное отверстие в материалах, которые будут соединяться.Пистолет для заклепок или другой инструмент захватывает оправку.
Функция выталкивающей заклепки
Первый этап установки заклепки начинается с просверливания отверстия в соединяемых деталях. Вставьте заклепку в просверленное отверстие и прижмите корпус к соединяемому материалу. Поместите на него заклепочный пистолет и вставьте оправку в корпус заклепки. Это вызывает расширение и захват деталей. После зацепления оправка защелкивается, постоянно удерживая заклепку на месте. Результат? Прочная и постоянная связь.
Установка завершается одним плавным тянущим движением. Необходимое усилие для установки зависит от размера заклепки и ее предполагаемого использования. Ручной инструмент выполняет мелкий ремонт или когда требуется установка всего нескольких заклепок. Пневматический или электрический инструмент обеспечивает более высокое тяговое усилие и больше подходит для производственных целей.
Таблица размеров заклепок
Выбор правильной заклепки начинается с определения диапазона ее захвата. Диапазон размеров захвата — это ширина склеиваемого материала.выберите правильную длину заклепки. Длина заклепки измеряется от нижней части головки до кончика стержня.
Длина заклепки должна быть равна толщине обоих скрепляемых элементов + 1,5 диаметра стержня застежки.
Latexpage]
[
C_r = \ frac {V_1} {V_2} = \ frac {v_ {r1}} {v_ {r2}}
]
Удаление заклепки
Удаление заклепки может показаться процесс сложный, но при соответствующем оборудовании он прост.Используйте сверло, чтобы протолкнуть крошечные заклепки через поверхность. Если сверление не может пройти сквозь сложную заклепку, отшлифуйте головку и просверлите ее. Без дрели снимите головку заклепки и протолкните ее по поверхности с помощью молотка и зубила.
Подробнее о каждом из этих методов.
Как просверлить заклепку
- Наденьте защитные очки и любые другие необходимые средства индивидуальной защиты (СИЗ).
- Вставьте дырокол в головку заклепки.
- Вставьте сверло, которое аккуратно входит в прорезь.
- Добавьте немного смазки на конец сверла.
- Установите сверло напротив выемки в центре заклепки.
- Сохраняйте низкую, но стабильную скорость, удерживая заклепку.
- Забейте заклепку сверлом по поверхности.
Как отшлифовать заклепку
- Наденьте защитные очки и любые другие необходимые средства индивидуальной защиты (СИЗ).
- Держите шлифовальный круг заклепкой параллельно поверхности.
- Запустите колесо и поместите болгарку напротив головки заклепки.
- Сделайте небольшую вмятину в верхней части заклепки.
- Смажьте сверло и просверлите отверстие в заклепке.
- Замените сверло на сверло того же размера, что и заклепка, и смажьте его.
- Вставьте сверло в пилотное отверстие и просверлите заклепку, чтобы вытолкнуть ее.
Как удалить заклепку с помощью молотка
- Вставьте тонкий конец долота под головку заклепки.
- Отломите головку заклепки, ударив по зубилу молотком.
- Поместите зубило напротив верхней части заклепки.
- Забейте долото до тех пор, пока заклепка не продвинется сквозь поверхность.
Применение заклепок «Pop Rivet»
Заклепки «Pop Rivet» иногда используются в деревообрабатывающей и ювелирной промышленности. Производственные приложения требуют тщательного определения размеров и выбора. Некоторые общие производственные применения:
- Крепление листов и профилированного проката.
- Крепление листового алюминия к конструкции самолета.
- Везде, где металлы плохо свариваются.
- Соединения внахлестку, примыкания и двойные крышки.
- Металлический мост, подъемные краны, бойлер и конструкция резервуара.
Установка или установка твердых заклепок
Сентябрь 2015 г. — Цель заклепочного соединения в общих чертах можно сформулировать как «соединение, удерживаемое заклепками с правильным приводом, которое максимизирует прочность и улучшает внешний вид соединения.Вы заметите в этом предложении два примечательных компонента — «увеличивает силу» и «улучшает внешний вид». Эти два условия не исключают друг друга, потому что, если выполняется одно условие, обычно следует другое.
Вот чего вы хотите достичь в готовом стыке:
- Куски материала плотно скреплены между собой
- Нет деформации материала
- Головка цеха заклепок, деформированная концентрически относительно своей первоначальной оси
- Головка цеха заклепок деформирована с правильными допусками
Трудности
Высокое давление заклепки.Если вы считаете, что деформация должна происходить при значении, превышающем предел текучести заклепки, вы можете рассчитать, что установочное усилие заклепки -3 (диаметр 3/32 дюйма) составляет порядка 345 фунтов и -4 (Диаметр 1/8 дюйма), вес 615 фунтов. Эта осевая сила должна быть приложена к заклепке, чтобы головка цеха концентрически выступала в форме гриба. Любой неаксиальный вектор силы будет скорее изгибать, чем расширять заклепку.
Это первая проблема.
Затем отдельные куски материала должны быть прочно скреплены друг с другом во время этого процесса отверждения, чтобы никакое промежуточное пространство не позволяло заклепке разбухать между материалами.
Наконец, нельзя позволить компонентам перемещаться относительно друг друга во время установки, или заклепка или силы, приложенные к заклепке, будут стремиться деформировать материал, а не заклепку.
Клепальные инструменты
Разработаны две процедуры клепки. Выжиматель заклепок представляет собой инструмент компрессионного типа, который прикладывает постоянное осевое усилие к заклепке, деформируя головку цеха. Пистолет для заклепок — это инструмент ударного типа, который обеспечивает повторяющиеся осевые ударные силы (например, молоток) для деформации и закрепления заклепки.
Чтобы использовать выжиматель заклепок , соответствующий штамп для заклепок (универсальный или заподлицо) устанавливается на заводской стороне выжимателя заклепок, а упорный (или заподлицо) штамп устанавливается на стороне заводской головки выжимателя (Рисунок 1 ).
Куски материала прочно скреплены друг с другом, а также прочно закреплены на верстаке или зажимном приспособлении, а выжимной пресс работает плавно и аксиально по отношению к заклепке, чтобы установить или деформировать цеховую головку. Очень важно начинать операцию обжима с заводской головкой заклепки как можно плотнее к материалу, позволяя отрегулировать ее на заводской головке заклепки (Рисунок 2).
РИСУНОК 1
РИСУНОК 2
Выжиматели для заклепок бывают разных типов. В обычных соковыжималках «с ручным управлением» или «с ручным управлением» используется рычажный механизм, дающий большое механическое преимущество губкам в обмен на большое перемещение рукояток. Этот сжиматель полезен для заклепок -3, а также может использоваться для заклепок -4, но большинству людей трудно достичь больших усилий руки для заклепки -4. В одном из вариантов ручного отжима используется сложное действие, которое увеличивает силы, действующие на заклепку, когда сжимающее движение достигает последней части своего хода, что позволяет относительно легко установить заклепку -4.
«Пневматические» выжиматели заклепок (рис. 3) похожи на ручные выжиматели, но в них используется пневматический пневмоцилиндр, обеспечивающий усилия, необходимые для закрепления заклепки.
РИСУНОК 3
Как уже говорилось, заклепочный пистолет использует ударную силу для закрепления заклепки. Для использования заклепочного пистолета в пистолет устанавливается соответствующий набор (Рисунок 4), который фиксируется удерживающей пружиной. Затем набор крепится к заводской головке, и заклепка приводится в движение серией ударных ударов из пистолета по ограничивающему противооткатному стержню, удерживаемому на заводской головке заклепки.Как заклепочный пистолет, так и противооткатный стержень необходимо удерживать так, чтобы ударные силы прикладывались к заклепке в осевом направлении (Рисунок 5).
РИСУНОК 4
РИСУНОК 5
Поскольку ударные силы прилагаются к заводской головке заклепки, ни в коем случае нельзя допускать, чтобы заклепочный пистолет и набор заклепок отрывались от заклепки. Если позволить комплекту «отойти» от заклепки во время последовательных приводов, это гарантирует деформацию заклепки, материала или того и другого.По этой причине метод заклепочного пистолета следует рассматривать как операцию, выполняемую двумя людьми; один управляет пистолетом, а другой держит перекладину.
Опять же, очень важно, чтобы операция начиналась с набора заклепок, плотно прижимающих заводскую головку к материалу, и чтобы давление раскладывающего стержня на заклепку увеличивалось по мере затягивания заклепки.
Сила удара заклепочного пистолета контролируется: 1. Регулировкой регулятора подачи воздуха на подачу воздуха к пистолету, и 2.Пощекотав спусковой крючок пистолета. Хороший пистолет позволит вам контролировать небольшие удары, постукивания, постукивания с небольшим отклонением спускового крючка, а затем вы можете усилить отдачу за счет дальнейшего увеличения давления на спусковой крючок. Я обнаружил, что если я могу начать установку заклепки (обеспечив соблюдение всех условий) с нескольких начальных легких нажатий, то остальная часть процесса будет легко достигнута. Избегайте чрезмерного затягивания заклепки при первом ударе.
Между оператором пистолета и человеком, держащим перекладину, должна быть установлена сигнальная система.(См. Код на рисунке 6.)
РИСУНОК 6
Обратная клепка
Обратите внимание, что в приведенном выше описании установки заклепок с помощью заклепочного пистолета удар набора заклепочных пистолетов всегда был направлен на заводскую головку заклепки. Вы также легко поймете, что любая неисправность процесса может повредить заводскую головку заклепки или окружающий ее материал. Процесс обратной клепки меняет эту процедуру. Теперь набор заклепочных пистолетов прикладывается к цеховой головке заклепки, а заводская головка поддерживается на стальной пластине (рис. 7) или раскряжевочной балке.Обычно это применимо к заклепкам заподлицо (AN426), но заклепки с универсальной головкой (AN470) также могут приводиться в движение таким же образом, просверлив отверстие в задней пластине и вставив в это отверстие правильную матрицу с универсальной головкой. Перед забиванием убедитесь, что заклепка правильно отцентрирована на матрице. Это дает гораздо больше уверенности в достижении эстетически приятной поверхности для вашего проекта.
РИСУНОК 7
Какой метод использовать
Ваш выбор установки твердых заклепок будет зависеть от вашей уверенности в каждом из вышеперечисленных методов.Во многих случаях выбор или метод будет зависеть от физических ограничений или условий сустава. Если возможно, я выберу тот, который дает мне максимальный контроль над желаемыми целями, указанными выше. Следовательно, в моем мире мой выбор будет следовать этой иерархии:
- Соковыжималка пневматическая
- Соковыжималка
- Установка заклепочного пистолета с обратной заклепкой на головку цеха заклепки
- Пистолет для заклепок с установкой на заводскую головку заклепки
При наличии терпения и практики все вышеперечисленные методы дадут отличные результаты.Использование заклепочного пистолета для установки заклепок является наиболее сложной задачей. Конструктивная стратегия состоит в том, чтобы выкладывать 20 отверстий под заклепки в подручных материалах и забивать эти 20 заклепок каждый день в течение 10 дней. Это простое упражнение вызовет уровень уверенности, необходимый для продолжения вашего проекта.
Заклепки с дефектом
Неисправные заклепки необходимо заменить. Неисправные заклепки появятся в результате:
- Неправильный диаметр и / или длина заклепки. Помните, что возможна деформация материала, если диаметр заклепки больше 5.В 5 раз тончайший материал шва. Длина заклепки очень важна. Длина заклепки, выступающей через соединение, должна быть в 1,5 раза больше диаметра заклепки. Когда заклепка установлена, головка магазина должна иметь диаметр 1,5 от первоначального диаметра заклепки, а ее глубина должна быть не менее 0,5 диаметра заклепки. (См. Рисунок 8).
РИСУНОК 8
- Заклепка «сброшена». Если длина заклепки, выступающей из материала стыка, больше 1.В 5 раз больше своего диаметра, и особенно если установочные силы не являются идеально осевыми, стержень заклепки будет иметь тенденцию изгибаться, а не концентрически деформироваться.
- Заклепка забита под наклоном. Если силы, приложенные к заклепке во время установки, не являются осевыми, части материала соединения будут иметь тенденцию перемещаться относительно друг друга.
- Расстояние между материалами стыка. Во время схватывания к стыку необходимо приложить зажимные усилия. Любое пространство между соединительными материалами приведет к разбуханию заклепки в этом месте, и соединение потеряет свой компонент прочности соединения на сдвиг, связанный с трением.
- Поврежденная головка заклепки или материал из-за того, что комплект заклепочного пистолета «оторвался» от заклепки во время процесса установки.
- Трещины заклепок от затвердевания материала. Заклепки категории AD следует забивать в течение двух-трех секунд. По мере того как эти заклепки забиваются, материал затвердевает. Если видны трещины заклепок, прочность соединения нарушена.
Проверка приводных заклепок
Как указывалось ранее, каждая заклепка является проблемой и заслуживает проверки, чтобы подтвердить ее пригодность.Помимо проверки вышеупомянутых дефектов, вы захотите узнать, соответствует ли он критериям допуска по размеру, указанным в пункте 1 выше. Вам следует построить простой калибр (рисунок 9), который позволит быстро и легко подтвердить правильные установочные размеры.
РИСУНОК 9
Рассмотрим заклепку -4 (т.е. диаметром 1/8 дюйма). Головка установочного магазина должна быть в 1,5 раза больше диаметра или 3/16 дюйма, а ее высота должна быть в 0,5 раза больше диаметра или 1/16 дюйма. На рисунке 9 показан простой калибр с просверленным отверстием № 11 (чуть больше 3/16 дюйма) и толщиной 1/16 дюйма (или 0.063 дюйма), что даст вам требуемые параметры. Это отверстие должно точно подходить к установленной заклепке, а высота заклепки должна быть примерно равна толщине материала калибра. Точно так же для заклепки диаметром 3/32 дюйма калибровочное отверстие должно быть примерно 0,144 дюйма или сверлом №27, а толщина должна быть примерно 0,050 дюйма.
Удаление дефектных заклепок
Чтобы удалить неисправную заклепку, выполните следующие действия:
- Просверлите отверстие (такого же размера, как у оригинала) в головке заклепки, используя углубление для заклепки, чтобы найти центр.Просверлите только головку (универсальную или заподлицо).
- Вставьте пробойник в отверстие и подденьте головку.
- Поддержите материал с обратной стороны и с помощью пробойника вытолкните оставшийся стержень заклепки.
- Замените заклепку на заклепку того же размера и типа, что и исходная заклепка, при условии, что отверстие не было увеличено.
Я считаю, что он работает примерно в 50% случаев. Если произошло набухание заклепки между материалами соединения или если отверстие просверлено не точно в центре заклепки, этого просто не произойдет.И единственное решение — просверлить заклепку прямо и бороться с большим отверстием.
Заклепки увеличенного размера
Заклепки с большим хвостовиком (NAS1097AD-4) доступны с размером головки, таким же, как у AN426-AD-3, но с диаметром хвостовика 1/8 дюйма. Если отверстие становится слишком большим, просверлите его еще раз сверлом №30 и установите одну из этих заклепок.
Мягкие заклепки
В случаях, когда металлические материалы, такие как алюминий или сталь и стекловолокно, соединяются заклепками, установочные силы заклепок AD (прочность на разрыв 36 000 фунтов на квадратный дюйм) будут иметь тенденцию к раздавливанию стекловолокна.Более мягкие заклепки категории «А» (предел прочности на разрыв 16 000 фунтов на квадратный дюйм) помогут решить эту проблему. (AN426A и AN470A.)
На этом наш взгляд на установку (или установку) твердых заклепок завершен. В следующей статье мы рассмотрим использование глухих заклепок при строительстве самолетов любительской постройки.