ЗОЛА-УНОС – Продукция – ООО «Алтай-СУЭК»
Золошлаковые материалы
Реализация золы-уноса и шлака
Зола унос — тонкодисперсный материал, образующийся на тепловых электростанциях в результате сжигания углей в топках котлоагрегатов и собираемый золоулавливающими устройствами.
Сфера применения золы
Сегодня Зола уноса широко применяются во многих сферах, но основное направление – это строительство. Добавляют золу уноса в цемент, в бетон, в цементные растворы. В строительной сфере уже существуют различные добавки, в том числе и минеральные, в бетон, в цемент и цементные растворы, но золошлаковые материалы (золошлак и зола уноса) по цене и качеству гораздо превосходят другие виды минеральных добавок.
1. Золы сухого улавливания (электрофильтровую золу- золу уноса) можно применять в качестве самостоятельного вяжущего, а также как активную добавку к неорганическим и органическим вяжущим веществам.
o Золу уноса рекомендуется применять для изготовления: товарных бетонов, классом от В15 до В35; высокопрочных бетонов, классом от В40 до В80; растворов строительных от М50 до М200.
o Зола может быть использована при производстве: монолитных и сборных железобетонных изделий; конструкций из тяжёлого, лёгкого и ячеистого бетона; изделий с хорошей и ровной лицевой поверхностью, не требующей дополнительной отделки; бетонов с повышенной коррозионной и гидротермической устойчивостью, пониженной водонепроницаемостью и практически безусадочностью.
o Зола в соответствии с ГОСТ 31189 применяется при изготовлении сухих строительных смесей, которые используются при строительстве, реконструкции, ремонте зданий и сооружений.
o Зола уноса, в соответствии с ГОСТ 31108, применяется при изготовлении цементов.
2. В дорожном строительстве (при сооружении земляного полотна, для устройства укрепленных оснований, для возведения насыпей, для устройства дорожных одежд).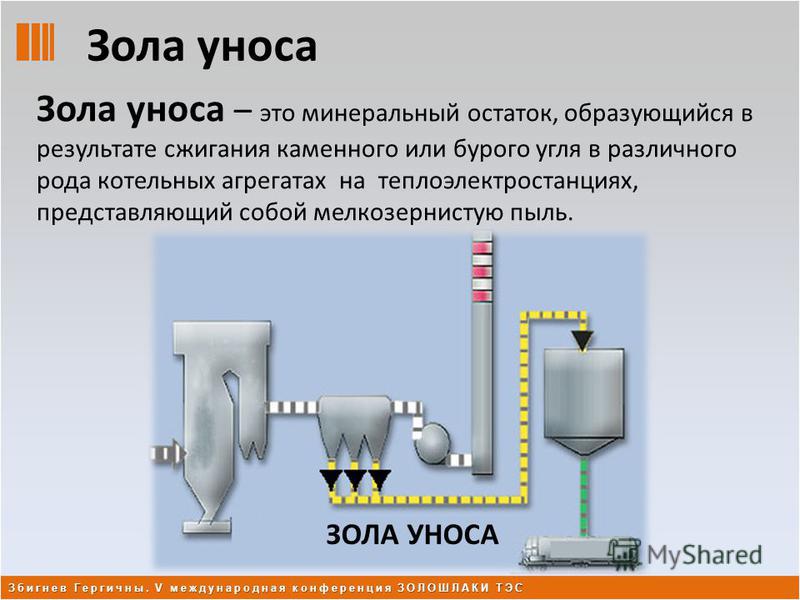
3. При стабилизации грунтов: укрепление слабых грунтов (пески, торфяники), как добавка к вяжущим в целях их экономии при укреплении грунтов.
4. В асфальто- и цементобетонах (в качестве заполнителя и минерального порошка в асфальтобетонах).
5. Для гидротехнических насыпных сооружений.
6. В качестве сырья для химической промышленности (получение из зол Al2O3, Fe2O3, TiO2, K2O, Na2O, P2O5, U3O3, V и Ge).
7. Добавка к глине при изготовлении кирпича, черепицы и т.п (Использование золы в качестве выгорающих и отощающих добавок при производстве кирпича позволяет повысить массообменные характеристики сырца и ускорить процесс сушки с одновременным снижением расхода топлива (до 20 … 40 %), повысить прочность кирпича и снизить процент брака после его сушки и обжига. В силикатном производстве кирпича достигается значительная экономия извести (до 20 %) при одновременном повышении прочности сырца и самого кирпича после термообработки).
8. Золы уноса используются в сельском хозяйстве, как удобрение.
9. Золы уноса используются в литейном производстве.
10. Золы уноса обработанные силикагелем используются для удаления с поверхности воды мазута или остатков кислот, а также для быстрого высушивания шламов и других направлениях.
Основные характеристики золы-уноса:
Насыпная плотность, кг/м3, не более | 2000 |
Истинная плотность, г/см3, не более | 3 |
Остаток на №008, % по массе, не более | 20 |
Остаток на сите с размером ячеек 45 мкм, % по массе, не более | 15 |
Удельная поверхность, м2/кг, не менее | 200 |
Потеря массы при прокаливании, % (по массе), не более | 5 |
Равномерность изменения объема (кольца Ле-Шателье)*, 22, не более | 10 |
Нормальная густота цементного теста (водопотребность)*, % | 22-36 |
* с использованием цемента с добавкой 30% золы-уноса
Наверх
Зола уноса и её уникальные свойства
Состав золы уноса
Качественная термоактивированная зола уноса содержит большое количество высокоактивных (аморфных) оксидов алюминия и кремния, которые представлены в виде слабоспечёных пористых агломератов. Также в состав входят оксиды железа, магния, кальция, титана, калия, натрия и другие вещества. Если говорить о золе, полученной из бурых углей Подмосковного угольного бассейна, то она почти не содержит свободного оксида магния и пережжённого оксида кальция, которые отрицательно влияют на конечные характеристики.
Также в состав входят оксиды железа, магния, кальция, титана, калия, натрия и другие вещества. Если говорить о золе, полученной из бурых углей Подмосковного угольного бассейна, то она почти не содержит свободного оксида магния и пережжённого оксида кальция, которые отрицательно влияют на конечные характеристики.
По своему химическому составу продукт похож на природную глину, а по гранулометрии приближен к цементу. При этом в отличие от золошлаков он не включает в себя крупные куски сплавленной и спечённой золы.
Какими свойствами обладает зола уноса?
Уникальные свойства золы уноса лучше всего рассматривать в контексте её применения:
1. Высокая дисперсность и химическая активность. Зола энергично взаимодействует с портландитом, связывая его в низкоосновныегидроалюминаты и гидросиликаты кальция. Таким образом формируется гель, который снижает пористость цемента и запасает воду для дальнейшей гидратации. Это повышает плотность бетона, улучшает его водонепроницаемость и морозостойкость, избавляет от высолов. Кроме того, снижение количества портландита исключает образование «цементных бацилл», что увеличивает сульфатостойкость цемента. Также высокая дисперсность золы позволяет добавлять её в бетонную смесь без необходимости совместного помола.
Кроме того, снижение количества портландита исключает образование «цементных бацилл», что увеличивает сульфатостойкость цемента. Также высокая дисперсность золы позволяет добавлять её в бетонную смесь без необходимости совместного помола.
2. Удобоукладываемость и способность к минеральной пластификации. Зола уноса имеет мелкие сферические частицы, которые действуют в роли своеобразных «подшипников», позволяя частицам наполнителя и заполнителя легче скользить друг по другу. Это уменьшает водопотребность растворов, повышает однородность бетонных смесей, увеличивает их пластичность и удобоукладываемость.
3. Устойчивость к агрессивным средам. Цемент, в который добавлено 20 % золы уноса, становится более стойким при погружении в агрессивную воду, например, морскую либо технологическую.
Зола-уноса
размером до 0,12 мм.
 Зола образуется в результате сжигания каменного угля на ТЭС, и
Зола образуется в результате сжигания каменного угля на ТЭС, иулавливается фильтрами, после чего в сухом виде отбирается на производственные нужды.
Современные разработки позволяют использовать золу-уноса в производстве следующих
строительных материалов:
1. Ячеистые бетоны (пенобетон):Введение в пенобетонную смесь золы-уноса позволяет
повысить устойчивость смеси в период “жизни” цементного теста тем самым предотвратить
образом, негативно влиять на формирование структуры. Вторым положительным моментом
является ее мелкодисперсный состав, способствующий созданию плотной упаковки частиц
в межпоровой перегородке пенобетона.
Разработанные технологии с применением золы позволяют получать мелкоштучные изделия
из неавтоклавного пенобетона соответствующего требованиям ГОСТов со значительной
экономией цемента (более 30%).
Данная технология активно внедряется на предприятиях УРФо.

2. Использование золы-уноса ТЭС для улучшения свойств тяжелых бетонов.
Золу-уноса можно применять при изготовлении как монолитных так и сборных бетонных и
железобетонных конструкций.
Эффективность использования золы зависит как от характеристик исходных материалов
(золы и цемента) как и от правильного подхода к выбору направления ее использования.
Технологии позволяют использовать золу уноса в бетонах в трех направлениях:
— зола как добавка взамен части цемента;
— зола взамен части песка;
— зола в качестве самостоятельного компонента (активного микронаполнителя).
3. Использование золы уноса ТЭС в производстве легких бетонов (керамзитобетон).
обеспечение плотной структуры (без межзерновых пустот). Для удовлетворения этого условия
в керамзитобетонной смеси должно содержаться около 40% фракции мельче 1,2 мм, а в
песчаной фракции до 40-50% по массе частиц размером меньше 0,15 мм.
 Это вызывает
Это вызываетзначительные производственные затруднения, так как керамзитовые заводы практически
не производят керамзитовый песок. Одним из эффективных заполнителей в легких бетонах
служит зола-уноса, которая может частично или полностью заменить мелкий заполнитель
4. Производство зольного вяжущего материала.
Зольный вяжущий материал может найти широкое применение для изготовления строительных
конструкций влажно-воздушного и гидротермального твердения. Данным материалом можно
заменить цемент при производстве товарных бетонов, строительных растворов и готовых
изделий, выпускаемых строительными комбинатами.
Комплексная технология переработки сухих зол уноса ТЭЦ — Энергетика и промышленность России — № 8 (60) август 2005 года — WWW.EPRUSSIA.RU
Газета «Энергетика и промышленность России» | № 8 (60) август 2005 года
Одна из главных причин этого – неоднородность и нестабильность состава производимой золы, что не обеспечивает надежного полезного эффекта при ее утилизации в строительной отрасли – главном потенциальном потребителе.
Зола – дефицитный товар
Неполное потребление производимой золы доставляет энергетикам одни лишь проблемы, т. к. в этом случае необходимо содержать две системы золоудаления. Удаление золы и содержание отвалов составляли раньше примерно 30% себестоимости энергии и тепла ТЭЦ. Однако если учесть рыночную стоимость потерянной земли вблизи мегаполисов, снижение стоимости земли и недвижимости на значительном расстоянии от станций и золоотвалов, прямой ущерб здоровью людей и природе, в частности загрязнение пылью воздушного бассейна и растворимыми солями и щелочью водоемов и подземных вод, то эта доля реально должна быть значительно выше.
Зола уноса в развитых странах является таким же товаром, причем дефицитным, как тепло и электроэнергия. Качественная зола уноса, удовлетворяющая стандартам и пригодная для использования в бетоне в качестве добавки, связывающей избыток извести и снижающей водопотребность, стоит, например, в США наравне с портландцементом ~60$/т.
Качественная зола уноса, удовлетворяющая стандартам и пригодная для использования в бетоне в качестве добавки, связывающей избыток извести и снижающей водопотребность, стоит, например, в США наравне с портландцементом ~60$/т.
Идея экспорта в США переработанной каменноугольной золы может оказаться разумной. Некачественная зола уноса, например с низкотемпературных «экологически чистых» котлов с кипящим слоем, в которых сжигается низкокачественный уголь с высоким содержанием серы (станция Жерань в Варшаве), предлагается по отрицательной стоимости порядка -5$ / т, но при условии, что потребитель забирает ее всю. Аналогичная ситуация в Австралии. Таким образом, переработка золы может быть рентабельной только в том случае, если благодаря технологии появится ряд более качественных продуктов, которые найдут потребителей в полном или почти полном объеме на ограниченной территории вблизи места производства. При стандартном использовании золы уноса в качестве добавки в бетон или строительную керамику проблема не может быть решена принципиально из‑за ограниченной емкости местного рынка. К тому же добавка золы нестабильного состава в бетон возможна без потери качества лишь в очень ограниченном количестве, что делает бессмысленной всю эту затею.
К тому же добавка золы нестабильного состава в бетон возможна без потери качества лишь в очень ограниченном количестве, что делает бессмысленной всю эту затею.
Перспективы переработки
С химической точки зрения не использовать золы уноса – абсурд. Можно выделить как минимум 3 типа перспективных для переработки зол:
1) высокальциевые золы от сжигания бурых углей (БУЗ), например с Канско-Ачинского угольного бассейна, с высоким содержанием оксида и сульфата кальция, т. е. по составу близких к портландцементу и с высоким химическим потенциалом – запасенной энергией;
2) кислые золы от сжигания каменных углей (КУЗ), состоящих в основном из стекла, включая микросферы;
3) золы с высоким содержанием редкоземельных элементов.
Необходимо отметить, что в природе не бывает двух одинаковых углей, поэтому не бывает одинаковых зол. Речь всегда должна идти о локальной технологии переработки золы уноса в конкретном регионе, т. к. основные потребители должны располагаться вблизи источника золы. Любая самая замечательная технология состоится лишь в том случае, если местный рынок будет в состоянии «проглотить» всю или почти всю массу переработанной золы.
Любая самая замечательная технология состоится лишь в том случае, если местный рынок будет в состоянии «проглотить» всю или почти всю массу переработанной золы.
Для комплексной переработки золы уноса предлагается использовать возможности нового класса техники – так называемой электро-масс-классификаторов (ЭМК). Эта техника основана на обнаруженном относительно недавно новом явлении – образовании во вращающихся турбулентных газовых потоках плотных заряженных аэрозолей (газо-пылевой плазмы) и их разделении во внутренних электрических полях.
Явление трибозарядки частиц при трении или ударах известна человечеству с незапамятных времен, однако до сих пор наука не может предсказать даже знак заряда.
Преимущества ЭМК
Несмотря на предельную сложность явления, техника ЭМК внешне очень проста и имеет преимущества по всем параметрам относительно обычных воздушных сепараторов или струйных мельниц, дезинтеграторов.
Одно из главных преимуществ – полная экологическая чистота, т. к. процессы осуществляются в закрытом объеме, т. е. ЭМК не нуждается в каких-либо дополнительных устройствах типа компрессоров или систем пылеулавливания – циклонов или фильтров, даже при работе с нанопорошками. Тонкая фракция аэрозоля, заряженная одним знаком, удаляется из аэрозоля кулоновской силой через центр, против действия силы вязкости Стокса и центробежной силы. Частицы разряжаются на стенках в камере улавливания или через заряженные ионы в атмосфере, а заряд возвращается в камеру генерации аэрозоля.
к. процессы осуществляются в закрытом объеме, т. е. ЭМК не нуждается в каких-либо дополнительных устройствах типа компрессоров или систем пылеулавливания – циклонов или фильтров, даже при работе с нанопорошками. Тонкая фракция аэрозоля, заряженная одним знаком, удаляется из аэрозоля кулоновской силой через центр, против действия силы вязкости Стокса и центробежной силы. Частицы разряжаются на стенках в камере улавливания или через заряженные ионы в атмосфере, а заряд возвращается в камеру генерации аэрозоля.
Таким образом, в технике ЭМК осуществляется процесс сепарации порошков на неограниченное количество фракций с круговоротом заряда. При разделении неоднородных систем, включая золы, возможно разделение не только по размерам частиц, но и по другим физическим характеристикам.
Другое важное преимущество ЭМК – возможность реализовать одновременно несколько различных операций за один проход (например, сепарацию с механической активацией или измельчением), как в непрерывном, так и в дискретном исполнении. Огромные массы золы с высоким содержанием тонких частиц невозможно сепарировать на известной технике, т. к. неэффективно пылеулавливание именно тонких частиц, имеющих самую высокую ценность и одновременно представляющих наибольшую опасность для людей и окружающей среды.
Огромные массы золы с высоким содержанием тонких частиц невозможно сепарировать на известной технике, т. к. неэффективно пылеулавливание именно тонких частиц, имеющих самую высокую ценность и одновременно представляющих наибольшую опасность для людей и окружающей среды.
Выделение из золы уноса тонкой фракции на ЭМК дает возможность эффективного непрерывного разделения крупной фракции по другим параметрам, например по размерам частиц, по магнитной восприимчивости, плотности, форме частиц, электрическим свойствам. Диапазон производительности техники ЭМК не имеет аналогов: от порции в 1 грамм до 10 тонн/час в непрерывном режиме при диаметре ротора не более 1,5 м. Диапазон дисперсности разделяемых материалов также широк: от сотен мкм до ~0,03 мкм – ЭМК также намного превышает все известные виды техники, приближаясь к мокрой сепарации с использованием центрифуг.
Технологии переработки золы
Возможности ЭМК позволяют реализовать гибкую «умную технологию» переработки золы с ориентацией на рыночный потенциал ее отдельных компонентов. Детальное изучение ряда зол уноса, включая ТЭЦ-3 и ТЭЦ-5 г. Новосибирска, позволило разработать оптимальные схемы их переработки, а также предложить технологии производства строительных материалов с утилизацией основной массы продуктов из золы.
Детальное изучение ряда зол уноса, включая ТЭЦ-3 и ТЭЦ-5 г. Новосибирска, позволило разработать оптимальные схемы их переработки, а также предложить технологии производства строительных материалов с утилизацией основной массы продуктов из золы.
БУЗ, получаемая в частности на ТЭЦ-3, состоит в основном из стеклянных сферических частиц с вариацией содержания кальция и железа. Эти частицы обладают вяжущими свойствами и при реакции с водой, медленнее, чем портландцемент, но образуют цементный камень. Однако наряду с ними есть частицы несгоревшего угля в виде кокса, содержание которого может доходить до 7%, зерна оксида кальция CaO (5‑30%) и сульфата кальция CaSO4 (5‑15%), покрытые стеклом, неактивные минералы – кварц и магнетит. Кокс оказывает однозначно негативное влияние на прочность камня, подобное макропорам.
Но наиболее негативную роль играют зерна CaO, особенно крупные. Эти зерна реагируют с водой со значительным увеличением объема и заметно медленнее основной массы золы, в т. ч. из‑за капсулирования стеклом.
ч. из‑за капсулирования стеклом.
Действие крупных частиц CaO можно сравнить с миной замедленного действия. Прочность камня на основе золы обычно невысока и составляет в среднем около 10 МПа (100 кГ/см2), но из‑за нестабильного состава варьирует от 0 до 30 МПа. Потребительская стоимость определяется нижней границей, т. е. равна нулю. Для отбора золы пригодного состава необходим экспрессный анализ, требующий дорогого спектрометра. Отбор для утилизации лишь части золы не представляет какого‑либо интереса.
Механическая обработка золы на ЭМК в режиме механической активации поверхности частиц с одновременной сепарацией примерно 50% тонкой фракции меньше 60 мкм решает перечисленные проблемы.
Оптимальный срок хранения активированной тонкой фракции золы с дополнительным ростом прочности камня на ~5 МПа составляет 1‑5 суток, после чего трещины закрываются с падением активности ниже исходной.
Эта особенность зольного вяжущего требует переработки золы в основном самими потребителями. Прочность камня при оптимальных условиях активации и хранения уже не опускается ниже 10 МПа, а при малых добавках цемента порядка 10%, и хлорида кальция CaCl2 примерно 1%, (т. н. зимняя добавка, активирующая реакцию с малыми зернами песка) зольное вяжущее становится полноценным, но дешевым материалом для приготовления безусадочного низкомарочного бетона М100-М300.
Прочность камня при оптимальных условиях активации и хранения уже не опускается ниже 10 МПа, а при малых добавках цемента порядка 10%, и хлорида кальция CaCl2 примерно 1%, (т. н. зимняя добавка, активирующая реакцию с малыми зернами песка) зольное вяжущее становится полноценным, но дешевым материалом для приготовления безусадочного низкомарочного бетона М100-М300.
Марка бетона определяется прочностью после 28 суток выдержки, но бетон с зольным вяжущим набирает прочность и дальше, увеличивая ее в 2‑3 раза (в обычном бетоне – лишь на 30%). Крупная фракция может быть легко переработана: разделение по размерам частиц или на трибоэлектрическом сепараторе дает крупную фракцию кокса, которую можно вернуть обратно в котел, на магнитном сепараторе отделяется фракция из сферических частиц магнетита, которую можно использовать, например, в качестве специального пигмента. Остаток после затворения водой на 1‑2 недели представляет собой штукатурный или строительный раствор.
Бион из золы
На рисунке показана прочность камня при различном соотношении цемента и зольного вяжущего. Можно выделить 3 области: низкомарочный бетон на основе зольного вяжущего с малыми добавками цемента, обычный бетон с небольшими добавками 10‑20% зольного вяжущего, и бетон максимальной прочности с добавкой зольного вяжущего 25‑50%. Если использовать зольное вяжущее в качестве добавки, то весь рынок в мегаполисе сможет потребить лишь небольшую часть производимой золы.
Можно выделить 3 области: низкомарочный бетон на основе зольного вяжущего с малыми добавками цемента, обычный бетон с небольшими добавками 10‑20% зольного вяжущего, и бетон максимальной прочности с добавкой зольного вяжущего 25‑50%. Если использовать зольное вяжущее в качестве добавки, то весь рынок в мегаполисе сможет потребить лишь небольшую часть производимой золы.
Производство бетона с большой добавкой зольного вяжущего до 50%, несмотря на привлекательность, представляет собой зону повышенного риска. Это связано с тем, что доля сульфата кальция CaSO4 в золе варьирует в пределах 5, а его высокое содержание может привести к образованию эттрингита при реакции с глиноземистым компонентом цемента с большим увеличением объема уже после образования прочного камня. В связи с этим образование эттрингита называют чумой для бетона.
Относительно проще найти применение низкомарочному бетону. В этом случае максимальный объем зольного вяжущего, например, из золы ТЭЦ-3 составит 60 тыс. тонн в год, из которого можно приготовить 200 тыс. куб. м бетона. Его будет достаточно для строительства 3000 малоэтажных индивидуальных домов или для покрытия 200 км местных дорог шириной 8 м. Зола может храниться в сухих условиях сколь угодно долго, поэтому рассогласование в сроках производства и потребления никак не скажется на качестве при переработке золы на месте строительства.
тонн в год, из которого можно приготовить 200 тыс. куб. м бетона. Его будет достаточно для строительства 3000 малоэтажных индивидуальных домов или для покрытия 200 км местных дорог шириной 8 м. Зола может храниться в сухих условиях сколь угодно долго, поэтому рассогласование в сроках производства и потребления никак не скажется на качестве при переработке золы на месте строительства.
Переработка кислых КУЗ, представляющих собой в основном стеклянные сферические частицы, включая полые микросферы, и остатки несгоревшего угля в виде кокса до 5% также легко реализуется с использованием техники ЭМК. У микросфер, составляющих около 5% золы, имеется множество специальных областей применения, вплоть до медицины.
Главными потребителями КУЗ, помимо производителей бетона, являются кирпичные заводы. К сожалению, глины в России, как правило, тощие, а добавки золы не являются необходимыми. Потенциальная емкость регионального рынка на продукты из КУЗ пока в несколько раз ниже объема производимой золы. Вариант экспорта в развитые страны продуктов из золы необходимо просчитывать.
Вариант экспорта в развитые страны продуктов из золы необходимо просчитывать.
В Великобритании низкокачественные отходы закладывают в основания дорог. До 10‑20% вырабатываемой КУЗ можно утилизировать с пользой в качестве флоккулянта в производстве грунтоблоков при организованном строительстве в полуавтономных экопоселках индивидуального малоэтажного жилья. Целостная концепция строительства доступного комфортабельного жилья на основе местных ресурсов и отходов изложена в проекте «Новая малоэтажная Россия» и доступна в Интернете. В целом для КУЗ рынок необходимо формировать в течение нескольких лет при наличии инвестиций.
Для чего нужна утилизация?
К сожалению, как строительство дорог, так и индивидуальное строительство через земельные отношения полностью зависит от чиновников. Эти области традиционно наименее прозрачны, что способствует процветанию коррупции. Инновации в этих областях реально невозможны без политической воли властей.
Безотходное использование ископаемых углей особенно выгодно государству со стратегической точки зрения, поскольку без дополнительных затрат удвоится объем производства вяжущих материалов и кроме этого за счет угля значительно снизится потребление газа внутри страны, что позволит увеличить объемы его продаж за рубеж. Производство альтернативного вяжущего на основе золы обеспечит конкуренцию в секторе низкомарочного бетона региональным монополистам – производителям цемента.
Золы уноса — Конференция по химии и технологии бетона «ConLife»
Зола уноса (и другие альтернативные вяжущие) часто обсуждалась на конференции, перспектива использования этого материала становится еще более реальным, поскольку есть предпосылки выпуска «Лафаржем» цемента с золой уноса.
Использование золы уноса уже допускается в новом ГОСТе 31108-2003 «Цементы общестроительные. Технические условия»: 21-35% золы в составе цемента допустимо для ЦЕМ IV-1.
Золы уноса могут сильно различаться по свойствам, но если технологически всё отрегулировано — свойства в реакции должны быть более-менее одинаковыми.
Были озвучены следующие тезисы:
- 10-40% содержат CaO, которы реагирует с другими компонентами золы, в результате чего получается самоцементирующийся материал.
- при >15% пуццолановых компонентов в цементе процесс деформации стабилизируется.
- Разрушения образуются не из-за замораживания и оттаивания, и из-за реакционных зерен.
От делегации из Рязанского ЖБИ-6 было получено замечание, что зола — радиоактивна, и поскольку измерений на радиоактивность не проводится, эта проблема остается актуальной (также актуальной является наличие других токсинов в золе, если, например, она является продуктом сжигания отходов на мусоросжигательных заводах — прим. ред.).
Также разговор коснулся сланцевой золы. Генрих Соломонович Рояк упомянул, что сланцевозольный портландцемент еще с советских времён можно применять по всей Прибалтике. Тему продолжил Андрей Иринеевич Калачев, генеральный директор ЗАО «ПрофЦемент-Вектор».
Преимущество использования сланцевой золы перед угольной золой состоит в том, что российские энергетические предприятия не имеют достаточных мощностей по хранению золы, чтобы можно было использовать ее в промышленных масштабах (лучшая ГРЭС имеет всего 2 силоса по 75 т для золы).
В противовес этому был приведен пример эстонских электростанций, которые имеют 8 силосов по 3500 тонн для золы.
Использование эстонских материалов оправдано еще тем, что они заинтересованы в сбыте данной продукции, в России же — нет стандартов предприятия, сегментирования золы. Крупнейшая в России среди твердотопливных Рефтинская ГРЭС планирует активно сбывать золу из-за нехватки отвалов, но пока это является только планами.
Был показан гранулометрический состав золы: удельная поверхность — одинаковая с цементом, но гранул до 40 мкм — больше. В связи с этим можно сказать, что сланцевая зола — это не просто заменитель цемента, она придает бетону другую структуру, работая как шарикоподшипники (из-за того, что структура шарообразная). Бетон становится кислотно- и сульфатостойким, что дает возможность отойти от использования нормированного цемента. Кроме того, снижается водопотребление, а за счет меньшей по сравнению с цементом массы — бетон весит на 15% меньше.
Также докладчик посчитал важным отметить, что с помощью золы можно повысить пластичность смеси без добавления пластификаторов, или снизить расход суперпластификатра на 40%.
В докладах не обсуждалась зола гидроудаления. Генрих Соломонович отметил, что этим видом золы они не занимались, но должны быть другие результаты.
Ioanna Papayianni из Греции коснулась в своем докладе вяжущих смешанного типа ии привела следующие факты:
- При использовании золы унос температура, до которой цемент смесь нагревается при гидратации цемента, ниже (на сколько — зависит от типа),
- В настоящее время полезно повторно используется только 10% зол и шлаков,
- В европейском стндарте EN 14227 предписывется исользоание минеральных добавок для использования в дорожном строительстве,
- На бетоне с замещением цементом золой в 82%! построена дамба в Греции в 1995-1997. За эти годы у нее нет проблем с эксплуатацией.
Летучая зола как техногенное сырье для получения огнеупорных и изоляционных керамических материалов (обзор)
Летучая зола как техногенное сырье для получения огнеупорных и изоляционных керамических материалов (обзор)
Д-р техн. наук Б. Л. Красный1 (e-mail: [email protected]), канд. техн. наук К. И. Иконников1, канд. техн. наук Д. О. Лемешев2 (e-mail: [email protected]), А. С. Сизова1
ООО «НТЦ «БАКОР» (Россия, г. Москва, г. Щербинка)
ФГБОУ ВО РХТУ им. Д. И. Менделеева (Россия г. Москва)
Представлен обзор литературы по выработке летучей золы на тепловых электростанциях и уровню ее переработки в России и за рубежом. Описаны свойства летучей золы и области ее применения. Подробнее рассмотрено применение золы уноса в технологии производства огнеупорных и теплоизоляционных керамических материалов как источника оксидов алюминия и кремния для изготовления огнеупорных изделий на основе муллита, кордиерита или композиции форстерит-шпинель
Ключевые слова: летучая зола, зола уноса, применение летучей золы, керамика, огнеупоры, теплоизоляция
FLY ASH AS A TECHNOGENIC RAW MATERIAL FOR THE PRODUCTION OF REFRACTORY AND INSULATING CERAMIC MATERIALS (review)
B. L. Krasnyi1, K. I. Ikonnikov1, D. O. Lemeshev2, A. S. Sizova1
1LLC «STC «BAKOR» (Russia, Moscow, Shcherbinka)
2D. I. Mendeleev Russian State Technical University (Moscow, Russia)
The article presents a review of the literature on the production of fly ash at thermal power plants and the level of its processing in Russia and abroad. The properties of fly ash and its fields of application are given. The application of fly ash in the technology of production of refractory and heat-insulating ceramic materials is considered in more detail as a source of aluminum and silicon oxides used for the manufacture of refractory products based on mullite, cordierite or forsterite-spinel composition
Keywords: fly ash, fly ash application, ceramic, refractories, thermal insulation
В процессе сжигания угольного топлива на тепловых электростанциях в больших количествах образуется минеральный остаток, состоящий из шлаков и летучей золы, или, как ее еще называют, золы уноса [1 – 3].
Морфология частиц летучей золы определяется температурой горения, скоростью охлаждения и ее составом. Летучая зола в основном состоит из твердых сфер (плотность ∽2300 – 2600 кг/м3) и ценосфер (плотность <1400 кг/м3), а также содержит минеральные частицы неправильной формы и несгоревший углерод. Размер частиц летучей золы в зависимости от метода сжигания, источника угля и т.д. варьируется в диапазоне от 1 до более 200 мкм, но полые ценосферы и частицы несгоревшего углерода имеют бόльшие размеры [4].
По химическому составу зола уноса состоит из оксидов кремния, алюминия и железа, а их соотношение может колебаться в зависимости от месторождения угля, способов его подготовки, процесса сжигания и пр. Помимо основных оксидов в состав золы уноса также входят: СаО, MgO, SO3, SO2, Na2O, К2О, TiO2, MnO, P2O5 и прочие оксиды. Кроме того, в составе золы уноса присутствуют в количестве не более 1 % такие элементы, как: Ge, U, Ga, Zn, Pb, Mo, Au, Se, Ag, V, Cr, Ni, W, B и пр., а также токсичные и потенциально токсичные элементы Yg, F, Be, As и пр. (табл. 1) [2, 5 – 15].
Тонкодисперсную золу электростатическим или механическим методом выделяют из отходящих газов и в дальнейшем смешивают с измельченным шлаком, представляющим собой агрегированные и сплавившиеся частицы золы размером 0,15 – 30 мм. В полученной смеси, называемой золошлаковой смесью, в зависимости от типа котлов, вида топлива и режима его сжигания содержится 70 – 85 % золы уноса, остальное составляют шлак и частицы несгоревшего топлива. Данную смесь складывают на золоотвалы с многолетним накапливанием шлаковых смесей, которые пагубно влияют на состояние окружающей среды [2, 3]. В России только за 2019 г. от тепловых электростанций, работающих на угольном топливе, образовалось около 25 млн т золы и шлака, а в оборот вовлечено всего 10 % от массы годового выхода. Масса накопившихся отходов на золоотвалах составляет 1,5 млрд т, и при дальнейшем накапливании к 2030 г. эта масса превысит 2 млрд т [16 – 18].
В развитых странах уровень утилизации золошлаковых отходов доведен до 50 – 100 % благодаря изменениям в законодательстве, касаемых хранения и использования золошлакоотходов. Например, в Германии законодательством запрещены золоотвалы, практически 100 % годового выхода золошлаковых отходов используют в промышленности строительных материалов [19, 20]. В США, Великобритании и Польше уровень использования золокошлаковых отходов достигает 70 % [19, 21]. Принятие ряда законов на государственном уровне в Китае позволило увеличить использование золокошлаковых отходов до 70 – 80 % [1]. В Индии уровень годового использования золошлаковых отходов увеличен с 29 до 53 % в период с 1999 по 2003 гг. [1, 21].
На сегодняшний день зола уноса экологизируется на теплоэлектростанциях нашей страны и, по мнению специалистов, востребована как товар [18]. Но для повышения эффективности использования золошлаков и побочных продуктов сжигания угля необходимы изменения правовой и нормативно-технической базы в части терминологии (статуса и определений) [16 – 18]. Департаментом развития электроэнергетики Минэнерго России разработан проект распоряжения Правительства Российской Федерации об утверждении Комплексного плана по повышению объемов утилизации продуктов сжигания твердого топлива (золошлаковые смеси, золы уноса, шлаки, образуемые в результате сжигания твердого топлива, состоящего из горючего полезного ископаемого) на угольных тепловых электростанциях и котельных. Учитывая опыт развитых зарубежных стран, к 2035 г. планируется поднять уровень утилизации золошлаковых отходов до 50 % от годового выхода [22].
Свойства летучей золы и области ее примененияПереработка летучей золы угля является хорошей альтернативой утилизации, а также может принести значительные экономические и экологические выгоды [1, 22]. На 2011 г. уровень утилизации летучей золы в таких странах, как Китай, Индия и США, составил 67,96, 55,79 и 46,74 % соответственно, в странах ЕС – 93,74 % [1]. Способы утилизации летучей золы в этих странах приведены на рис. 1. Некоторые свойства и текущие применения летучей золы представлены на рис. 2.
Рис. 1. Способы утилизации летучей золы в Китае, Индии, США и странах ЕС [1]
Рис. 2. Свойства летучей золы и ее применение [1]
Летучую золу в зависимости от вида сжигаемого угля и его состава подразделяют на классы. Золу уноса класса F в основном получают путем сжигания антрацита или битуминозного угля, в которых содержание SiO2, Al2O3 и Fe2O3 превышает 70 %, а золу класса С при сжигании лигнита или полубитуминозного угля, который содержит комбинацию упомянутых оксидов от 50 до 70 % [23]. Химический состав продукта, в частности содержание оксида кальция, определяет характеристики летучей золы в бетоне. Так, зола класса F с низким содержанием оксида кальция (менее 10 %) имеет в основном пуццолановые свойства, а зола класса С с высоким содержанием оксида кальция обладает значительными цементирующими свойствами в дополнение к пуццолановым [4, 23].
Летучая зола используется в качестве заменителя материалов в строительной промышленности. Особенно широко применяется в качестве добавок заполнителей в производстве цементов, бетонов и геополимеров [3 – 5, 23 – 32]. Качество получаемых материалов зависит как от количества введенной золы уноса, так и от состояния используемой золы. Для улучшения характеристик получаемого продукта качество золы уноса можно поднять различными методами – электрической сепарацией в высоковольтном электрическом поле, электродинамической сепарацией и др. [5, 32].
Золе уноса нашли применение в строительстве дорог как в качестве самостоятельного вяжущего, так и в качестве активной добавки к неорганическим или органическим вяжущим веществам. Ее используют для отсыпки дорожных насыпей, для устройства усиленных оснований и всех слоев автомобильных дорог, для укрепления грунта и др. [16, 30 – 33] Летучая зола, содержащая большое количество металлов и обладающая высокой температурной стабильностью, является рентабельным материалом для получения катализаторов и носителей катализаторов для различных реакций. В зависимости от химического состава и структуры летучей золы, катализаторы, полученные на ее основе, обладают разными свойствами и областями применения [1, 34 – 39]. Возможно использование золы уноса в сельскохозяйственных угодьях в качестве стабилизатора почвы. Угольная летучая зола, являясь в основном щелочной (в зависимости от источника угля и условий эксплуатации завода), может использоваться для снижения pH почвы [1, 27, 30, 31]. Так как летучая зола содержит некоторые полезные питательные вещества, такие как P, S, K, Ca, Mg, Cu, Mn и Zn, ее внесение в почву в определенных количествах повышает плодородие почвы, способствует росту растений и накоплению в них макро- и микроэлементов [27, 30, 31, 40 – 42]. Частицы летучей золы обладают развитой поверхностью, а такие характеристики, как морфология и химический состав, позволяют использовать ее: при изготовления фильтров для очистки воды [43, 44], очистки сточных вод от тяжелых металлов (Pb, Cu, Cd, Cr и Zn), ртути и иодидов [45, 46], органических загрязнителей, включающих пестициды, красители фенольные и нефтяные соединения [47, 48], для удаления радиоактивных отходов [49]. В летучей золе содержится большое количество несгоревшего углерода, что делает ее перспективным материалом для получения прекурсоров активируемого угля, используемого для удаления SO2 [50 – 53], летучих органических соединений и оксидов азота [53]. Помимо определенных тяжелых элементов зола уноса также содержит ценные металлы, такие как германий Ge, галлий Ga, ванадий V, титан Ti, алюминий Al, золото Au, платину Pt, которые можно извлечь, при наличии разработанного приемлемого процесса [1, 3, 54 – 58]. Летучая зола, содержащая значительное количество оксидов кремния, алюминия, кальция и железа (см. табл. 1), используется в керамической промышленности для замены высококачественного сырья. А мелкодисперсная форма порошка позволяет включать ее в технологический процесс практически без предварительной обработки. Основные виды керамических изделий, которые могут быть получены из летучей золы – глазурованная плитка [59 – 65], стеклокерамика [66 – 75], керамические волокна [76], огнеупоры, в том числе изоляционные материалы [7 – 15, 77 – 85], и т. д.
Таблица 1. Химические составы золы уноса, приведенные в литературе [7–15]
|
Компоненты золы уноса |
Andhra Pradesh, Индия [7] |
Asturias, Испания [8] |
Candiota, Бразилия [9] |
Швейцария [10] |
Hefei, Китай [11] |
Mˇelník, Чехия [12] |
Nava, Coahuila, Мексика [13] |
Индия [14] |
Eastern, Индия [15] |
|
SiO2 |
57,37 |
53 |
68,48 |
57,16 |
51,70 |
57,3 |
60,0 |
50,5 |
61,37 |
|
Al2O3 |
29,78 |
28 |
20,21 |
35,04 |
26,24 |
29,3 |
27,6 |
35,9 |
26,50 |
|
CaO |
8,41 |
1,6 |
1,27 |
0,88 |
11,10 |
0,7 |
2,8 |
5,3 |
1,58 |
|
Fe2O3 |
1,83 |
6,1 |
6,7 |
2,76 |
3,28 |
5,10 |
3,7 |
5,9 |
4,52 |
|
Na2O+ K2O |
0,86 |
4,5 |
2 |
1,86 |
1,71 |
1,70 |
1,8 |
– |
– |
|
TiO2 |
1,07 |
– |
0,61 |
1,13 |
1,36 |
– |
2,0 |
1,5 |
1,12 |
|
MgO |
0,68 |
1,6 |
0,56 |
0,33 |
0,65 |
1,4 |
– |
– |
0,36 |
|
Другое |
|
|
0,045 |
|
3,63 |
|
2,0 |
|
|
|
п.п.п. |
– |
5,2 |
0,08 |
– |
– |
1,2 |
– |
– |
4,55 |
Применение летучей золы в огнеупорах
В технологии огнеупорных материалов летучую золу используют в качестве основного материала, для частичной или полной замены глины или шамота. В работе [7] при производстве изоляционного огнеупора глину частично или полностью замещали летучей золой. Помимо глины и золы уноса в композицию также вводили шамот, рисовую шелуху и золу рисовой шелухи. Образцы, сформованные методом одноосного гидравлического прессования при давлении 120 МПа, обжигали в диапазоне температур от 800 до 1000 оС. Замена глины на летучую золу существенно повлияла на структуру, размер и распределение пор в изоляционном огнеупоре. Открытая пористость материала увеличилась с возрастанием доли золы уноса в композиции с 38 до 53 %, значительно снизилась теплопроводность материала до 0,46 Вт/(м·К), но также снизились прочности при изгибе (на 52,9 %) и при сжатии (на 36 %). Однако авторы отмечают образец, полученный при полном замещении золы уноса, как перспективный материал для крупномасштабного синтеза изоляционных кирпичей.
В работе [8] летучая зола была основным компонентом производимых изоляционных кирпичей. В качестве спекающей добавки использовали обычную глину, в качестве связующего для повышения механической прочности необожженного кирпича применяли силикат натрия, также использовали пенообразователь и воду. Летучая зола и глина, взятые в соответствии с пропорциями смеси, смешивали с последующим добавлением силиката натрия и воды. Полученные гомогенизированные суспензии разливали в металлические формы и сушили при комнатной температуре. Сформованные изделия обжигали в керамической печи с электрическим нагревом в интервале температур 900 – 1100 оС. Изготовленные кирпичи характеризовались хорошей механической прочностью и низкой теплопроводностью, т.е. являлись хорошими изоляционными материалами. Но не обладали достаточной огнеупорностью.
В работе [9] оценено использование угольной золы в композиции огнеупорного изоляционного материала, при изготовлении которого обычно применяют каолин, шамот и древесные опилки. Угольную золу использовали как заменитель шамота, так как она облегчает стадию сушки за счет своей низкой реактивности по отношению к воде в формовочном теле. К коммерческому составу, содержащему каолин, шамот и древесные опилки, добавляли 5 и 10 % по массе летучей золы. Образцы были сформованы ручным прессованием с применением водного раствора поливинилового спирта в качестве связующего. После сушки образцы обжигали в лабораторной электрической печи при 500 оС для выжига связки, затем спекали при 1350 оС. С добавлением летучей золы механическая прочность огнеупора незначительно снизилась (0,92 – 1,45 МПа). Эти значения, по заявлению авторов работы, сопоставимы со значениями прочности огнеупорного материала, изготовленного из коммерческого состава (1,89 МПа). Присутствие золы способствует небольшому увеличению теплопроводности. Это не снижает качество огнеупорного продукта с точки зрения теплоизоляции, так как значение этого параметра невелико.
Авторы патента [77] сообщают о разработке легкого огнеупора, применяемого в качестве теплоизоляционного слоя промышленных и обжиговых печей. Для его изготовления использовали летучую золу с высоким содержанием глинозема (не менее 25 % по массе), легкий наполнитель (диатомит, древесная щепа, перлит, глиняный легкий заполнитель или их комбинации), глину и комплексную добавку. Сырец огнеупорного изолирующего кирпича получали методом отливки. В зависимости от состава и степени спекания материала плотность материала варьируется в пределах 0,6 – 1,0 г/см3; прочность при сжатии 2,5 – 6,5 МПа; теплопроводность 0,18 – 0,25 Вт/м∙К.
В исследовании [78] огнеупорные кирпичи были изготовлены с использованием огнеупорной глины и летучей золы. В смесь добавляли летучую золу в количестве 10 – 50 % по массе. Обжиг образцов вели в интервале температур 1100 – 1400 °C. С введением золы уноса в состав огнеупорного кирпича улучшились теплофизические свойства материала. Из-за роста пористости и размера пор с увеличением содержания золы уноса теплопроводность образцов, обожженных при 1250 оС, уменьшилась с 1,6 до 0,8 Вт/(м·К). Однако механическая прочность снизилась с 26 до 6 МПа.
Применение летучей золы в технологии изготовления огнеупорной муллитовой, кордиеритовой и форстеритшпинельной керамики
Летучая зола как источник оксидов алюминия и кремния используется для изготовления огнеупорных изделий на основе муллита, кордиерита или форстерита. В работе [79] легкий огнеупор на основе муллита получен с применением летучей золы с высоким содержанием глинозема. Смесь из летучей золы и технического глинозема предварительно обжигали и измельчали для получения заполнителя муллита, который затем смешивали с тонким порошком SiO2, порообразователем (шарики из полистирола или опилки), вяжущим (алюминатный цемент) и водой. Образцы, сформованные методом виброзаливки, обжигали по трехступенчатому режиму нагревания: нагрев до 900 оС, нагрев до 1300 оС, нагрев до 1550 оС. Основные фазы легкого огнеупора – фаза муллита и фаза корунда. В зависимости от состава и степени спекания плотность материала варьируется в пределах 1,68 – 1,76 г/см3; прочность при сжатии 20,8 – 35,6 МПа; теплопроводность при 700 оС – 0,64 – 0,70 Вт/м К; линейная усадка 4,15 – 4,55 %.
В работе [13] изучено получение композитов кордиерит–муллит с использованием летучей золы в качестве альтернативного источника Al2O3 и SiO2. Предварительно измельченную летучую золу сепарировали от примесей железа, а также выщелачивали оксид кальция уксусной кислотой. Измельченные электроплавленные порошки оксидов магния и алюминияприменяли в качестве дополнительного сырья. Образцы формовали методом одноосного прессования с прилагаемой нагрузкой 4 т с последующим холодным изостатическим прессованием с приложением нагрузки 200 МПа. Сформованные образцы термообрабатывали в тиглях из платины и после обжигали в интервале температур 1200 – 1600 °C. Микроструктура композитов состояла из матрицы кордиерита и переплетенных игл муллита с усиленным образованием последней фазы на внутренней поверхности пор. Плотность снижалась с увеличением номинального содержания муллита в композитах, что объяснялось более выраженной тенденцией к образованию пористости в таких условиях.
В работе [14] авторы выделяют золу уноса как альтернативный материал для синтеза чистого кордиерита с низкой температурой синтеза и улучшенными механическими свойствами. Золу уноса и оксида магния использовали в качестве сырьевого материала для синтеза фазы кордиерита с добавлением легирующих добавок, таких как ZrO2, CeO2 и TiO2, в различных количествах. Образцы, сформованные гидростатическим прессованием под давлением 240 МПа, после выжига связки при 400 оС обжигали в интервале температур 800 – 1350 °C.
В исследовании [15] был синтезирован кордиерит с использованием золы уноса, кальцинированного глинозема и талька. Исходную летучую золу обогащали с помощью магнитного и флотационного разделения. Материалы, взятые в требуемых пропорциях, измельчали для получения желаемой тонкости помола. Образцы, сформованные из гранулированной массы одноосным прессованием при давлении 250 МПа, обжигали при 1350 оС на воздухе. Кордиерит, синтезированный с применением чистой летучей золы, обладал свойствами, сравнимыми с промышленным кордиеритом, и большим модулем разрыва при 1250 оС (79 МПа для кордиерта, синтезированного с использованием обогащенной золы уноса и 72 МПа для коммерческого образца, представленного в работе).
Авторы работы [80] сообщают об успешном получении недорогой однофазной пористой кордиеритовой керамики. Магнезит и кварц добавляли непосредственно в летучую золу для изготовления керамики путем твердофазной реакции. Магнезит являлся источником MgO, а также порообразователем. Кварц обеспечивал дополнительный SiO2 для поддержания стехиометрического состава. Образцы керамики, сформованные одноосным прессованием под давлением 20 МПа, обжигали в интервале температур 1100 – 1300 оС. По результатам эксперимента была установлена оптимальная температура спекания для получения однофазного кордиерита с применением летучей золы (1300 оС), которая намного ниже, чем температура спекания, необходимая при использовании чистых оксидов. В основном это связано с тем, что примеси, вносимые сырьем, действуют как агломерационные добавки, которые положительно влияют на фазовое выделение, а также на кристаллизацию кордиерита. Как прочность при сжатии (72,64 МПа), так и прочность при изгибе (23,92 МПа) синтезированных образцов являются высокими, значения открытой пористости и объемной плотности соответственно 33,16% и 1,61 г/см3.
В работе [81] получена кордиеритовая огнеупорная стеклокерамика с применением золы уноса в качестве основного сырьевого материала с добавлением промышленного оксида алюминия и порошков основного карбоната магния. Измельченные порошки летучей золы, оксида алюминия и основного карбоната магния гранулировали с водой с добавлением метилцеллюлозы. Образцы, сформованные методом одноосного прессования под давлением 15 МПа, обжигали в интервале температур 1125 – 1320 оС. Кордиеритовая стеклокерамика, полученная из летучей золы, демонстрирует ряд привлекательных свойств, таких как прочность при сжати (35 МПа) и термостойкость (37 циклов термоудара 1200 – 28 оС). Низкий тепловой коэффициент линейного расширения и высокая прочность при сжатии делают этот материал пригодным для замены промышленных кордиеритовых изделий, таких как сотовые подложки для катализаторов, огнеприпас печей для обжига или детали теплообменников.
В исследовании [82] получение предшественников кордиерита проводили путем сухого смешивания летучей золы, гидроксила магния и гидроксила алюминия. Полученная смесь была хорошо гомогенизирована механическим измельчением, а затем образцы были сформованы методом одноосного прессования под давлением 15 МПа. Обжиг вели в интервале температур 900 – 1200 °C. Теплопроводность спеченной керамики на основе фазы кордиерита составила 1,12 Вт/(м·К) при прочности при сжатии 128 МПа. По удельной теплоемкости и теплопроводности материалы, полученные из летучей золы, по заявлению авторов работы, конкурентоспособны с керамическими материалами на основе кордиерита, полученного из природных ресурсов и промышленных оксидов.
В работе [12] было проведено сравнение огнеупорного материала форстерито-шпинелевой керамики, полученной с применением летучей золы класса F, и форстерито-шпинелевой керамики, для получения которой использовали реактивный глинозем. Также в работе в качестве сырья использовали оливин, кальцинированный каустический магнезит и каолин. Предварительно измельченные смеси гомогенизировали в роторном механическом гомогенизаторе и смешивали с водой для достижения оптимальной пластичности. Образцы, сформованные в латунные формы из пластичной пасты, обжигали в лабораторной печи в атмосфере воздуха при 1500 °C. Модуль разрыва и термостойкость образцов, полученных с использованием летучей золы, возрастали с повышением содержания летучей золы с незначительным ухудшением огнеупорных свойств. Модуль разрыва и термостойкость образцов, полученных с применением глинозема, наоборот, уменьшались с увеличением добавки глинозема.
Использование золы уноса в технологии теплоизоляционной пенокерамики
В работе [83] методом вспенивания был получен изоляционный материал с применением двух типов летучей золы с размерами частиц до 106 мкм и в диапазоне 200 – 600 мкм. В качестве связующей среды для твердой синтетической пены использовалась иллитовая глина, содержащая каолинит, иллит, кварц и альбит. Для приготовления синтетической твердой пены сначала из связующей глины готовили суспензию, затем добавляли летучую золу и смешивали в планетарной мельнице для образования композитной пасты. После достижения желаемой консистенции смесь летучая зола/глинистая суспензия заливали в формы. Затем образцы сушили на воздухе для предотвращения чрезмерной усадки, прежде чем их помещали в конвективную печь. Высушенные образцы спекали при 1050 оC. Разработанные пеноматериалы обладают потенциалом для применения в теплоизоляции за счет их относительно простого и масштабируемого производственного процесса, минимального использования связующих материалов, а также относительно высокой механической прочности (1,0 – 19,4 МПа) и легко адаптируемых свойств.
Методом вспенивания и шликерного литья изоляционный пеноматериал был получен в работе [11] с использованием измельченной летучей золы, стеклянных отходов и глины. В качестве пенообразователя брали додецилсульфат натрия, а полиакрилат натрия – для стабилизации пены. Вспененную суспензию заливали в гипсовые формы. Высушенные образцы обжигали при 650 оС для удаления кристаллической воды и органических добавок. Затем образцы обжигали при различных температурах от 850 до 1000 °C в воздушной среде. Были получены пористые теплоизоляционные материалы с низкой теплопроводностью – всего 0,0511 Вт/(м·К). Пористость этих материалов изменяется от 86,3 до 94,5 % по объему, прочность при сжатии – от 0,43 до 1,01 МПа с изменением твердой нагрузки пены и температуры спекания. Полученные в работе образцы перспективны для применения в качестве стеновых изоляционных материалов. Теплопроводность разработанного материала находится в том же диапазоне, что и теплопроводность вспученного перлита и вермикулита, и лучше, чем у некоторых инновационных материалов, так же как и плотность.
Влияние размера частиц золы уноса на свойства теплоизоляционной керамики
В работе [84] сообщается о влиянии размера частиц летучей золы на свойства легких изоляционных материалов. В качестве сырья использовали золу уноса, огнеупорную глину, кианит, опилки и поливиниловый спирт в качестве органического связующего. Образцы формовали методом одноосного прессования при давлении 2,5 МПа, после сушки спекали в интервале температур 1300 – 1400 °C. После прокаливания при 1350 °C линейная усадка, объемная плотность и открытая пористость составляют 4,5 %, 0,81 г/см3 и 70,84 % соответственно, при среднем размере частиц летучей золы 79,762 мкм соответствующая прочность при сжатии составляет 1,74 МПа, а теплопроводность при 900 °C – 0,281 Вт/(м·К). Частицы летучей золы <60 мкм, особенно частицы размером от 20 до 30 мкм, оказывают наибольшее влияние на свойства легкого изоляционного материала. Добавление частиц летучей золы размером от 20 до 30 мкм приводит к увеличению плотности, теплопроводности и линейной усадки и способствует получению лучших физико-химических свойств, тогда как частицы летучей золы размером > 80 мкм имеют противоположный эффект.
В работах [10, 85] оценивали влияние размера частиц летучей золы на свойства высокопрочного изоляционного материала, сформованного методом экструзии из смеси летучей золы, глины и поливинилового спирта. Размер частиц используемой золы варьировался в пределах 80 – 200 меш. Размеры частиц золы имели большое влияние на объемную плотность, прочность и теплопроводность спеченных образцов. В обеих работах значения прочности и плотности образцов увеличиваются с возрастанием размера частиц летучей золы, а затем уменьшаются. Оптимальные значения прочности и плотности достигаются для образцов, полученных при использовании летучей золы с размером частиц 120 – 160 меш. Теплопроводность материала в работе [10] уменьшается, а затем повышается при увеличении размеров частиц летучей золы. Оптимальное значение теплопроводности также достигается при использовании летучей золы с размером частиц 120 – 160 меш. В работе [85] теплопроводность непрерывно растет с увеличением размера частиц золы уноса, и ее оптимальное значение достигается при использовании летучей золы с размером частиц 80 – 120 меш.
Выводы
Летучая зола как продукт сгорания топлива на энергостанциях, вырабатываемая в больших количествах, оказывает негативное влияние на окружающую среду, загрязняя воздух, почвы, сточные воды и т.п. Ее активное использование в строительной промышленности позволит снизить негативные воздействия за счет уменьшения имеющихся залежей золокошлаковых отходов и предотвращения образования новых. Также привлекательно ее применение в качестве катализаторов, носителей катализаторов или адсорбентов для очистки вод и газов от тяжелых металлов, органических соединений, радиоактивных загрязнений, оксидов серы и азота и др. Использование летучей золы в качестве сырья в производстве огнеупорной керамики и теплоизоляции также весьма перспективно. Ее применение в качестве основного материала или источника оксидов алюминия и кремния не только позволит снизить использование невозобновляемых ресурсов, но и получить материалы, обладающие улучшенными теплофизическими свойствами, такими как прочность, термостойкость и теплопроводность.
СПИСОК ЛИТЕРАТУРЫ
1. Yao Z. T., Ji X. S., Sarker P. K. A comprehensive review on the applications of coal fly ash // Earth-Science Reviews. 2015. V. 141. P. 105 – 121.
2. Купенко В. И. Золошлаковые отвалы Зуевской тепловой электростанции как пример комплексного техногенного месторождения // Тр. Донецкого национального университета. Сер. Горно-геологическая. 2016. № 3(26). С. 128 – 134.
3. Хаглеев Е. П. Золошлакоотвалы годичного регулирования дифференцированных потоков золы и шлака угольных ТЭС // Проблемы энергетики. 2017. Т. 19, № 7–8. С. 21 – 32.
4. Xu G., Shi X. Characteristics and applications of fly ash as a sustainable construction material: A state of the art review // Resources, conservation & recycling. 2018. № 136. P. 95 – 109.
5. Делицин М. Л., Рябов Ю. В., Власов Ф. С. Возможные технологии утилизации золы // Энергосбережение. 2014. № 2. С. 60 – 66.
6. Герк С. А., Смолий В. А. Исследование состава и структуры отходов топливно-энергетического комплекса с применением электронно-микроскопического и элементного анализа // Известия высших учебных заведений. Северо-Кавказский регион. Технические науки. 2013. № 4. С. 76 – 79.
7. Hossain S. K. S., Roy P. K. Fabrication of sustainable insulation refractory: Utilization of different wastes // Boletín de la sociedad española de cerámica y vidrio. 2018. V. 58, No. 3. P. 115 – 125.
8. Gonzalez Otero J., Blanco F., Garcia M. P. Manufacture of refractory insulating bricks using fly ash and clay // British ceramic transactions. 2004. V. 103, No. 4. P. 181 – 186.
9. Браганса С. Р., Циммер А., Бергманн С. П. Использование угольной золы при производстве изоляционных огнеупоров // Новые огнеупоры. 2008. № 6. С. 60 – 63.
10.Yapeng D., Xingyong G., Weixia D. Preparation and properties of lightweight, high-strength insulation materials using fly ash floating beads // Key engineering materials. 2016. V. 697. P. 599 – 603.
11.Zhang R., Feng J., Cheng X. Porous thermal insulation materials derived from fly ash using afoaming and slip casting method // Energy and buildings. 2014. V. 81. P. 262 – 267.
12.Nguyen M., Sokoláˇr R. Impact of fly ash as a raw material on the properties of refractory forsterite-spinel ceramics // Minerals. 2020. V. 10, No. 9. P. 835 – 846.
13.López-Cuevas J., Interial-Orejón E., Gutiérrez-Chavarría C. A. Synthesis and characterization of cordierite, mullite and cordierite-mullite ceramic materials using coal fly ash as raw material // Materials research society. 2018. V. 2. No. 62. P. 3865 – 3872.
14.Senthil Kumar M., Vanmathi M., Senguttuvan G. Fly ash constituent–silica and alumina role in the synthesis and characterization of cordierite based ceramics // Silicon. 2019. No. 11. P. 2599 – 2611.
15.Kumar S., Singh K. K., Ramachandrarao P. Synthesis of cordierite from fly ash and its refractory properties // Journal of materials science letters. 2000. V. 19, № 14. P. 1263 – 1265.
16.Малыхин Р. Н. Применение золошлаковых отходов в дорожном строительстве Кузбасса // Молодой ученый. 2019. № 15 (253). С. 41 – 44. URL: https://moluch.ru/archive/253/57950/ (дата обращения: 06.10.2020).
17.Круглый стол на тему «Законодательное регулирование использования золошлаковых отходов угольных ТЭС» // Министерство энергетики Российской Федерации. URL: https://minenergo.gov.ru/node/14014 (дата обращения 06.10.2020).
18.Золошлаки: нерешенная проблема // Энергетика и промышленность России: газета, март 2019 г. № 05 (361). URL: https://www.eprussia.ru/epr/361/1492205.htm (дата обращения 07.10.2020)
19.Денисов Г.А. Золошлаки в промышленности стройматериалов. Новые химические технологии. Аналитический портал химической промышленности. URL:http://www.newchemistry.ru/letter.php?n_id=2841&amp;cat_id=&amp;sword=%C7%CE%CB%CE%D… (дата обращения 17.11.2020).
20.H.–J. Feuerborn , B. Müller, E. Walter. Use of Calcareous Fly Ash in Germany // Proceedings of the «Eurocoalash 2012» Conference, 25–27 september. — Thessaloniki, 2012 г.
21.Кожуховский И. С., Целыковский Ю. К. Угольные ТЭС без золошлакоотвала: реальность и перспективы // Энергетик. 2011. № 6. С. 20 – 23.
22. Комплексный план по повышению объемов утилизации продуктов сжигания твердого топлива на угольных ТЭС и котельных / Министерство энергетики Российской Федерации. URL: https://minenergo.gov.ru/node/18342 (дата обращения 06.10.2020)
23.Hemalatha T., Ramaswamy A. A review on fly ash characteristics – Towards promoting high volume utilization in developing sustainable concrete // Journal of cleaner production. 2017. No. 147. P. 546 – 559.
24.Iyer R. S., Scott J. A. Power station fly ash – a review of value-added utilization outside of the construction industry // Resources, conservation and recycling. 2001. V. 31, No. 3. P. 217 – 228.
25. Герасимова Н. П. Зола уноса как сырье для производства бетонных блоков при решении экологической проблемы утилизации золошлаковых отходов ТЭЦ // Вестник ИрГТУ. 2016. № 6(113). С. 122 – 127/
26.Sobolev K., Vivian I. F., Saha R. The effect of fly ash on the rheological properties of bituminous materials // Fuel. 2014. V. 116. P. 471 – 477.
27.Sett R. Flyash: characteristics, problems and possible utilization // Advances in applied science research. 2017. V.8, No. 3. P. 32 – 50.
28.Пат. 2011134840/03 РФ. Геополимерные композиционные связущие с заданными характеристиками для цемента и бетона / Г. Вэйлян, Л. Вернер, П. Ян; заявл. 21.01.2010; опубл. 27.02.13. Бюл. № 6. 5 с.
29.Han L., Wang J., Liu Z. Synthesis of fly ash–based self–supported zeolites foam geopolymer via saturated steam treatment // Journal of hazardous materials. 2020. V. 393. P. 122468.
30.Пичугин Е. А. Аналитический обзор накопленного в российской федерации опыта вовлечения в хозяйственный оборот золошлаковых отходов теплоэлектростанций // Проблемы региональной экологии. 2019. № 4. С. 77 – 87.
31.Худякова Л. И., Залуцкий А. В., Палеев П. Л. Использование золошлаковых отходов тепловых электростанций // XXI век. Техносферная безопасность. 2019. Т. 4, № 3. С. 290 – 306.
32.Путилин Е. И., Цветков В. С. Применение зол уноса и золошлаковых смесей при строительстве автомобильных дорог. Обзорная информация отечественного и зарубежного опыта применения отходов от сжигания твердого топлива на ТЭС. М.: СОЮЗДОРНИИ, 2003. 59 с.
33.Балабанов В. Б., Николаенко В. Л. Применение зольных отходов в дорожном строительстве // Вестник ИрГТУ. 2011. № 6 (53). С. 37 – 41.
34.Mostafa Hosseini Asl S., Ghadi A., Sharifzadeh Baei M. Porous catalysts fabricated from coal fly ash as cost-effective alternatives for industrial applications: A review // Fuel. 2018. V. 217. P. 320 – 342.
35.Volli V., Purkait M. K., Shu C. M. Preparation and characterization of animal bone powder impregnated fly ash catalyst for transesterification // Science of the total environment. 2019. V. 669. P. 314 – 321.
36.Aniokete T. C., Ozonoh M., Daramola M. O. Synthesis of pure and high surface area sodalite catalyst from waste industrial brine and coal fly ash for conversion of waste cooking oil (WCO) to biodiesel // International journal of renewable energy research. 2019. V. 9, No. 4. P. 1924 – 1937.
37.Niveditha S. V., Gandhimathi R. Flyash augmented Fe3O4 as a heterogeneous catalyst for degradation of stabilized landfill leachate in Fenton process // Chemosphere. 2020. V. 242. P. 125189.
38.Park J., Hwang Y., Bae S. Nitrate reduction on surface of Pd/Sn catalysts supported by coal fly ash-derived zeolites // Journal of hazardous materials. 2019. V. 374. P. 309 – 318.
39.Pavlovića S. M. A CaO/zeolite-based catalyst obtained from waste chicken eggshell and coal fly ash for biodiesel production // Fuel. 2020. V. 267. P. 117171.
40.Riehl A., Elsass F., Duplay J. Changes in soil properties in a fluvisol (calcaric) amended with coal fly ash // Geoderma. 2010. V. 155, No. 1–2. P. 67 – 74.
41.Yu C. L., Deng Q., Jian S. Effects of fly ash application on plant biomass and element accumulations in a meta-analysis // Environmental pollution. 2019. V. 250. P. 137 – 142.
42.He H., Dong Z., Peng Q. Impacts of coal fly ash on plant growth and accumulation of essential nutrients and trace elements by alfalfa (Medicago sativa) grown in a loessial soil // Journal of environmental management. 2017. V. 197. P. 428 – 439.
43.Jing Z., Li Y. Y., Cao S. Performance of double–layer biofilter packed with coal fly ash ceramic granules in treating highly polluted river water // Bioresource technology. 2012. V. 120. P. 212 – 217.
44.Mushtaq F., Zahid M., Ahmad Bhatti I. Possible applications of coal fly ash in wastewater treatment // Journal of environmental management. 2019. V. 240. P. 27 – 46.
45.Nguyen T. C., Loganathan P., Nguyen T. V. Adsorptive removal of five heavy metals from water using blast furnace slag and fly ash // Environmental science and pollution research. 2017. V. 25, No. 21. P. 20430 – 20438.
46.Jha V. K., Nagae M., Motohide M. Zeolite formation from coal fly ash and heavy metal ion removal characteristics of thus–obtained zeolite X in multi-metal systems // Journal of environmental management. 2009. V. 90, No. 8. P. 2507 – 2514.
47.Ahmaruzzaman M. Role of fly ash in the removal of organic pollutants from wastewater // Energy & fuels. 2009. V. 23, No. 3. P. 1494 – 1511.
48.Atun G., Ayar N., Kurtoğlu A. E. A comparison of sorptive removal of anthraquinone and azo dyes using fly ash from single and binary solutions // Journal of hazardous materials. 2019. V. 371. P. 94 – 107.
49.Hosseini Asl S. M., Javadian H., Khavarpour M. Porous adsorbents derived from coal fly ash as cost-effective and environmentally-friendly sources of aluminosilicate for sequestration of aqueous and gaseous pollutants: A review // Journal of cleaner production. 2019. V. 208. P. 1131 – 1147.
50.Izquierdo M. T., Rubio B. Carbon-enriched coal fly ash as a precursor of activated carbons for SO2 removal // Journal of hazardous mterials. 2008. V. 155, No. 1–2. P. 199 – 205.
51.Rubio B., Izquierdo M. T. Coal fly ash based carbons for SO2 removal from flue gases // Waste management. 2010. V. 30, No. 7. P. 1341 – 1347.
52.Kisiela A. M., Czajka K. M., Moroń W. Unburned carbon from lignite fly ash as an adsorbent for SO2 removal // Energy. 2016. V. 116. P. 1454 – 1463.
53.Ge J., Yoon S., Choi N. Application of fly ash as an adsorbent for removal of air and water pollutants // Applied sciences. 2018. V. 8, No. 7. P. 1116 – 1140.
54.Черепанов А. А., Кардаш В. Т. Комплексная переработка золошлаковых отходов ТЭЦ (результаты лабораторных и полупромышленных испытаний) // Геология и полезные ископаемые Мирового океана. 2009. № 2. P. 98 – 115.
55.Sahoo P. K., Kim K., Powell M. A. Recovery of metals and other beneficial products from coal fly ash: a sustainable approach for fly ash management // International Journal of Coal Science & Technology. 2016. V. 3, No. 3. P. 267 – 283.
56.Font O., Querol X., Juan R. Recovery of gallium and vanadium from gasification fly ash // Journal of hazardous materials. 2007. V. 139, No. 3. P. 413 – 423.
57.Hernández-Expósito A., Chimenos J. M., Fernández A. I. Ion flotation of germanium from fly ash aqueous leachates // Chemical engineering journal. 2006. V. 118, No. 1–2. P. 69 – 75.
58.Kamran Haghighi H., Irannajad M., Fortuny A. Recovery of germanium from leach solutions of fly ash using solvent extraction with various extractants // Hydrometallurgy. 2018. V. 175. P. 164 – 169.
59.Maitra S. Ceramic products from fly ash: Global perspectives // Proc. of the National Seminar on Fly Ash Utilisation, 26 – 27 February 1999. NML Jamshedpur, 1999. P. 32 – 37.
60.Luo Y., Ma S., Liu C. Effect of particle size and alkali activation on coal fly ash and their rolein sintered ceramic tiles // Journal of the European ceramic society. 2017. V. 37, No. 4. P. 1847 – 1856.
61.Luo Y., Zheng S., Ma S. Ceramic tiles derived from coal fly ash: Preparation and mechanical characterization // Ceramics international. 2017. V. 43, No. 15. P. 11953 – 11966.
62.Mishulovich A., Evanko J. L. Ceramic tiles from high–carbon fly ash // Materials science, 2003.
63.Sokolar R., Vodova L. The effect of fluidized fly ash on the properties of dry pressed ceramic tiles based on fly ash–clay body // Ceramics international. 2011. V. 37, No. 7. P. 2879 – 2885.
64.Namkane K., Naksata W., Thiansem S. Utilization of coal bottom ash as raw material for production of ceramic floor tiles // Environ earth sci. 2016. V. 75, No. 5. P. 386.
65.Ji R., Zhang Z., Yan C. Preparation of novel ceramic tiles with high Al2O3 content derived from coal fly ash // Construction and building materials. 2016. V. 114. P. 888 – 895.
66.Hea Y., Chenga W., Caib H. Characterization of α-cordierite glass-ceramics from fly ash // Journal of hazardous materials. 2005. V. 120, No. 1–3. P. 265 – 269.
67.Shao H., Liang K., Zhou F. Characterization of cordierite-based glass-ceramics produced from fly ash // Journal of non-crystalline solids. 2004. V. 337, No. 2. P. 157 – 160.
68.Zhu M., Ji R., Li Z. Preparation of glass ceramic foams for thermal insulation applications from coal fly ash and waste glass // Construction and building materials. 2016. V. 112. P. 398 – 405.
69.Ma Q., Wang Q., Luo L. Preparation of high strength and low-cost glass ceramic foams with extremely high coal fly ash content // IOP Conf. Ser.: Materials Science and Engineering. 2018. V. 397, 6th Annual International Conference on Material Science and Engineering, 22 – 24 June 2018. Suzhou, 2018.
70.Mustaffar M. I., Mahmud M. H. Processing of highly porous glass ceramic from glass and fly ash wastes // AIP Conference Proceedings, November 2018. 3rd Intern. scinces, technology & engineering conference, 2018.
71.Guoa Y., Zhang Y., Huangc H. Effect of heat treatment process on the preparation of foamed glass ceramic from red mud and fly ash // Applied mechanics and materials vols. 2014. V. 670. P. 201 – 204.
72.Fernandes H. R., Tulyaganov D. U., Ferreira J. M. F. Production and characterisation of glass ceramic foams from recycled raw materials // Advances in applied ceramics. 2009. V. 108, No. 1. P. 9 – 13.
73.Mangutova B. V., Fidancevska E. M., Milosevski M. I. Production of highly porous glass-ceramics from metallurgical slag, fly ash and waste glass // Acta periodica technologica. 2004. V. 35, No. 35. P. 103 – 110.
74.López-Badillo C. M., López-Cuevas J., Gutiérre-Chavarría C. A. Synthesis and characterization of BaAl2Si2O8 using mechanically activated precursor mixtures containing coal fly ash // Journal of the European ceramic society. 2013. V. 33, No. 15 – 16. P. 3287 – 3300.
75.Long-González D., López-Cuevas J., Gutiérrez-Chavarría C. A. Synthesis of monoclinic celsian from coal fly ash by using a one–step solid–state reaction process // Ceramics international. 2010. V. 36, No. 2. P. 661 – 672.
76.Kim M., Ko H., Kwon T. Development of novel refractory ceramic continuous fibers of fly ash and comparison of mechanical properties with those of E-glass fibers using the Weibull distribution // Ceramics international. 2020. V. 46, No. 9. P. 13255 – 13262.
77.Patent CN 1102822A. 1999. Light heat insulation brick made of powdered coal ash
78.Sukkae R., Suebthawilkul S., Cherdhirunkorn B. Utilization of coal fly ash as a raw material for refractory production // Journal of metals, materials and minerals. 2018. V. 28, No. 1. P. 116 – 123.
79.Patent CN 103964866A. 2014. Method for preparation lightweight mullite refractory by high-alumina fly ash
80.Wang S., Wang H., Chen Z. Fabrication and characterization of porous cordierite ceramics prepared from fly ash and natural minerals // Ceramics International. 2019. V. 45, No. 15. P. 18306 – 1831.
81.He Y., Cheng W., Cai H. Characterization of α-cordierite glass-ceramics from fly ash // Journal of hazardous materials. 2005. V. 120, No. 1 – 3. P. 265 – 269.
82.Tabit K., Hajjou H., Waqif M. Cordierite-based ceramics from coal fly ash for thermal and electrical insulations // Silicon. 2020. Early Access
83.Brooks A. L., Shen Z., Zhou H. Development of a high-temperature inorganic synthetic foam with recycled fly-ash cenospheres for thermal insulation brick manufacturing // Journal of cleaner production. 2020. V. 246.
84.Chen R., Li Y., Xiang R. Effect of particle size of fly ash on the properties of lightweight insulation materials // Construction and building materials. 2016. V. 123. P. 120 – 126.
85.Patent CN 104058725А. 2014. Method for preparing light high-strength thermal insulation material by controlling waste particle size and the thermal insulation material prepared with method
УДК 666.7–127:666.766
Летучая зола как техногенное сырье для получения огнеупорных и изоляционных керамических материалов (обзор)
Красный Б. Л.,Иконников К. И., Лемешев Д. О., Сизова А. С., «Стекло и керамика», 2021, № 2
Представлен обзор литературы по выработке летучей золы на тепловых электростанциях и уровню ее переработки в России и за рубежом. Описаны свойства летучей золы и области ее применения. Подробнее рассмотрено применение золы уноса в технологии производства огнеупорных и теплоизоляционных керамических материалов как источника оксидов алюминия и кремния для изготовления огнеупорных изделий на основе муллита, кордиерита или композиции форстерит-шпинель.
Ключевые слова: летучая зола, зола уноса, применение летучей золы, керамика, огнеупоры, теплоизоляция.
Табл. 1, ил. 2, библиогр.: 85 назв.
Все новости
Так ли безвредна для здоровья зола в составе газоблока?
Что такое зола? Это отходы! Электростанции на угле во всём мире считаются вредными. А зола уноса – это отходы от производства электростанций.
Есть мнение, что зола радиоактивней, чем ядерные отходы , об этом можете прочитать в статье http://www.proatom.ru/modules.php?name=News&file=article&sid=4326. Так, в США учёные обнаружили, что зола заражает почву и воду мышьяком, свинцом и другими тяжелыми металлами. Это может повлечь повышение риска заболевания рака в 50 раз!
Многие предприятия по изготовлению блоков используют эту самую золу уноса. Давайте узнаем её минусы и плюсы.
- Добавление золы изменяет цвет раствора цемента. Блоки становятся грязно – серого цвета. Если видите перед собой белые блоки, то можете быть уверены – золы в составе нет;
- При добавлении 10% золы в цемент увеличивается капиллярное поглощение воды на 10-20%. Это приводит к уменьшению морозостойкости блоков;
- С золой уменьшается прочность блоков при низких температурах;
- Наличие свободного кальция. Если не удалить кальций из состава, то вы рискуете получить саморазрушающиеся строительные материалы – «мину замедленного действия».
К плюсам отнесём:
- Снижение себестоимости газоблока;
- Улучшение удобоукладываемости.
Только посмотрите, сколько тонн золы складируется на открытых площадках производства. Такие площадки содержат тяжелый металл и токсины.
Выглядит это всё немного устрашающе в отличие от добычи кварцевого песка, который наш завод добавляет вместо золы.
В составе песка входят полезные вещества, такие как кальций и железо.
А сфера применения довольно широка:
- Фильтр для очистки воды;
- Пищевая индустрия – на нём варят вкусный и ароматный кофе;
- Стекольная промышленность. Изготовляют стекло, фарфор, керамику;
- В творчестве – крашеный кварцевый песок.
Теперь рассмотрим плюсы песка:
- Высокий показатель прочности и твердости;
- Отлично переносит воздействие высокой температуры;
- Имеет мономинеральный состав – кварц;
- Устойчив к механическим и химическим воздействиям;
- В его составе нет никаких примесей;
- Способствует в борьбе с коррозией.
Благодаря всем этим плюсам минерал не заменим во многих отраслях промышленности.
Из минусов можно выделить
- Стоимость песка выше, чем у золы, соответственно, и цена блока тоже;
- Образуется пыль при распылении в пескоструйном аппарате.
Мы с чистой совестью можем сказать, что кварцевый песок обладает лишь незначительными минусами. И только вам выбирать, хотите ли вы жить в доме из «отходов» электростанций или из экологически чистых блоков!
Глава 1 — Летучая зола — Инженерный материал — Факты о летучей золе для дорожных инженеров — Вторичная переработка — Устойчивое развитие — Тротуары
Факты о летучей золе для дорожных инженеров
Глава 1 — Летучая зола — Технические материалы
Почему летучая зола?
Что такое летучая зола? Летучая зола — это мелкодисперсный остаток, образующийся при сгорании пылевидного угля и переносимый из камеры сгорания выхлопными газами. В 2001 году было произведено более 61 миллиона метрических тонн (68 миллионов тонн) летучей золы.
Откуда взялась летучая зола? Летучая зола производится угольными электрическими и парогенераторными установками. Как правило, уголь измельчается и вдувается воздухом в камеру сгорания котла, где он немедленно воспламеняется, выделяя тепло и выделяя расплавленный минеральный остаток. Котельные трубы отводят тепло от котла, охлаждая дымовой газ и заставляя расплавленный минеральный остаток затвердевать и образовывать золу. Крупные частицы золы, называемые зольным остатком или шлаком, падают на дно камеры сгорания, в то время как более легкие мелкие частицы золы, называемые летучей золой, остаются взвешенными в дымовых газах.Перед выпуском дымовых газов летучая зола удаляется устройствами контроля выбросов твердых частиц, такими как электрофильтры или рукавные фильтры из фильтровальной ткани (см. Рисунок 1-1).
Где используется летучая зола? В настоящее время более 20 миллионов метрических тонн (22 миллиона тонн) летучей золы ежегодно используется в различных инженерных приложениях. Типичные области применения в дорожном строительстве включают: портландцементный бетон (PCC), стабилизацию грунта и основания дороги, текучие засыпки, растворы, конструкционный наполнитель и асфальтный наполнитель.
Чем полезна летучая зола? Летучая зола чаще всего используется в качестве пуццолана в приложениях PCC. Пуццоланы представляют собой кремнеземистые или кремнистые и глиноземистые материалы, которые в мелкодисперсной форме и в присутствии воды реагируют с гидроксидом кальция при обычных температурах с образованием вяжущих соединений.
Уникальная сферическая форма и гранулометрический состав золы-уноса делают ее хорошим минеральным наполнителем в горячих асфальтовых смесях (HMA) и улучшают текучесть текучей засыпки и цементного раствора.Постоянство и обилие летучей золы во многих областях открывает уникальные возможности для использования в строительных засыпках и других дорожных покрытиях.
Экологические преимущества. Утилизация летучей золы, особенно в бетоне, имеет значительные экологические преимущества, включая: (1) увеличение срока службы бетонных дорог и конструкций за счет повышения долговечности бетона, (2) чистое сокращение энергопотребления и выбросов парниковых газов и других вредных выбросов в атмосферу во время полета. зола используется для замены или вытеснения производимого цемента, (3) уменьшения количества продуктов сгорания угля, которые должны быть захоронены на свалках, и (4) сохранения других природных ресурсов и материалов.
Рисунок 1-1: Метод переноса летучей золы может быть сухим, влажным или и тем, и другим.
Производство
Летучая зола образуется при сжигании угля в электрических котлах или промышленных котлах. Существует четыре основных типа котлов, работающих на угле: пылевидный уголь (ПК), топка с топкой или подвижная колосниковая решетка, циклон и котлы сжигания в псевдоожиженном слое (FBC). Котел ПК является наиболее распространенным, особенно для крупных электрогенерирующих агрегатов. Остальные котлы чаще встречаются на промышленных или когенерационных предприятиях.Летучая зола, образующаяся на котлах FBC, в этом документе не рассматривается. Летучая зола улавливается из дымовых газов с помощью электростатических пылеуловителей (ESP) или в коллекторах из фильтровальной ткани, обычно называемых рукавными фильтрами. Физические и химические характеристики летучей золы различаются в зависимости от методов сжигания, источника угля и формы частиц.
| Миллион метрических тонн | Миллион коротких тонн | Процент | |
|---|---|---|---|
| Произведено | 61.84 | 68,12 | 100,0 |
| Использовано | 19,98 | 22,00 | 32,3 |
Как показано в Таблице 1-1, из 62 миллионов метрических тонн (68 миллионов тонн) летучей золы, произведенной в В 2001 году было использовано только 20 миллионов метрических тонн (22 миллиона тонн), или 32 процента от общего объема производства. Ниже приводится разбивка использования летучей золы, большая часть которой используется в транспортной отрасли.
| Миллион метрических тонн | Миллион коротких тонн | Процент | |
|---|---|---|---|
| Цемент / бетон | 12.16 | 13,40 | 60,9 |
| Текучая насыпка | 0,73 | 0,80 | 3,7 |
| Структурная насыпка | 2,91 | 3,21 | 14,6 |
| Дорожное основание / основание | 0,93 | 1,02 | 4,7 |
| Модификация почвы | 0,67 | 0,74 | 3,4 |
| Минеральный наполнитель | 0,10 | 0.11 | 0,5 |
| Горнодобывающая промышленность | 0,74 | 0,82 | 3,7 |
| Стабилизация / отверждение отходов | 1,31 | 1,44 | 6,3 |
| Сельское хозяйство | 0,02 | 0,02 | 0,1 |
| Разное / Прочее | 0,41 | 0,45 | 2,1 |
| Итого | 19,98 | 22,00 | 100 |
Обработка
Собранная зола-унос обычно транспортируется пневматически из бункеров ЭЦН или фильтрующей ткани в силосы для хранения, где она остается сухой до утилизации или дальнейшей обработки, или в систему, где сухая зола смешивается с водой и транспортируется (промывается) в хранилище. -площадь водохранилища.
Сухая собранная зола обычно хранится и обрабатывается с использованием оборудования и процедур, аналогичных тем, которые используются для работы с портландцементом:
- Летучая зола хранится в силосах, куполах и других бестарных хранилищах
- Летучая зола может транспортироваться с помощью воздушных шиберов, ковшовых конвейеров и винтовых конвейеров, или ее можно транспортировать пневматически по трубопроводам в условиях положительного или отрицательного давления
- Летучая зола транспортируется на рынки в автоцистернах, железнодорожных вагонах и баржах / судах
- Летучая зола может быть упакована в супер мешки или мешки меньшего размера для специальных применений
Сухая собранная летучая зола также может быть увлажнена водой и смачивающими веществами, если применимо, с использованием специального оборудования (кондиционированного) и транспортироваться в крытых самосвалах для специальных применений, таких как строительные засыпки.Водную летучую золу можно складировать на стройплощадках. Открытый складированный материал необходимо поддерживать во влажном состоянии или накрывать брезентом, пластиком или аналогичными материалами для предотвращения выброса пыли.
Характеристики
Размер и форма. Летучая зола обычно мельче портландцемента и извести. Летучая зола состоит из частиц размером с ил, которые обычно имеют сферическую форму и обычно имеют размер от 10 до 100 микрон (рис. 1-2). Эти маленькие стеклянные сферы улучшают текучесть и удобоукладываемость свежего бетона.Тонкость помола — одно из важных свойств, определяющих пуццолановую реакционную способность летучей золы.
Рис. 1-2: Частицы летучей золы при 2000-кратном увеличении.
Химия. Летучая зола состоит в основном из оксидов кремния, алюминия, железа и кальция. Магний, калий, натрий, титан и сера также присутствуют в меньшей степени. При использовании в качестве минеральной добавки в бетоне летучая зола классифицируется как зола класса C или класса F в зависимости от ее химического состава.Американская ассоциация государственных служащих автомобильного транспорта (AASHTO) M 295 [Спецификация C 618 Американского общества испытаний и материалов (ASTM)] определяет химический состав летучей золы классов C и F.
Зола класса C обычно получают из полубитуминозных углей и состоят в основном из алюмосульфатного стекла кальция, а также кварца, трехкальциевого алюмината и свободной извести (CaO). Зола класса C также называется летучей золой с высоким содержанием кальция, поскольку она обычно содержит более 20 процентов CaO.
Зола класса F обычно получают из битуминозных и антрацитовых углей и состоят в основном из алюмосиликатного стекла, в котором также присутствуют кварц, муллит и магнетит. Класс F или зола-унос с низким содержанием кальция содержит менее 10 процентов CaO.
| Компаунды | Зола уноса класса F | Зола уноса класса C | Портлендский цемент |
|---|---|---|---|
| SiO 2 | 55 | 40 | 23 |
| Al 2 0 3 | 26 | 17 | 4 |
| Fe 2 O 3 | 7 | 6 | 2 |
| CaO (известь) | 9 | 24 | 64 |
| MgO | 2 | 5 | 2 |
| SO 3 | 1 | 3 | 2 |
Цвет. Зола-унос может быть от желто-коричневого до темно-серого в зависимости от ее химических и минеральных компонентов. Коричневый и светлый цвет обычно ассоциируется с высоким содержанием извести. Коричневатый цвет обычно связан с содержанием железа. Цвет от темно-серого до черного обычно связан с повышенным содержанием несгоревшего углерода. Цвет летучей золы обычно одинаков для каждой электростанции и источника угля.
Рисунок 1-3: Типичные пепельные цвета
Качество летучей золы
Требования к качеству летучей золы различаются в зависимости от предполагаемого использования.На качество летучей золы влияют характеристики топлива (уголь), совместное сжигание топлива (битуминозные и полубитуминозные угли) и различные аспекты процессов сжигания и очистки / сбора дымовых газов. Четыре наиболее важных характеристики летучей золы для использования в бетоне — это потери при возгорании (LOI), крупность, химический состав и однородность.
LOI — это измерение количества несгоревшего углерода (угля), остающегося в золе, и является важной характеристикой золы-уноса, особенно для бетонных применений.Высокий уровень углерода, тип углерода (то есть активированный), взаимодействие растворимых ионов в летучей золе и изменчивость содержания углерода могут привести к значительным проблемам с воздухововлечением в свежем бетоне и могут отрицательно повлиять на долговечность бетона. AASHTO и ASTM определяют пределы для LOI. Однако некоторые государственные транспортные департаменты укажут более низкий уровень для LOI. Углерод также можно удалить из летучей золы.
ППП не влияет на некоторые виды использования летучей золы. Наполнитель в асфальте, текучий наполнитель и конструкционные наполнители могут принимать летучую золу с повышенным содержанием углерода.
Тонкость помола летучей золы наиболее тесно связана с рабочим состоянием угольных дробилок и измельчаемостью самого угля. Для использования летучей золы в бетонных изделиях тонкость помола определяется как процент по массе материала, удерживаемого на сите 0,044 мм (№ 325). Более крупная градация может привести к менее реакционной золе и может содержать более высокое содержание углерода. Пределы дисперсности регулируются ASTM и спецификациями государственного транспортного департамента. Летучая зола может быть обработана просеиванием или воздушной классификацией для улучшения ее дисперсности и реакционной способности.
На некоторые небетонные применения, такие как строительные засыпки, тонкость зольной пыли не влияет. Однако другие применения, такие как асфальтный наполнитель, в значительной степени зависят от степени измельчения летучей золы и ее гранулометрического состава.
Химический состав летучей золы напрямую связан с минеральным составом исходного угля и любых дополнительных видов топлива или добавок, используемых в процессах сжигания или дожигания. Используемая технология контроля загрязнения также может влиять на химический состав летучей золы.Электростанции сжигают большие объемы угля из нескольких источников. Угли могут быть смешаны, чтобы максимизировать эффективность производства или улучшить экологические характеристики станции. Химический состав летучей золы постоянно проверяется и оценивается для конкретных применений.
Некоторые станции выборочно сжигают определенные угли или изменяют состав своих добавок, чтобы избежать ухудшения качества золы или придать желаемый химический состав и характеристики летучей золы.
Однородность характеристик летучей золы от отгрузки до отгрузки является обязательной для обеспечения стабильного продукта.Химический состав и характеристики летучей золы обычно известны заранее, поэтому бетонные смеси разрабатываются и испытываются на эксплуатационные характеристики.
| ACI 229R | Контролируемый низкопрочный материал (CLSM) |
|---|---|
| ASTM C 311 | Отбор проб и испытание летучей золы или природных пуццоланов для использования в качестве минеральной добавки в портландцементном бетоне |
| AASHTO M 295 ASTM C 618 | Зола-унос и необработанный или кальцинированный природный пуццолан для использования в качестве минеральной добавки в портландцементном бетоне |
| ASTM C 593 | Зола-унос и другие пуццоланы для использования с известью |
| ASTM D 5239 | Стандарт Практика определения летучей золы для использования в стабилизации почвы |
| ASTM E 1861 | Руководство по использованию побочных продуктов сгорания угля в конструкционных насыпях |
Обеспечение качества и контроль качества Критерии различаются для каждого использования летучая зола от штата к штату и от источника к источнику.В некоторых штатах требуются сертифицированные образцы из силоса на определенной основе для тестирования и утверждения перед использованием. Другие ведут списки утвержденных источников и принимают сертификаты поставщиков проектов на качество летучей золы. Степень требований к контролю качества зависит от предполагаемого использования, конкретной летучей золы и ее изменчивости. Требования к тестированию обычно устанавливаются отдельными агентствами.
Рис. 1-4: Микроскопические фотографии летучей золы (слева) и портландцемента (справа).
| Класс F | Класс C | |||
|---|---|---|---|---|
| Химические требования | SiO 2 + Al 2 O 3 + Fe 2 O 3 | мин.% | 70 1 | 50 |
| SiO 3 | макс% | 5 | 5 | |
| Влагосодержание | макс.% | 3 | 3 | |
| Потери при воспламенении (LOI) | макс.% | 5 1 | 5 1 | |
| Дополнительные химические требования | Доступные щелочи | макс.% | 1.5 | 1,5 |
| Физические требования | Тонкость помола (+325 меш) | макс.% | 34 | 34 |
| Пуццолановая активность / цемент (7 дней) | мин.% | 75 | 75 | |
| Пуццолановая активность / цемент (28 дней ) | мин.% | 75 | 75 | |
| Требования к воде | макс.% | 105 | 105 | |
| Расширение автоклава | макс.% | 0.8 | 0,8 | |
| Единообразные требования 2 : плотность | макс.% | 5 | 5 | |
| Единые требования 2 : Тонкость помола | макс.% | 5 | 5 | |
| Дополнительные физические требования | Множественный коэффициент (LOI x тонкость) | 255 | — | |
| Увеличение усадки при сушке | макс.% | .03 | .03 | |
| Требования к однородности: Воздухововлекающий агент | макс.% | 20 | 20 | |
| Цемент / щелочная реакция: Расширение раствора (14 дней) | макс.% | 0,020 | — — |
Примечания:
- Требования ASTM составляют 6 процентов
- Плотность и тонкость отдельных образцов не должны отличаться от среднего значения, установленного 10 предыдущими испытаниями, или всеми предыдущими испытаниями, если число меньше 10, более чем на указанный максимальный процент.
ПРОИСХОЖДЕНИЕ Летучая зола, образующаяся при сжигании пылевидного угля в угольном котле, представляет собой мелкозернистый порошкообразный материал, который уносится с дымовыми газами и обычно собирается из дымовых газов с помощью электростатических пылеуловителей, рукавных фильтров или механических устройств. устройства сбора, такие как циклоны.В общем, в электроэнергетике используются три типа топок угольных котлов. Их называют котлами с сухим подом, котлами с мокрым подом и циклонными печами. Наиболее распространенным типом печи для сжигания угля является печь с сухим подом. Когда пылевидный уголь сжигается в котле с сухой золой и сухим днищем, около 80 процентов всей золы покидает топку в виде летучей золы, увлекаемой дымовыми газами. Когда пылевидный уголь сжигается в печи с мокрым подом (или с отводом из шлака), до 50 процентов золы остается в печи, а остальные 50 процентов уносятся с дымовыми газами.В циклонной печи, в которой в качестве топлива используется измельченный уголь, от 70 до 80 процентов золы остается в виде котельного шлака и только 20-30 процентов покидает печь в виде сухой золы в дымовых газах. (1) Общая блок-схема производства летучей золы в работе угольного котла с сухим дном представлена на Рисунке 5-1. Рисунок 5-1. Производство летучей золы в котле с сухим днищем с электрофильтром. В течение 1996 года, последнего года, за который в настоящее время имеется статистика по золе, электроэнергетика в Соединенных Штатах произвела около 53 выбросов.5 миллионов метрических тонн (59,4 миллиона тонн) летучей золы угля. До 1996 года количество ежегодно производимой летучей золы оставалось примерно таким же, начиная с 1977 года, и составляло от 42,9 до 49,7 миллиона метрических тонн (47,2–54,8 миллиона тонн). (2) Дополнительную информацию об использовании золы угля в США можно получить по телефону: Американская ассоциация угольной золы (ACAA) 2760 Эйзенхауэр-авеню, люкс 304 Александрия, Вирджиния 22314 НИИ Электроэнергетики 3412 Hillview Road Пало-Альто, Калифорния 94304 Институт электричества Эдисона 1701 Пенсильвания-авеню, Н.У. Вашингтон, округ Колумбия, 20004–2696 ОПЦИИ ТЕКУЩЕГО УПРАВЛЕНИЯ Переработка В 1996 году было использовано около 14,6 миллиона метрических тонн (16,2 миллиона тонн) летучей золы. Из этого общего количества 11,85 миллиона метрических тонн (13,3 миллиона тонн), или примерно 22 процента от общего количества произведенной летучей золы, было использовано в строительных приложениях. В таблице 5-1 перечислены основные области применения в строительстве, в которых использовалась летучая зола в 1996 году. В период с 1985 по 1995 год использование летучей золы колебалось от 8,8 до 11,9 миллиона метрических тонн (8,8 и 13,6 миллиона тонн) в год, составляя в среднем 10,2 миллиона метрических тонн (11,3 миллиона тонн) в год. (3) Зола уноса полезна во многих областях, потому что это пуццолан, то есть кремнийсодержащий или алюмокремнистый материал, который в тонко измельченной форме и в присутствии воды будет соединяться с гидроксидом кальция (от известь, портландцемент или обжиговая пыль) с образованием вяжущих смесей. (4) Утилизация Приблизительно от 70 до 75 процентов образующейся летучей золы по-прежнему утилизируется на свалках или в лагунах для хранения. (2) Однако большая часть этой золы может быть извлечена и использована. Таблица 5-1. Применения летучей золы в строительстве (1996 г.).
ИСТОЧНИКИ РЫНКА Хотя электроэнергетические компании производят золу на своих угольных электростанциях, большинство коммунальных предприятий не обрабатывают, не утилизируют и / или не продают золу, которую они производят.На всей территории Соединенных Штатов, во всех штатах, кроме Гавайев, работает от 40 до 50 коммерческих фирм по сбыту золы. В дополнение к коммерческим организациям по сбыту золы, некоторые энергокомпании, работающие на угле, имеют собственные официальные программы сбыта золы. Большинство угольных электроэнергетических компаний в настоящее время нанимают специалиста по маркетингу золы, в обязанности которого входит мониторинг образования, качества, использования или удаления золы, а также взаимодействие с продавцами золы или брокерами, которые работают по контракту с коммунальными компаниями. Из-за различий в углях из разных источников, а также из-за различий в конструкции угольных котлов не вся летучая зола одинакова. Хотя могут быть различия в золе-уносе от одной станции к другой, ежедневные изменения в золе-уносе данной электростанции обычно вполне предсказуемы, при условии, что работа станции и источник угля остаются постоянными. Тем не менее, количество летучей золы, полученной при сжигании угля с другими видами топлива (например, природным газом или древесиной) или с другими горючими материалами (такими как твердые бытовые отходы, утильные шины и т. Д.), Может значительно отличаться.). До тех пор, пока основные рабочие параметры на электростанции не изменяются, летучая зола из известного источника, поставляемая авторитетной организацией по сбыту золы, должна быть стабильным продуктом с контролируемым качеством. Летучая зола, используемая в портландцементном бетоне (PCC), должна соответствовать требованиям ASTM C618. (5) В ASTM C618 определены два класса летучей золы: 1) летучая зола класса F и 2) летучая зола класса C. Летучая зола, образующаяся при сжигании антрацита или битуминозного угля, обычно является пуццолановой и называется летучей золой класса F, если она соответствует химическому составу и физическим требованиям, указанным в ASTM C618.Материалы с пуццолановыми свойствами содержат стекловидный диоксид кремния и оксид алюминия, которые в присутствии воды и свободной извести вступают в реакцию с кальцием, содержащимся в извести, с образованием гидратов силиката кальция (вяжущих соединений). Зола-унос, образующаяся при сжигании лигнита или полубитуминозного угля, помимо пуццолановых свойств, также обладает некоторыми самоцементными свойствами (способность затвердевать и набирать прочность только в присутствии воды). Когда эта летучая зола соответствует химическому составу и физическим требованиям, изложенным в ASTM C618, ее называют летучей золой класса C.Большинство летучей золы класса C обладают самоцементными свойствами. Летучая зола обычно хранится в сухом виде в силосах, откуда ее можно использовать или утилизировать в сухом или влажном виде. К летучей золе можно добавлять воду, чтобы обеспечить складирование или захоронение в кондиционированной форме (влажность приблизительно от 15 до 30 процентов) или для удаления путем заливки в отстойники или лагуны во влажной форме. Приблизительно 75 процентов образующейся летучей золы перерабатывается в сухой или увлажненной форме, что значительно упрощает восстановление и использование.Основным преимуществом кондиционирования летучей золы является уменьшение вдувания или пыления при транспортировке грузовиком и хранении на открытом воздухе. ЭКСПЛУАТАЦИЯ НА ШОССЕ И ТРЕБОВАНИЯ К ОБРАБОТКЕ Портландцементный бетон — дополнительный цементный материал Летучая зола успешно используется в качестве минеральной добавки в ОКК в течение почти 60 лет. Это самый крупный разовый вид использования летучей золы. Его также можно использовать в качестве исходного материала для производства портландцемента и в качестве компонента портланд-пуццоланового цемента. Летучая зола должна быть в сухой форме при использовании в качестве минеральной добавки. При использовании материала в РСС необходимо внимательно следить за качеством летучей золы. Тонкость помола, потери при возгорании и химическое содержание являются наиболее важными характеристиками летучей золы, влияющими на ее использование в бетоне. Летучая зола, используемая в бетоне, также должна обладать достаточной пуццолановой реактивностью и иметь постоянное качество. Асфальтобетон — Минеральный наполнитель Летучая зола уже много лет используется в качестве заменителя минерального наполнителя в асфальтобетонных смесях.Минеральный наполнитель в асфальтобетонных смесях состоит из частиц размером менее 0,075 мм (сито № 200), которые заполняют пустоты в дорожной смеси и служат для улучшения когезии вяжущего (асфальтового цемента) и стабильности смеси. . Большинство источников летучей золы удовлетворяют требованиям по градации (минус 0,075 мм) и другим соответствующим физическим (непластическим) и химическим (содержание органических веществ) требованиям спецификаций минеральных наполнителей. Зола-унос должна быть в сухой форме для использования в качестве минерального наполнителя.Летучая зола, собираемая в сухом виде и хранящаяся в силосах, не требует дополнительной обработки. Возможно, что некоторые источники летучей золы с высоким содержанием извести (CaO) также могут быть полезны в качестве агента, предотвращающего скольжение в асфальтобетонных смесях. Стабилизированное основание — дополнительный вяжущий материал Стабилизированные основания или подосновы представляют собой смеси заполнителей и вяжущих, таких как портландцемент, которые увеличивают прочность, несущую способность и долговечность основания дорожного покрытия.Поскольку зола-унос может проявлять пуццолановые свойства или свойства самофиксации, или и то, и другое, она может успешно использоваться в качестве части связующего в конструкциях стабилизированного основания. При использовании золы-уноса пуццоланового типа необходимо добавить активатор, чтобы инициировать пуццолановую реакцию. Самоцементирующаяся летучая зола не требует активатора. Наиболее часто используемыми активаторами или химическими связующими в смесях на основе пуццолан-стабилизированной основы (PSB) являются известь и портландцемент, хотя с разной степенью успеха также использовались цементные и известковые пыли.Иногда в смесях PSB также использовались комбинации извести, портландцемента или обжиговой пыли. Успешное функционирование смесей PSB зависит от развития прочности в матрице, образованной пуццолановой реакцией между летучей золой и активатором. Эта цементирующая матрица действует как связующее, которое удерживает частицы заполнителя вместе, во многих отношениях аналогично низкопрочному бетону. Текучий наполнитель — заполнитель или дополнительный цементный материал Текучая засыпка — это суспензионная смесь, состоящая из песка или другого мелкозернистого заполнителя и вяжущего материала, который обычно используется в качестве замены засыпки из уплотненного грунта.Летучая зола использовалась в текучих наполнителях в качестве мелкого заполнителя и (из-за ее пуццолановых свойств) в качестве дополнения или замены цемента. В качестве текучей засыпки можно использовать пуццолановую или самоцементную золу-унос. Когда добавляются большие количества пуццолановой летучей золы, летучая зола может действовать как мелкозернистый заполнитель, так и как часть цементирующей матрицы. Самоцементирующаяся летучая зола используется в меньших количествах как часть связующего вместо цемента. Качество летучей золы, используемой в текучих наполнителях, не нужно так строго контролировать, как в других цементных материалах.Можно использовать как сухую, так и переработанную золу из отстойников. Перед использованием не требуется специальной обработки летучей золы. Насыпь и насыпь Летучая зола уже несколько десятилетий используется в качестве материала для засыпки насыпей или строительных конструкций, особенно в Европе. В этой стране зола-унос в качестве материала насыпи использовалась относительно ограниченно, хотя ее использование в этом применении становится все более широко распространенным. В качестве материала насыпи или насыпи зола уноса используется как заменитель естественных почв.Летучая зола при таком применении должна складироваться и кондиционироваться до оптимального содержания влаги, чтобы материал не был слишком сухим и пыльным или слишком влажным и неуправляемым. Когда летучая зола имеет оптимальное содержание влаги или приближается к нему, ее можно уплотнить до максимальной плотности, и она будет работать так же, как хорошо уплотненная почва. СВОЙСТВА МАТЕРИАЛА Физические свойства Зола-унос состоит из мелких порошкообразных частиц, преимущественно сферической формы, твердых или полых, и большей частью стеклообразных (аморфных) по природе.Углеродистый материал летучей золы состоит из угловатых частиц. Гранулометрический состав большей части летучей золы битуминозного угля в целом аналогичен гранулометрическому составу ила (сито менее 0,075 мм или № 200). Хотя летучая зола суббитуминозного угля также имеет размер ила, она, как правило, немного крупнее, чем летучая зола битуминозного угля. (2) Удельный вес золы-уноса обычно составляет от 2,1 до 3,0, а ее удельная поверхность (измеренная методом воздухопроницаемости Блейна) (6) может составлять от 170 до 1000 м 2 / кг. Цвет золы-уноса может варьироваться от желто-коричневого до серого или черного, в зависимости от количества несгоревшего углерода в золе. Чем светлее цвет, тем ниже содержание углерода. Бурый уголь или суббитуминозная летучая зола обычно имеют цвет от светло-коричневого до полированного, что указывает на относительно низкое количество углерода, а также на присутствие некоторого количества извести или кальция. Битумная летучая зола обычно имеет оттенок серого, а более светлые оттенки серого обычно указывают на более высокое качество золы. Химические свойства На химические свойства летучей золы в значительной степени влияют свойства сжигаемого угля и методы, используемые для обращения и хранения.Существует четыре основных типа угля, каждый из которых различается по теплотворной способности, химическому составу, зольности и геологическому происхождению. Четыре типа или сорта угля: антрацит, битуминозный, полубитуминозный и лигнит. Помимо того, что летучая зола хранится в сухой, кондиционированной или влажной форме, ее также иногда классифицируют по типу угля, из которого была получена зола. Основными компонентами летучей золы битуминозного угля являются диоксид кремния, оксид алюминия, оксид железа и кальций с различным количеством углерода, измеряемым по потерям при возгорании (LOI).Летучая зола из бурого угля и суббитуминозного угля характеризуется более высокими концентрациями оксидов кальция и магния и пониженным процентным содержанием оксида кремния и железа, а также более низким содержанием углерода по сравнению с летучей золой из битуминозных углей. (7) В котлах сжигается очень мало антрацитового угля, поэтому летучая зола антрацитового угля незначительна. В Таблице 5-2 сравнивается нормальный диапазон химических компонентов летучей золы битуминозного угля с таковыми у летучей золы бурого угля и летучей золы суббитуминозного угля.Из таблицы видно, что летучая зола лигнита и суббитуминозного угля имеет более высокое содержание оксида кальция и более низкие потери при возгорании, чем летучая зола от битуминозных углей. Летучая зола бурого угля и суббитуминозного угля может иметь более высокую концентрацию сульфатных соединений, чем летучая зола битуминозного угля. Основное различие между золой-уносом классов F и C заключается в количестве кальция и кремнезема, глинозема и железа в золе. (6) В золе-уносе класса F общее содержание кальция обычно составляет от 1 до 12 процентов, в основном в форме гидроксида кальция, сульфата кальция и стекловидных компонентов в сочетании с диоксидом кремния и оксидом алюминия.Напротив, летучая зола класса C может иметь содержание оксида кальция от 30 до 40 процентов. (8) Еще одно различие между классом F и классом C заключается в том, что количество щелочей (вместе натрий и калий) и сульфатов (SO 4 ) обычно выше в летучей золе класса C, чем в летучей золе класса F. Таблица 5-2. Нормальный диапазон химического состава летучей золы, полученной из различных видов угля (выраженный в процентах по массе).
Хотя обозначения классов F и C строго применимы только к летучей золе, соответствующей спецификации ASTM C618, эти термины часто используются в более общем плане для применения к летучей золе на основе ее исходного типа угля или содержания CaO.Важно понимать, что не вся летучая зола может соответствовать требованиям ASTM C618 и что для применений, отличных от бетона, в этом может не быть необходимости. Потери при возгорании (LOI), которые являются мерой количества несгоревшего углерода, остающегося в летучей золе, являются одним из наиболее важных химических свойств летучей золы, особенно как показатель пригодности для использования в качестве замены цемента в конкретный. ССЫЛКИ
Предыдущая | Содержание | Следующий | |||
Летучая зола — обзор
3.1 Введение
Летучая зола (FA), побочный продукт сгорания угля, образуется на угольных тепловых электростанциях. Обогащенная питательными веществами ЖК считается потенциальной поправкой на почву для роста растений (Pandey and Singh, 2010). В большинстве случаев ЖК состоит из макроэлементов растений Ca, Mg, K, P и S, а также из микроэлементов Fe, Co, B, Zn, Cu и Mn.FA также содержит тяжелые металлы, такие как Pb, Ni, As, Cr и Cd (Pandey and Singh, 2010). Токсическое действие ЖК незначительно, а концентрация токсичных элементов в допустимых пределах при ее малых дозах при некоторых сельскохозяйственных работах (Pandey et al., 2009b). Таким образом, в Индии и других странах были предприняты крупные инициативы по использованию такого экономичного ресурса в больших объемах в сельском хозяйстве (Pandey et al., 2009a, b, 2010; Pandey and Singh, 2010; Singh et al., 2011, 2016). ; Singh and Pandey, 2013; Shaheen et al., 2014; Верма и др., 2014). В настоящее время в мире производится более 600 миллионов тонн ТВС. В глобальном масштабе коэффициент использования FA составляет 25%, а неиспользованная FA требует важных действий. Поэтому FA нуждается в экологически чистом использовании в устойчивом режиме, что является серьезной проблемой. В связи с этим FA использовался в широком спектре строительных работ, таких как производство цемента, производство бетона, заполнение конструкций, производство кирпича и дорожное строительство. Кроме того, FA занимается стабилизацией почвы, улучшением почвы, восстановлением шахт и сельским хозяйством.Однако нет четких правил, спецификаций или руководств по его использованию в сельском хозяйстве. Отсутствие руководящих принципов или нормативных актов является основным препятствием для использования ФА для улучшения свойств почвы в сельском хозяйстве (Ahmaruzzaman, 2010). Различные проблемы использования FA при возделывании сельскохозяйственных культур — это удаленность ТЭЦ от сельскохозяйственных угодий и ее приемлемость для фермеров. Вышеупомянутые факты вызвали у ученых большой интерес к поиску альтернативных экологически безопасных возможностей использования ТВС.
Агрономические преимущества внесения добавки FA в основном связаны с улучшенными физико-химическими и биологическими характеристиками почвы. Минералы Ca – Si присутствуют в FA с пуццолановой природой, что улучшает пористость почвы, объемную плотность (BD), доступную водоемкость и водоудерживающую способность (WHC; Pandey and Singh, 2010). Обогащенная питательными веществами ЖК поддерживает рост сельскохозяйственных культур и увеличивает урожайность, так как содержит большое количество фосфора, но отсутствует азот. Это основная причина выбора зернобобовых культур для использования ЖК в сельском хозяйстве из-за их способности фиксировать азот (Pandey et al., 2009b), так как азот в ТВС отсутствует, так как при горении окисляется до газообразных составляющих. Поэтому зернобобовые культуры следует рассматривать в сельском хозяйстве, используя при этом ЖК в качестве мелиоранта. Основное внимание в данной главе уделяется изучению вероятности использования ФА в качестве удобрения или кондиционера почвы в сельскохозяйственном секторе.
Что такое летучая зола? | Журнал Concrete Construction
Летучая зола является побочным продуктом сжигания пылевидного угля на электростанциях.Во время горения минеральные примеси в угле (глина, полевой шпат, кварц и сланец) плавятся во взвешенном состоянии и всплывают из камеры сгорания с выхлопными газами. Когда расплавленный материал поднимается, он охлаждается и затвердевает в сферические стекловидные частицы, называемые летучей золой. Летучая зола собирается из выхлопных газов с помощью электрофильтров или рукавных фильтров. Мелкодисперсный порошок действительно похож на портландцемент, но отличается по химическому составу. Летучая зола химически реагирует с побочным продуктом гидроксидом кальция, выделяющимся в результате химической реакции между цементом и водой, с образованием дополнительных вяжущих продуктов, которые улучшают многие желательные свойства бетона.Вся летучая зола проявляет вяжущие свойства в различной степени в зависимости от химических и физических свойств как летучей золы, так и цемента. По сравнению с цементом и водой химическая реакция между летучей золой и гидроксидом кальция обычно протекает медленнее, что приводит к замедленному затвердеванию бетона. Отсроченное затвердевание бетона в сочетании с изменчивостью свойств летучей золы может создать серьезные проблемы для производителя бетона и отделочника при укладке стальных полов.
В бетоне обычно используются два типа летучей золы: класс C и класс F.Класс C часто представляет собой летучую золу с высоким содержанием кальция и содержанием углерода менее 2%; тогда как класс F, как правило, представляет собой летучую золу с низким содержанием кальция и содержанием углерода менее 5%, но иногда до 10%. Как правило, зола класса C образуется при сжигании полубитуминозных или бурых углей, а зола класса F — битуминозных или антрацитовых углей. Рабочие характеристики золы классов C и F различаются в зависимости от химических и физических свойств золы и того, как зола взаимодействует с цементом в бетоне. Многие виды золы класса C при воздействии воды реагируют и становятся твердыми, как цемент, но не золы класса F.Большая часть золы класса F, если не вся, будет реагировать только с побочными продуктами, образующимися при реакции цемента с водой. В этом исследовательском проекте использовалась летучая зола классов C и F.
В настоящее время более 50% бетона, размещаемого в США, содержит летучую золу. Нормы дозировки варьируются в зависимости от типа летучей золы и уровня ее реактивности. Обычно зола-унос класса F используется в дозах от 15% до 25% по массе вяжущего материала, а зола-унос класса C — от 15% до 40%. Тем не менее, летучая зола не использовалась для внутренних, затирочных стальных плит из-за присущих проблем или проблем, связанных с изменчивостью летучей золы и замедленным затвердеванием бетона.Скорость и равномерность затвердевания бетона являются критическими параметрами при определении отделочности окна и могут напрямую влиять на качество окончательной отделки пола. Отсроченное или неравномерное затвердевание бетона значительно увеличивает риск преждевременной или неправильной отделки, что приводит к некачественной отделке со стальными затирками. До сих пор владельцы зданий, поставщики бетона и отделочники неохотно заменяли цемент летучей золой в полах, покрытых стальными затирками, из-за повышенных рисков, связанных с летучей золой.Эти риски включают липкость поверхности, замедленное затвердевание бетона и преждевременное растрескивание в результате объемной усадки, вызванное замедленным схватыванием.
Вернуться к основной статье «Добавление золы-уноса в смеси для бетонных полов»
Основы угольной золы | Агентство по охране окружающей среды США
На этой странице
Что такое угольная зола?
Угольная зола, также называемая остатками от сжигания угля или CCR, образуется в основном при сжигании угля на угольных электростанциях.Угольная зола включает ряд побочных продуктов, образующихся при сжигании угля, в том числе:
- Зола-унос , очень мелкий порошкообразный материал, состоящий в основном из кремнезема, полученный при сжигании тонко измельченного угля в котле.
- Нижняя зола , крупная, угловатая частица золы, которая слишком велика для того, чтобы попасть в дымовые трубы, поэтому она образуется на дне угольной печи.
- Котельный шлак , расплав шлака из шлакового крана и циклонных печей, который после охлаждения водой превращается в окатыши, которые имеют гладкий стекловидный вид.
- Материал для десульфуризации дымовых газов , материал, оставшийся после процесса снижения выбросов диоксида серы из угольного котла, который может быть влажным илом, состоящим из сульфита кальция или сульфата кальция, или сухим энергетическим материалом, который представляет собой смесь сульфитов и сульфаты.
Другие виды побочных продуктов:
- зола от сжигания в псевдоожиженном слое,
- ценосфер и
- остатков скруббера.
Что электростанции делают с угольной золой?
Угольная зола утилизируется или используется по-разному в зависимости от:
- вида побочного продукта,
- процессов на заводе и
- правил, которым должна следовать электростанция.
Некоторые электростанции могут утилизировать его в поверхностных водохранилищах или на свалках. Другие могут сбрасывать его в ближайший водный путь в соответствии с разрешением на сброс воды на заводе.
Угольная зола также может быть переработана в такие изделия, как бетон или стеновые плиты.
Сколько угольной золы?
Угольная зола — один из крупнейших видов промышленных отходов, образующихся в США. Согласно отчету об исследовании производства и использования продуктов сжигания угля Американской ассоциации угольной золы, в 2014 году образовалось почти 130 миллионов тонн угольной золы.
Почему угольная зола повторно используется?
Повторное использование угольной золы может дать много экологических, экономических и продуктовых преимуществ, в том числе:
- Экологические преимущества , такие как сокращение выбросов парниковых газов, уменьшение необходимости вывоза на свалки и сокращение использования других материалов.
- Экономические выгоды , такие как снижение затрат, связанных с удалением угольной золы, увеличение доходов от продажи угольной золы и экономия от использования угольной золы вместо других, более дорогих материалов.
- Преимущества продукта , такие как повышенная прочность, долговечность и удобоукладываемость материалов.
Для получения дополнительной информации посетите веб-страницу повторного использования угольной золы.
Почему EPA регулирует угольную золу?
Угольная зола содержит такие загрязнители, как ртуть, кадмий и мышьяк. Без надлежащего управления эти загрязнители могут загрязнять водные пути, грунтовые воды, питьевую воду и воздух.
Необходимость принятия федеральных мер по обеспечению защитного захоронения угольной золы была подчеркнута крупными разливами около Кингстона, штат Теннесси, и Идена, Северная Каролина, которые нанесли обширный экологический и экономический ущерб близлежащим водным путям и собственности.
Для устранения рисков, связанных с неправильным удалением и сбросом угольной золы, EPA установило национальные правила утилизации угольной золы и усиливает существующие меры контроля за сбросами в воду. Для получения дополнительной информации посетите следующие веб-страницы.
Использование летучей золы в бетоне
На что обращать внимание при использовании летучей золы в сборных железобетонных изделиях.
ПРИМЕЧАНИЕ : Доступна обновленная версия этой статьи. Щелкните здесь, чтобы получить к нему доступ. Арни Розенберг
Др.Арни Розенберг — бывший директор по исследованиям в Grace Construction Products, а теперь приглашенный исследователь в Национальном институте стандартов и испытаний, занимающийся характеристиками летучей золы.
Все производители сборного железобетона теперь могут использовать группу материалов, называемую «летучая зола», для улучшения качества и долговечности своей продукции. Летучая зола улучшает удобоукладываемость, прокачиваемость, когезию, отделку, конечную прочность и долговечность бетона, а также решает многие проблемы, с которыми сегодня сталкивается бетон, — и все это с меньшими затратами.Однако летучую золу следует использовать осторожно. Без надлежащих знаний о его использовании и принятия надлежащих мер предосторожности проблемы могут привести к смешиванию, времени схватывания, увеличению прочности и стойкости.
Что такое летучая зола?
Летучая зола — это группа материалов, которые могут значительно различаться по составу. Это остатки горящего угля, которые собирают на электрофильтре или в рукавном фильтре. Он смешивается с дымовыми газами, которые образуются, когда порошкообразный уголь используется для производства электроэнергии.После нефтяного кризиса 1970-х годов использование угля увеличилось. В 1992 году во всем мире было произведено 460 миллионов метрических тонн угольной золы. Около 10 процентов этого количества было произведено в виде летучей золы в Соединенных Штатах. В 1996 году в США было использовано более 7 миллионов метрических тонн бетона. С экономической точки зрения, имеет смысл использовать как можно больше этой дешевой золы, особенно если ее можно использовать в бетоне в качестве заменителя цемента.
Уголь — продукт миллионов лет разложения растительного вещества под давлением, и его химический состав непостоянен.Кроме того, электроэнергетические компании оптимизируют производство электроэнергии из угля, используя такие добавки, как кондиционеры дымовых газов, сульфат натрия, масло и другие добавки для контроля коррозии, выбросов и загрязнения. Получающаяся зола-унос может иметь переменный состав и содержать несколько добавок, а также продукты неполного сгорания.
Большая часть золы-уноса является пуццолановой, что означает, что это кремнийсодержащий или кремнисто-глиноземистый материал, который вступает в реакцию с гидроксидом кальция с образованием цемента. Когда портландцемент вступает в реакцию с водой, образуется гидратированный силикат кальция (CSH) и известь.Гидратированный силикат приобретает прочность, а известь заполняет пустоты. Правильно подобранная летучая зола вступает в реакцию с известью с образованием CSH — того же цементирующего продукта, что и портландцемент. Эта реакция летучей золы с известью в бетоне улучшает прочность. Обычно летучая зола добавляется в конструкционный бетон в количестве 15-35 процентов от веса цемента, но до 70 процентов добавляется для массового бетона, используемого в плотинах, бетонных покрытиях, утрамбованных валиками, и на стоянках. Особое внимание следует уделять выбору летучей золы, чтобы обеспечить улучшенные свойства бетона.
Стандарты
Существует два класса летучей золы: «F» получается из горящего антрацита и / или битуминозного угля, а «C» получается из бурого или полубитуминозного угля. В Канаде есть еще одно различие. Когда содержание извести составляет 8-20 процентов, она относится к классу Cl, а когда выше — к классу C.
В Соединенных Штатах и других частях мира, где приняты стандарты США, химическая часть спецификации требует только комбинированного общего количества диоксида кремния, оксида алюминия и оксида железа.В нем не указано количество кремнезема, который вступает в реакцию с известью, чтобы обеспечить дополнительную прочность. Содержание глинозема в летучей золе может быть высоким, что может быть вредным, поскольку может потребоваться больше сульфата для контроля его реакционной способности. Сульфат добавляется в цемент, чтобы контролировать только реакции схватывания алюминатов и ферритов в цементе. Однако количество ограничено, потому что после схватывания бетона возможны расширительные реакции. Это количество сульфата не учитывает дополнительные алюминаты, которые могут быть добавлены при использовании летучей золы.Слишком много оксида железа замедлит время схватывания.
Хотя в ASTM C618 потери при возгорании, перечисленные в таблице требований, составляют менее 6 процентов, сноска фактически допускает до 12 процентов. Продукты неполного сгорания, такие как углерод, который влияет на воздухововлечение, водоцементное соотношение, схватывание и цвет бетона, могут вызвать эти потери при возгорании. Летучая зола считается отвечающей требованиям C618, если 7- или 28-дневная прочность образца с 20-процентной летучей золой достигает 75 процентов контрольной прочности в испытании ASTM C109.
Зола-унос и шлак класса C содержат около 35 процентов кремнезема и намного меньше оксида кальция, чем портландцемент. В большинстве случаев меньшее количество оксида кальция означает лучшую долговечность. В некоторой летучей золе содержание оксида алюминия и оксида железа может быть довольно высоким, что приводит к снижению прочности и необычным проблемам со временем схватывания. Сообщалось, что в некоторых случаях содержание углерода было настолько высоким, что оно не входило в специальное исключение, указанное в сноске в ASTM C618.
Преимущества
Преимущества использования летучей золы значительно перевешивают недостатки.Самым важным преимуществом является снижение проницаемости для воды и агрессивных химикатов. Правильно затвердевший бетон, сделанный из летучей золы, создает более плотный продукт, поскольку размер пор уменьшается. Это увеличивает прочность и снижает проницаемость.
Сегодня есть по крайней мере два способа повысить эффективность летучей золы: сухой процесс, включающий трибоэлектрическое статическое разделение, и мокрый процесс, основанный на пенной флотации. Эти процедуры обычно снижают содержание углерода и LOI летучей золы.Стоимость дополнительного бункера для хранения должна быть легко покрыта за счет снижения стоимости бетона и дополнительных преимуществ для бетона. Низкоуглеродистая летучая зола или использование лучшего воздухововлекающего агента с более высокой, чем обычно, скоростью добавления может решить проблему долговечности при замораживании-оттаивании.
Преимущества свежего бетона
Поскольку частицы летучей золы имеют сферическую форму и имеют тот же диапазон размеров, что и портландцемент, можно добиться уменьшения количества воды, необходимой для смешивания и укладки бетона.В сборном железобетоне это может быть переведено в лучшую обрабатываемость, в результате чего получаются острые и отчетливые углы и кромки с улучшенным внешним видом поверхности. Это также упрощает заполнение сложных форм и узоров. Летучая зола также приносит пользу сборному железобетону, снижая проницаемость, которая является основной причиной преждевременного разрушения. Использование летучей золы может улучшить обрабатываемость, прокачиваемость, сцепляемость, отделку, предельную прочность и долговечность. Мелкие частицы в золе-уносе помогают уменьшить просачивание и расслоение, а также улучшить прокачиваемость и чистоту, особенно в обедненных смесях.
Преимущества затвердевшего бетона
Прочность бетона зависит от многих факторов, наиболее важным из которых является соотношение воды и цемента. Зола-унос хорошего качества обычно улучшает обрабатываемость или, по крайней мере, обеспечивает такую же обрабатываемость при меньшем количестве воды. Уменьшение количества воды приводит к повышению прочности. Поскольку некоторая летучая зола содержит более крупные или менее химически активные частицы, чем портландцемент, значительная гидратация может продолжаться в течение шести месяцев или дольше, что приводит к гораздо более высокому пределу прочности, чем у бетона без летучей золы.
Было несколько случаев, когда первоначальная прочность бетона была низкой, особенно когда значительная часть — 30 процентов или более — портландцемента была заменена летучей золой. Сегодня это не должно быть серьезной проблемой, поскольку установленное время также контролируется многими другими факторами, которые при необходимости могут быть изменены, чтобы компенсировать добавленную летучую золу.
Наблюдаемое медленное схватывание и низкая ранняя прочность, полученные с летучей золой, привели к уменьшению количества этой минеральной добавки, используемой в бетоне.Хотя некоторые зольные материалы снижают начальную прочность и замедляют время схватывания, сегодня этого не должно быть. Некоторое количество летучей золы действительно ускоряет схватывание. Добавление ускорителей, пластификаторов и / или небольшого количества дополнительного CSF, а также надлежащей обогащенной летучей золы может смягчить эту проблему.
Бетон с правильными пропорциями, содержащий летучую золу, должен снизить стоимость. Из-за пониженной проницаемости и пониженного содержания оксида кальция в правильно подобранной летучей золе она должна быть менее восприимчивой к реакции щелочного агрегата.При добавлении летучей золы снижается воздействие сульфатов и других химических веществ. Предполагается, что летучая зола, которая мало влияет на ползучесть, способствует коррозии, поскольку она вступает в реакцию с гидроксидом кальция. Фактически, летучая зола существенно не снижает щелочность, а пониженная проницаемость помогает защитить бетон от проникновения хлоридов, что является причиной коррозии арматуры (см. Статью Розенберга о коррозии в осеннем выпуске журнала MC Magazine за 1999 г.). Суперпластификатор в сочетании с летучей золой может использоваться для изготовления высококачественного и высокопрочного бетона.Бетон, содержащий летучую золу, обычно лучше, чем простой бетон, при испытаниях на усадку при высыхании.
Недостатки
Качество летучей золы важно, но оно может варьироваться. Плохая летучая зола может негативно повлиять на бетон. Основное преимущество летучей золы — это пониженная проницаемость при невысокой стоимости, но летучая зола низкого качества может фактически увеличить проницаемость. Некоторая летучая зола, например, производимая на электростанции, совместима с бетоном. Другие типы летучей золы необходимо обогащать, а некоторые типы не могут быть улучшены в достаточной степени для использования в бетоне.
Некоторый бетон будет медленно схватываться при использовании летучей золы. Хотя это может быть воспринято как недостаток, на самом деле это может быть преимуществом за счет снижения теплового напряжения. Когда цемент схватывается, он производит 100 калорий на грамм, так что температура конструкции может подняться на 135 градусов. Определенную летучую золу можно использовать для предотвращения слишком высокого повышения температуры (менее 45 градусов). Однако бетон с летучей золой может схватываться нормально или даже быстро, поскольку многие другие факторы влияют на схватывание и развитие прочности.
Устойчивость к замораживанию-оттаиванию может быть неприемлемой при использовании летучей золы в бетоне. Количество воздуха, вовлеченного в бетон, контролирует его устойчивость к замораживанию-оттаиванию, а высокое содержание углерода в некоторых продуктах летучей золы абсорбирует некоторые воздухововлекающие агенты, уменьшая количество воздуха, образующегося в бетоне, что делает бетон восприимчивым к морозным повреждениям. Для материалов с высоким содержанием углеродистой золы обычно требуется больше воды, и бетон также темнеет. Не рекомендуется использовать летучую золу с высоким содержанием углерода (более 5 процентов), но если она должна использоваться, надлежащее содержание воздуха может быть достигнуто путем увеличения дозировки воздухововлекающего агента.
Медленное схватывание и низкая ранняя прочность не обязательно являются следствием использования летучей золы. В большинстве случаев высокодисперсная зола с низким содержанием углерода приводит к высокой начальной прочности. Иногда потребуется дополнительная известь, ускоритель или суперпластификатор. Летучая зола также может быть смешана с небольшим количеством дыма конденсированного диоксида кремния (CSF) для улучшения характеристик схватывания или ранней прочности. Конечно, всегда необходимо внимательно следить за составом смеси и содержанием воды, чтобы добиться правильного схватывания и раннего набора прочности.
Precasters должны пытаться получить летучую золу с как можно более высоким содержанием кремнезема. Кремнезем реагирует с известью из цемента, обеспечивая прочность и снижая проницаемость (летучая зола класса F должна содержать 50 процентов кремнезема; класс C должен содержать 35 процентов кремнезема).
Попросите, чтобы потребность в воде была меньше контрольной, чтобы цвет, плотность и дисперсность имели минимальные отклонения (<5 процентов) и чтобы индекс силовой активности через 3, 7 и 28 дней составлял 90 процентов от контроля.Если необходима защита от реакции щелочного агрегата, летучая зола должна быть испытана в соответствии с ASTM C 441 с заменой 25 процентов цемента летучей золой. Некоторая летучая зола класса C не защищает от реакции щелочного агрегата. Наконец, для производителя сборного железобетона важно постоянно проверять состав смеси, потому что летучая зола - это группа материалов, образующихся при сжигании угля.
границ | Определение состава стекла в золе-уносе
Введение
Летучая зола является побочным продуктом угольных электростанций, часто используемых в бетонных конструкциях в качестве замены портландцемента или, в последнее время, в качестве порошкового предшественника цементов, активируемых щелочами, также называемых геополимерами.Летучая зола образуется при сжигании угля для выработки электроэнергии, и ее состав и морфология в значительной степени являются продуктами исходного угля и рабочих условий котла (McCarthy et al., 1989). Материал в основном стекловидный и на 50–90% состоит из аморфного материала, как было установлено рентгеноструктурными исследованиями (Ward and French, 2006). Оставшаяся часть летучей золы состоит из кристаллического материала, обычно кварца, оксидов железа, муллита, извести и периклаза (Roy et al., 1984; Hemmings and Berry, 1987).Известно, что в данной летучей золе существует несколько стекловидных фаз (Hemmings and Berry, 1987). Стекла в основном представляют собой AS, которые принимают тетраэдрическую форму структуры чистого силикатного (Si + O) стекла (Hemmings and Berry, 1987). Модификация сети по сравнению с идеальной структурой стекла может происходить при замене сети (Fe, B, P и т. Д.) Или модификаторах сети в виде катионов (Na + , K + , Ca 2+ , Mg 2 + ) вводятся в структуру. Оба механизма беспорядка влияют на свободную энергию и реакционную способность в щелочных растворах, относящихся к вяжущим системам, и оба возникают в летучей золе.В летучей золе кальций способствует неупорядоченному характеру стеклообразных фаз, что может увеличить реакционную способность сырья (Hemmings and Berry, 1987). Для использования в качестве частичной замены портландцемента ASTM C618-12 (2012) классифицирует летучую золу либо как класс C, либо как класс F, при этом в первом указано меньшее количество SiO 2 , Al 2 O 3 , и Fe 2 O 3 и, следовательно, более высокое содержание CaO. Поскольку содержание CaO в летучей золе может увеличить беспорядок стекол в летучей золе, такие различия в составе также влияют на реактивность летучей золы.Однако одной только информации об общем составе недостаточно для прогнозирования реакционной способности, и необходимо провести дальнейшее определение характеристик.
Важным показателем того, будет ли летучая зола успешно реагировать в растворах с высоким pH, присутствующих как в системах портландцемента (после начального растворения цемента), так и в геополимерах (от щелочных активаторов), является доля летучей золы, которая существует в стеклообразной фазе ( Williams and van Riessen, 2010), но отдельные очки трудно идентифицировать.Объемная доля стеклообразной фазы может быть измерена в летучей золе с помощью дифракции рентгеновских лучей на порошке для количественного определения кристаллических фаз и, таким образом, фракции стекла путем вычитания (Young, 1993). Определение характеристик отдельных стекол в этой объемной стеклообразной фазе усложняется. Для сбора этой информации использовались две возможности SEM: точечный рентгеновский анализ, который вычисляет фактический состав точки на изображении летучей золы, используя стандартные или не стандартные алгоритмы, и рентгеновское картирование с использованием энергодисперсионной спектроскопии ( EDS), который отображает расположение и относительную концентрацию отдельных элементов в летучей золе (но обычно не дает фактических данных о составе, в зависимости от используемого программного пакета).Несколько исследователей (Williams et al., 2005; Chancey et al., 2010; Bumrongjaroen et al., 2011; Kruse, 2012; Dhole et al., 2013; Durdziński et al., 2015) использовали точечный рентгеновский снимок SEM. методы подсчета для определения химического состава различных стекол в летучей золе в попытке лучше понять ее внутреннюю структуру и потенциал реакционной способности. Исследования межчастичных и внутричастичных химических различий в летучей золе были завершены с использованием картирования EDS (Joshi et al., 1984; Stevenson and Huber, 1986; Qian and Glasser, 1987; Williams et al., 2005; Chancey et al., 2010; Bumrongjaroen et al., 2011; Дурдзинский и др., 2015). Собранные карты EDS могут быть проанализированы с помощью анализа мультиспектрального изображения (MSIA), в котором карты отдельных элементов, снятых в одном поле обзора, накладываются друг на друга, а изображение оценивается на предмет региональных различий с использованием набора всех элементов. карты в каждом месте пикселя. В случае летучей золы информация, содержащаяся в составных картах, соответствует кристаллической и стекловидной фазам в летучей золе.В сочетании с методом точечного подсчета для определения состава стекловидной фазы для каждого стекла с помощью MSIA достигается более конкретное понимание состава летучей золы. Другие методы, которые использовались для определения характеристик стекол в летучей золе, включают определение местоположения стекловидного ореола летучей золы при дифракции рентгеновских лучей (Hemmings and Berry, 1987; Kilgour and Diamond, 1987; Duxson and Provis, 2008), стекловидное тело летучей золы. содержание глинозема (Fernández-Jiménez and Palomo, 2003), а также морфология и размер частиц летучей золы.
Учитывая сложность состава зольного стекла, анализ данных, собранных с помощью точечного анализа состава, может быть затруднен. Метод k , который имеет большой потенциал для широкого использования в анализе состава летучей золы, означает кластеризацию точечных составов из большого количества точек в образце летучей золы. Алгоритм кластеризации k -means был представлен в 1970-х годах и представляет собой метод, в котором матрица из M точек в N измерениях кластеризуется с использованием кластерных центров K в N измерениях (Hartigan and Wong, 1979).Применительно к летучей золе координаты (M – N), проанализированные в k , означают, что анализ принимает размеры количества каждого элемента, измеренного в каждой точке летучей золы, и кластеризация приводит к классам схожих характеристик состава. Этот метод использовался для определения характеристик летучей золы Bumrongjaroen et al. (2011) в исследовании по определению состава стекла, обнаруженного в коммерческой летучей золе. Исследователи изучили более 10 000 точек и использовали кластеризацию k -средний для определения различных фаз в летучей золе.В процессе анализа данных k -means оператор должен выбрать количество кластеров K , которое наилучшим образом определяет фазы в летучей золе; эмпирический характер этого процесса был отмечен Bumrongjaroen et al. (2011). Тем не менее, это полезный метод для идентификации частиц летучей золы с аналогичным составом, который можно использовать в качестве обучающих классов в методике обработки данных MSIA.
В работе, представленной в этой статье, используются подсчеты точек на сканирующем электронном микроскопе и рентгеновские карты, k -среднее кластеризация и методы определения характеристик MSIA для оценки того, имеет ли летучая зола различного объемного состава сходные стекловидные фазы.В статье описывается модификация метода, опубликованного Chancey et al. (2010) для анализа летучей золы на состав стеклообразной фазы с использованием SEM в сочетании с MSIA. K -средний анализ был использован для помощи в процессе сегментации фазы MSIA. Приведены результаты по составу стеклообразной фазы для четырех летучей золы класса F. Четыре вида летучей золы для исследования были выбраны потому, что они имели несколько разный состав; в частности, количество CaO в каждом варьировалось, и они представляли собой диапазон дисперсности.Идентифицированные фазы представлены здесь, включая составы этих фаз, сравнение фаз с объемным анализом оксидов для каждой летучей золы, пространственную корреляцию фаз внутри частиц и морфологию частиц летучей золы по отношению к их составам. Летучая зола класса F была исследована, поскольку она обычно используется в качестве частичной замены портландцемента и в качестве прекурсоров AS для геополимерных цементов. В предыдущих работах MSIA применялась к единственной летучей золе класса F (Chancey et al., 2010) или несколько летучей золы класса C (Durdziński et al., 2015), поэтому данная работа расширяет эти исследования, изучая несколько летучей золы класса F. Характеризуя зольные стекла, можно предсказать их реакционную способность в сильно щелочных средах портландцемента или геополимерных цементов.
Материалы и методы
Летучий пепел
Четыре вида золы класса F (ASTM C618-12, 2012) были охарактеризованы в этом исследовании. Анализы оксидов, предоставленные производителями, приведены в таблице 1.Сумма значений не достигает 100% из-за присутствия других оксидов, которые обычно не указываются в классификации ASTM. Каждая летучая зола была получена из разных источников; три из четырех летучей золы были произведены в Техасе, а четвертый — в Калифорнии. Каждой летучей золе для целей отчетности было присвоено прозвище. Несмотря на то, что это летучая зола класса F, некоторые из этих летучих зол имели относительно высокое содержание CaO. У летучей золы CC было самое высокое содержание CaO в этой летучей золе — ~ 13%. У летучей золы FO было относительно низкое содержание кальция по сравнению с другими тремя золами с 5.6% CaO, в то время как зола ML и LEGS содержала около 10% CaO. В таблице 2 показаны размеры частиц (в микрометрах), ниже которых 10, 50 и 90% ( d 10 , d 50 и d 90 ) частиц в каждой мухе. выпадение золы (согласно измерениям с помощью лазерного анализатора размера частиц, Malvern Instruments). , Летучая зола CC и ML была относительно мелкой, в то время как летучая зола FO и LEGS была более крупной.
Таблица 1.Оксидный анализ (мас.%) Предоставлен производителем на основе однократного анализа .
Таблица 2. Гранулометрический состав летучей золы, измеренный с помощью лазерного анализа размера частиц на основе единственного анализа .
Составной анализ
Подготовка проб
Для анализа SEM зола была помещена в эпоксидную смолу, отверждена, отшлифована и отполирована до получения гладкой поверхности. Здесь кратко излагаются процедуры подготовки проб, а дополнительную информацию можно найти в Chancey et al.(2010) и Огенбо (2013). Заготовки из эпоксидной смолы размером ~ 32 мм в диаметре и толщиной 14 мм были отлиты и отверждены в соответствии с инструкциями производителя эпоксидной смолы. В заготовках пробурили восемь миллиметровых скважин, образцы летучей золы смешали с эпоксидной смолой в весовом соотношении 2: 1 и поместили в каждую лунку. После отверждения в течение 24 часов при 40 ° C и 24 часов при комнатной температуре (23–25 ° C) образцы шлифовали серией карбидокремниевой бумаги увеличивающейся тонкости, затем полировали алмазными пастами увеличивающейся дисперсности, нанесенными на саржу. ткань и закрепите на вращающейся плите.Это обеспечивало микроскопический уровень плоскостности образца для точного анализа EDS. Образцы были покрыты углеродом толщиной около 0,25–0,30 нм, как было измерено методом латунной подложки (Kerrick, et al., 1973) перед анализом в SEM.
СЭМ-изображения и сбор данных о составе
Сканирующая электронная микроскопия была завершена с помощью FEI Quanta 600 (вольфрамовая нить) при ускоряющем напряжении 10 кВ, ток электронного пучка поддерживался на уровне 2,5 нА и контролировался между наборами данных с помощью чашки Фарадея.Изображения обратно рассеянных электронов (BSE) были собраны для каждой летучей золы с использованием двухполюсного твердотельного детектора обратного рассеяния, установленного непосредственно над образцом. Двойные детекторы EDS (Bruker Quantax) использовались для сбора рентгеновских сигналов для количественного анализа и рентгеновских карт. Рентгеновские карты и изображения BSE были собраны с использованием медленного времени задержки 256 мкс на пиксель и усреднения линий 2 с размером карты 1024 × 768. Каждая развертка требовала ~ 6 минут для сбора с четырьмя развертками, суммированными для завершения сбора данных, что требовало ~ 24 минут для каждого набора данных.Данные были сохранены в виде 16-битных файлов TIFF, что позволило сохранить фактическое количество рентгеновских лучей для каждого элемента в каждом пикселе. Карты Ca, Si, Al, Fe, Na, Mg, K, Ti, O, S и C были собраны для каждой летучей золы.
В дополнение к изображениям, количественный рентгеновский микроанализ был выполнен в среднем для 60 дискретных точек на поле зрения изображения, чтобы количественно измерить состав в отдельных точках частиц летучей золы. Основанный на стандартах анализ EDS был выполнен с использованием трех эталонов: стекла NBS 1716, стекла NIST K412 и минерала риолита из Смитсоновского института (Jarosewich, 2002) для калибровки системы EDS.Условия сбора: время сбора 45 с (в реальном времени) в каждой точке и автоматическая коррекция ZAF и анализ после сбора композиционных данных.
Кластеризация
K -средний анализ был использован для определения фаз, обнаруженных в каждой летучей золе. В этом методе использовались точечные данные о составе, взятые для каждой летучей золы, и сгруппированы аналогичные точки как отдельная фаза. Использовался встроенный алгоритм k -means в MATLAB. В работе, проделанной здесь, параметр расстояния, который должен быть минимизирован для каждого кластера, был настроен на использование квадрата евклидова расстояния аналогично Bumrongjaroen et al.(2011). Число кластеров, k , должно быть указано в алгоритме, хотя код можно записать так, чтобы несколько значений k выполнялись последовательно, чтобы исследователь мог затем выбрать лучшее значение на основе количества фаз эмпирически. идентифицированы в летучей золе. Образец кластеризованных данных для золы ML представлен на рисунке 1, на котором показаны графики кластерных точек (каждый кластер, k = 5, был обозначен разными цветами), показывающих относительное содержание кальция, кремния и алюминия в каждом из них. фаза.Когда элемент был нанесен на график относительно самого себя, результирующий график представлял собой линию с наклоном = 1. Другие графики дают исследователю представление о том, как фаза, вероятно, была кластеризована (например, кальций-кремний или кальций-алюминий). Если кажется, что фазы имеют слишком большой диапазон любого из элементов, например, диапазон кальция в частицах велик, а диапазон других элементов невелик, то, вероятно, следует рассмотреть большее количество кластеров. Поскольку состав стекол в летучей золе менее дискретен и более непрерывен по своей природе, количество фаз в золе — это решение, которое принимается с помощью интерпретации графиков исследователем.
Рис. 1. K — означает кластерный результат для золы уноса ML, показывающий только кальций, кремний и алюминий, нанесенные друг на друга с пятью кластерами в качестве выбранного значения k .
Два поля зрения для каждой летучей золы использовались для определения фазового состава с помощью анализа k -means. При кластеризации k было использовано примерно 120 точек на зольную пыль, по 60 в каждом поле зрения.Здесь стоит отметить, что это небольшое количество точек данных для исчерпывающей характеристики летучей золы, и Bumrongjaroen et al. (2011) сообщили об использовании ~ 10 000 точечных измерений состава на зольную пыль. Однако цель этого алгоритма кластеризации заключалась в том, чтобы помочь в выборе учебного класса для MSIA, поэтому в этом случае не было необходимости в большом количестве точек, используемых в работе, на которую ссылаются. После классификации кластеры были проанализированы, чтобы найти ряд основных составляющих составов, в первую очередь кальция, кремния или алюминия, присутствующих в каждой фазе летучей золы, поскольку они были доминирующими элементами в большинстве частиц.Однако в некоторых золах было обнаружено несколько частиц богатого железом маггемита, магнетита или гематита. Летучая зола, как правило, представляет собой непрерывный состав стекол, а не отдельные легко определяемые фазы, поэтому определенные фазы обычно имеют относительно большие диапазоны составов.
Анализ мультиспектральных изображений
Анализ мультиспектральных изображений был описан для минералов (Lydon, 2005) и летучей золы (Chancey et al., 2010). В методе использовались рентгеновские карты летучей золы для оценки количества каждой фазы, как определено в k — означает анализ данных о составе.Рентгеновские карты были предварительно обработаны с помощью ImageJ и MATLAB. Обработанные изображения были сохранены в виде 16-битных файлов TIFF для сохранения значений необработанных данных и преобразованы в 8-битные файлы TIFF с помощью MATLAB. Масштабирование значения пикселя не требовалось, поскольку ни одно значение пикселя на любой рентгеновской карте не превышало 255, что является максимальным значением для 8-битных пикселей. Изображения часто выглядели черными при открытии в ImageJ из-за низкого количества этого конкретного элемента. Чтобы лучше просматривать изображения, отображаемое изображение можно изменить в ImageJ, отрегулировав верхний предел яркости от 255 до максимального значения пикселя в изображении.Это не изменило значения необработанных данных. ImageJ использовался для выполнения любых операций сглаживания, необходимых для того, чтобы сделать края частиц более четкими и удалить шум с изображений. Часто для этой цели использовался медианный фильтр с радиусом = 1. Этот фильтр заменил все значения пикселей в изображении, найдя среднее значение пикселей в заданной пользователем окрестности, окружающей каждый пиксель. Таким образом, для медианного фильтра с радиусом = 1 программа смотрела только на пиксели, непосредственно соприкасающиеся с центральным пикселем. Фильтр размытия с пороговыми значениями (доступный в виде плагина) был еще одним используемым фильтром сглаживания, он был похож на средний фильтр, но включал дополнительные параметры при пересчете значений пикселей.Размытие с пороговым значением позволило лучше контролировать силу фильтра. Наконец, младшие пиксели, считающиеся шумом, были заменены значениями 0 с помощью MATLAB. Значение отсечки шума определялось визуально с помощью ImageJ и функции регулировки яркости / контрастности. Эти шаги использовались только по мере необходимости для каждого изображения с минимальной предварительной обработкой.
Изображения были сложены в цифровом виде с использованием MultiSpec для проведения MSIA. Три карты одновременно рассматривались как красный, зеленый и синий каналы; изменение того, какие элементные карты были включены, позволяет визуализировать пространственное распределение композиции.Образец изображения показан на рисунке 2, где красным показана карта алюминия, зеленым — карта кремния, а синим — карта кальция. Различные цвета на изображении представляют собой смешанные фазы стекла и / или кристаллического материала. Затем из карты этого типа были выбраны группы пикселей в областях разного состава, которые были определены в качестве тренировочного поля для каждой фазы в летучей золе. На этом этапе использовались результаты анализа k -means, которые были получены из количественных точечных композиционных данных, путем выбора пикселей в частицах, которые были сгруппированы вместе с помощью k -means в качестве обучающих пикселей для фаз в анализе MSIA. .Затем программа MultiSpec назначила каждый пиксель изображения наиболее вероятному из заданных полей, на основе которых был рассчитан процент площади каждой фазы. В этой работе использовался метод линейного дискриминанта Фишера, так как он дал наилучшие результаты для этих наборов данных и был предложен Лайдоном (2005) в качестве подходящего метода классификации для геологических образцов. Первоначальное количество кластеров было установлено равным 9, что означало, что программа произвольно размещала девять центров кластеров, от которых можно было классифицировать пиксели в изображении.
Рис. 2. Зола уноса ML отображается в MultiSpec с красным цветом для алюминия; зеленый для кремния; и синий для кальция; смешанные фазы представлены такими цветами, как оранжевый, фиолетовый и коричневый .
Результаты мультиспектрального изображения для одного поля зрения были получены для каждой летучей золы. Чтобы полностью охарактеризовать конкретную летучую золу, необходимо заполнить несколько полей зрения более чем в одном образце летучей золы, чтобы повысить точность результатов стекловидной фазы.Это также позволило бы усреднить количество каждой фазы по большему поперечному сечению летучей золы, чтобы найти более точное количество каждой фазы. Таким образом, данные, собранные в этом исследовании, указывают на сходство фаз, выявленных в летучей золе, и предлагают метод определения и количественного определения состава, но не предназначены для точного расчета состава или количества каждой фазы в изученной летучей золе.
Результаты
Результаты MSIA представлены для каждой летучей золы, средний состав каждой стекловидной фазы приведен в таблицах 3–6, а репрезентативные изображения распределения фаз показаны на рисунках 3–6.Как правило, летучая зола состояла из фаз AS с содержанием кальция <5%, фаз CAS со средним содержанием кальция в диапазоне от 10 до 20%, смешанной стеклянной фазы с высоким содержанием кальция от 29 до 36% по массе и другие очень второстепенные фазы. Смешанное стекло было названо так из-за относительно большого включения в него элементов, отличных от кальция, алюминия и кремния, особенно железа и магния. MSIA не делает различий между стеклообразной и кристаллической фазами, поэтому кристаллические фазы были включены в анализ.Из данных дифракции рентгеновских лучей, которые были представлены для каждой летучей золы в Aughenbaugh et al. (2014), кристаллические фазы, присутствующие в этих золах, включают кварц, известь и железосодержащие фазы, такие как маггемит, магнетит или гематит. Состав кристаллических фаз не указан в таблицах, так как он соответствует составу кристаллического кварца (SiO 2 ), извести (CaO) или оксидов железа, таких как гематит, магнетит или маггемит (Fe 2 ). O 3 или Fe 3 O 4 ).За исключением кварца, маловероятно, что большинство кристаллических фаз, измеренных с помощью дифракции рентгеновских лучей, можно было бы идентифицировать визуально, поскольку они часто образуются в виде мелкодисперсных зерен внутри стекловидной матрицы в виде микро- или нанокристаллических материалов (Hemmings and Berry, 1987). Далее представлен анализ состава каждой летучей золы для одного поля зрения.
Таблица 3. Фазовый состав и погрешности, выраженные как единичное стандартное отклонение (σ) для n ≥ 3 анализов стекол в одной пробе летучей золы CC .
Таблица 4. Фазовый состав и погрешности, выраженные как единичное стандартное отклонение (1-σ), для n ≥ 3 измерений стекла в одном образце летучей золы FO .
Таблица 5. Фазовый состав и погрешности, выраженные как единичное стандартное отклонение (1-σ) для n ≥ 3 анализов стекол в одном образце летучей золы LEGS .
Таблица 6.Фазовый состав и погрешности, выраженные как единое стандартное отклонение (1-σ) для n ≥ 3 анализов стекол в одной пробе золы уноса ML .
Рис. 3. Изображение фазового распределения летучей золы CC .
Рис. 4. Изображение фазового распределения золы уноса FO .
Рис. 5. Изображение фазового распределения зольной пыли LEGS .
Рис. 6. Изображение распределения фаз для золы уноса ML .
Карты летучей золы CC были сглажены с использованием медианного фильтра с радиусом = 1. Все карты для летучей золы CC требовали установления порога для удаления шума. Все семь собранных карт элементов были использованы в процессе сегментации, и репрезентативное изображение распределения фаз показано на рисунке 3. Изображение, показанное на рисунке 3, летучая зола CC состояла в основном из стекла CAS на 53% площади, кварца на 21% площади, смешанное стекло на 17% площади и AS на 8% площади.Состав этих фаз представлен в Таблице 3. Относительно большое количество кварца на этом конкретном изображении, вероятно, было слегка искажено несколькими крупными частицами кварца в поле зрения, которые были идентифицированы как кварц на основании состава и морфологии. Из изображения мы также можем видеть, что частицы наименьшего размера в этом образце летучей золы CC обычно были CAS или смешанным стеклом. Более крупные частицы обычно были либо CAS, либо AS.
Данные визуализации летучей золы были предварительно обработаны медианным фильтром с радиусом = 1.Натрий, магний и калий были исключены из фазового анализа, поскольку они присутствовали в очень малых количествах (таблица 1). Летучая зола FO состояла в основном из фазы AS (Рисунок 4), которая составляла 77% площади образца. Это не было неожиданностью, поскольку эта летучая зола содержала наименьшее количество СаО из всех летучей золы при 5,6% СаО (Таблица 1). Образец, показанный на рисунке 4, также содержал ~ 15% площади кварца, 4% площади CAS, 2% площади железосодержащей кристаллической фазы и 1% извести (CaO). Фаза AS явно составляла большинство частиц разного размера и морфологии на изображении летучей золы FO.
Рентгеновские карты летучей золы LEGS были предварительно обработаны с использованием медианного фильтра с радиусом = 1. Нижний предел сигнала был установлен пороговым значением с использованием MATLAB для каждой карты. Все семь карт были использованы в процессе сегментации. Средние составы стеклянной фазы приведены в Таблице 5. Зола-унос LEGS содержала несколько фаз, причем смешанная фаза стекла присутствовала в наибольшем количестве на 35% площади на изображении, показанном на Фигуре 5. Фаза AS также присутствовала в больших количествах 29% площади, за которым следует стекло CAS на 21% площади.Кварц был идентифицирован на 13% площади, в то время как богатое железом стекло (идентифицированное как стекло из-за его 20 мас.% Fe по сравнению с ~ 70 мас.% Fe в железосодержащих минералах) составляло всего 1% площади образца. Наблюдение за частицами наименьшего размера показало несколько фаз, включая CAS, AS и смешанную фазу стекла. Это было ожидаемо, поскольку на эти фазы приходилось 75% площади летучей золы.
Карты элементов золы-уноса ML были предварительно обработаны с использованием медианного фильтра радиуса = 1. Некоторые карты требовали пороговой обработки, в которой значения низкой интенсивности были заменены значениями 0 с помощью MATLAB.Все семь собранных карт были использованы для сегментации. Средние фазовые составы приведены в Таблице 6. Зола-унос ML на Фигуре 6 содержала в основном фазу AS, на долю которой приходилось 68% площади изображения образца. За фазой CAS следовало 20% площади, тогда как кварц присутствовал на 11% площади изображения. Несколько частиц (покрывающих только 0,3% площади) были идентифицированы как богатая железом кристаллическая фаза. Летучая зола состояла из нескольких крупных ценосфер смешанного состава. Самыми мелкими частицами были AS, CAS или смешанное стекло.Кварц обычно находился в частицах AS в этой летучей золе.
Обсуждение
Данные показали, что состав фаз, идентифицированных в летучей золе, был весьма схожим. Фазы CAS в каждой летучей золе имели относительно небольшой диапазон среднего состава трех основных элементов: кальция, алюминия и кремния. Точно так же фаза AS, идентифицированная в каждой летучей золе, состояла из <7% кальция и аналогичных количеств кремния и алюминия. Однако SD составов несколько велики, что указывает на то, что фазы имеют относительно большие диапазоны составов для каждой конкретной летучей золы.Широта определенных фаз в MSIA является одним из недостатков этого метода, поскольку он является обобщением состава стекла; однако определение большого количества высокоточных фаз не обязательно приводит к дополнительной полезной информации для исследователя, интересующегося потенциальной реактивностью. Например, понимание того, какая часть летучей золы состоит из сильно модифицированных стекол (то есть тех, которые содержат много элементов, которые значительно изменяют идеальную структуру силикатного стекла), может дать указание на реакционную способность без дальнейшей детальной классификации.
Сравнение массового состава оксида летучей золы и распределения стеклообразной фазы
Вся летучая зола для использования в бетонных материалах классифицируется в соответствии со стандартом ASTM C618 с использованием объемных оксидных композиций, чтобы сгруппировать их как класс F или как класс C. Однако эти классификации или объемный оксидный состав не являются показателем реакционной способности летучей золы, которая Вот почему необходима дальнейшая характеристика фаз в летучей золе. Здесь сравниваются анализы MSIA и объемного оксида для летучей золы.Одно ясное наблюдение от MSIA заключалось в том, что зола-унос FO с наименьшим количеством кальция (5,6% CaO по данным XRF) и в результате самого высокого содержания кремния и алюминия имела очень высокий процент фазы AS (77% площади). Однако зола-унос ML, которая содержала 9,4 мас.% CaO, также в основном состояла из фазы AS (62% площади). Это показывает, что, несмотря на несколько большую разницу в объемном CaO, количество фазы AS может быть относительно близким для двух летучей золы. Зола-унос ML содержала две другие кальцийсодержащие фазы, которые составляли 27% площади зольной пыли, в то время как зола-унос FO не содержала кальцийсодержащую смешанную стеклянную фазу и имела только 4% площади CAS.В другой работе было отмечено, что низкое содержание кальция в летучей золе часто соответствует небольшому количеству кристаллических фаз (McCarthy, 1987), и эта работа показала, что то же самое верно и для стеклообразных фаз (т.е. стеклообразных фаз в летучей золе с низким содержанием кальция FO).
Средние составы фазы CAS в летучей золе и смешанной стеклянной фазы в летучей золе были удивительно похожими, несмотря на разнообразие составов летучей золы в четырех изученных летучих золах.Кальцийсодержащие фазы в этой золе включали CAS и смешанное стекло. Летучая зола с самым низким содержанием кальция, FO, имела наименьшее количество фазы CAS, как и следовало ожидать, а смешанная фаза стекла не была идентифицирована для FO. Зола-унос CC с самым высоким содержанием CaO в основном состоит из смешанного стекла и CAS с ~ 70% площади этих двух кальцийсодержащих фаз. Зола-унос LEGS содержала ~ 56% площади кальцийсодержащих фаз, в то время как летучая зола ML имела ~ 27% площади кальцийсодержащего стекла. Количество модифицированного кальцием стекла, идентифицированного в каждой летучей золе, отслеживалось с учетом количества валового содержания CaO, указанного для каждой летучей золы в Таблице 1; самое высокое содержание CaO и количество модифицированного кальцием стекла было измерено в золе-уносе CC, за которой следовали летучая зола LEGS, летучая зола ML и летучая зола FO.Эти данные свидетельствуют о хорошей реакционной способности этой летучей золы в щелочных растворах, поскольку две содержащие кальций фазы представляют собой сильно модифицированные стекла, сильно отличающиеся от идеальной структуры силикатного стекла, описанной ранее и Хеммингсом и Берри (1987). Смешанная фаза стекла модифицируется в большей степени, чем фаза CAS, из-за содержания в ней железа, что означает, что она имеет значительные количества трех модификаторов сетки (кальция, алюминия и железа), которые вносят беспорядок в идеальную структуру силикатного стекла, как обсуждалось. Хеммингс и Берри (1987).
Фаза, богатая железом, была идентифицирована на уровне <2% площади любого из золы-уноса. Каждая летучая зола содержала от 3 до 7 мас.% Fe 2 O 3 , как указано в таблице 1, но более высокая плотность железосодержащих фаз означает, что больший массовый% соответствует меньшему проценту площади в летучей золе по сравнению с к другим более легким элементам. Следовательно, ожидалось небольшое количество богатой железом фазы. Железосодержащие фазы наблюдались в нескольких диспергированных частицах для любой данной летучей золы.Условия работы микроскопа не были идеальными для картирования железа, потому что ускоряющее напряжение было оптимизировано для других интересующих низкоэнергетических элементов. Это означало, что железо обычно наблюдалось на картах MSIA только в тех частицах, где оно было наиболее концентрированным. Предполагалось, что эти частицы содержат кристаллические оксиды железа, поскольку такие фазы, как гематит, маггемит и магнетит, содержат около 70 мас.% Железа, что будет иметь высокую интенсивность на картах железа. Действительно, рентгеновские микроанализы фазы, богатой Fe, оценили примерно 70 мас.% Железа в богатой железом фазе в летучей золе LEGS и более 60 мас.% Железа в среднем для богатых железом фаз в летучей золе FO и CC.В золе-уносе ML концентрация железа в богатой Fe фазе была намного ниже 60 мас.%. Это могло быть по нескольким причинам. Во-первых, кристаллическая фаза могла не присутствовать в конкретной точке, где были собраны данные. С другой стороны, железо могло быть заменено на кристаллическую или стеклообразную фазу в достаточном количестве, чтобы получить сильную интенсивность на рентгеновской карте; замещение в кристаллических фазах, таких как муллит и замещение сеткообразователя, в стеклах часто происходит в летучей золе с элементарным железом (Hemmings and Berry, 1987; McCarthy, 1987).
Минорные элементы, как определено анализом оксидов, включали магний, калий и натрий и часто были диспергированы по частицам золы и обычно имели низкие количества. Посредством визуальных наблюдений на рентгеновских картах магний часто обнаруживался в частицах, которые также были с высоким содержанием кальция, и почти исключительно не входил в фазы AS. Это особенно верно в отношении фазы смешанного стекла, идентифицированной в трех из четырех летучей золы. Кроме того, в то время как несколько других элементов наблюдались в богатых железом фазах, магний редко встречался в этих зернах.Калий был почти исключительно идентифицирован в фазе AS для всей летучей золы. Обычно небольшое количество калия (1-2%) обнаруживалось в фазе AS каждой летучей золы. Общее количество K 2 O в летучей золе было <1,5% для всей золы, что объясняет такое небольшое количество в стеклообразной фазе. Ни одна из летучей золы не содержала значительного количества натрия ни в одной фазе. Фаза AS летучей золы CC содержала больше всего 2% Na 2 O, но оставшаяся зола содержала <1% либо в фазе AS, либо в фазе CAS.Зола-унос CC содержала наибольшее количество оксида Na 2 O (1,5%), как показано в Таблице 1, что, вероятно, объясняет, почему ее фаза AS содержала больше всего натрия.
Внутричастичные композиции
Давно известно, что в летучей золе существует неоднородность внутри частиц (Hemmings and Berry, 1987; Qian et al., 1987), но использование XRF и MSIA для определения фазового состава этих смешанных стекол в частицах летучей золы не был разработан до недавнего времени (Williams et al., 2005; Chancey et al., 2010). Синтез информации, представленной различными картами элементов полированного образца летучей золы с эпоксидной смолой, позволяет лучше объяснить, как объемный состав распределяется на частицы, которые различаются по размеру и морфологии. Кроме того, в то время как межчастичная неоднородность может быть объяснена накоплением частиц летучей золы с течением времени и вызвана сжиганием угля, который также по своей природе неоднороден, внутричастичная неоднородность вызвана локальными различиями в составе расплавленных стекол.Результаты обсуждаются здесь по фазам, чтобы связать состав с морфологией и отметить, имели ли фазы, которые были обнаружены в частицах с несколькими фазами, сходство по составу.
Два содержащих кальций стакана иногда смешивались с другими фазами в летучей золе. В зольной пыли CC смешанные фазы стекла и CAS были перемешаны в одних частицах, в то время как фазы CAS и AS были перемешаны в других. Точно так же смешанная фаза стекла была идентифицирована как смешанная с CAS в летучей золе ML.CAS и AS были смешаны или агломерированы в некоторых из самых крупных частиц летучей золы ML, а кварц был внедрен в фазу AS в другие более крупные частицы. Зола-унос LEGS состояла из нескольких фаз (AS, CAS и смешанное стекло), которые были смешаны с некоторыми более крупными частицами летучей золы и идентифицированы в отдельных сферических частицах фракции меньшего размера. Из этих данных следует, что в некоторых частицах одновременно могут существовать несколько кальцийсодержащих стекол, в зависимости от условий охлаждения.Несмешиваемость стеклянных фаз в расплаве была описана Хеммингсом и Берри (1987), что могло привести к такой внутричастичной неоднородности. Когда кальцийсодержащие стекла были идентифицированы в частицах со стеклом AS, частицы обычно имели неправильную форму агломерированной частицы, что указывало на то, что они прикреплялись друг к другу во время охлаждения.
Стекло AS обычно не смешивалось с другими фазами в летучей золе FO или ML, в которых это стекло составляло наибольшую долю.В зольной пыли FO стекло AS содержало частицы кварца. В золе-уносе ML были обнаружены более крупные агломераты с фазой CAS.
Из более мелких фаз кварц не смешивался с другими фазами, но был идентифицирован как включения в более крупных частицах. На основании анализа оксидов богатая железом фаза, будь то стеклообразная или кристаллическая форма, никогда не смешивалась с другими фазами. Известь появлялась в виде маленьких угловатых частиц, которые не смешивались с другими фазами и обнаруживались только в летучей золе FO.
Распределение стекол по размеру частиц и морфологии
Поскольку мельчайшие частицы летучей золы считаются наиболее реактивными из-за их большей площади поверхности по сравнению с фракциями большего размера, интересно исследовать стекла в каждой летучей золе, которая составляла фракцию меньшего размера. Смешанные фазы стекла и CAS были идентифицированы в мельчайших частицах летучей золы CC, летучей золы LEGS и летучей золы ML. Летучая зола FO состояла в основном из AS, поэтому фаза AS была идентифицирована в мельчайших частицах этой летучей золы, а также в летучей золе LEGS и ML.В общем, мельчайшие частицы во всей летучей золе имели форму одного из этих стекол, а кристаллические фазы не присутствовали в мелких частицах, которые были разделены с использованием описанных здесь способов.
Крупные везикулярные частицы, обнаруженные в каждой летучей золе, часто имели смешанный состав. В летучей золе с высоким содержанием AS, FO и ML эти крупные частицы обычно имели состав AS. В летучей золе CC фаза CAS была идентифицирована в виде везикулярных частиц неправильной формы.Более крупные частицы в летучей золе FO были не только крупными везикулярными частицами, но и ценосферами. Из видимых ценосфер на изображении золы уноса методом ML все, кроме одной, были по составу AS.
Фаза с высоким содержанием железа была идентифицирована в летучей золе FO, LEGS и ML. Фаза с высоким содержанием железа, состав которой варьируется в зависимости от летучей золы, была идентифицирована только в нескольких отдельных частицах в каждой летучей золе, которые были от среднего до маленького размера и всегда имели круглую морфологию.
Кварц также был обнаружен во всей летучей золе и в целом был однородным по своему составу.Во многих случаях он был включен в крупные и мелкие частицы других составов, в то время как в других случаях он был идентифицирован как дискретные частицы. В большинстве случаев самые маленькие частицы кварца были включениями в более крупные частицы, но более крупные частицы кварца обычно существовали как отдельные частицы. Однако очень мелкие частицы кварца также были идентифицированы как отдельные частицы в летучей золе ML. Кварц во всех случаях имел угловатую морфологию, хотя в некоторых случаях края были более закругленными.Хеммингс и Берри (1987) отметили, что кварц можно полировать пламенем котла, даже если он не достигает точки плавления, что может привести к скругленным краям, наблюдаемым в некоторых данных.
Обсуждение методологии
Методы, использованные в этом исследовании, представляют собой слегка измененную версию методов, представленных Chancey et al. (2010). Использование анализа средств k для помощи в выборе пикселей обучающего класса — новый шаг в методе, который помогает убрать некоторую субъективность из процесса.Однако важно отметить, что метод сегментирования составов летучей золы с использованием MSIA имеет несколько ограничений. Во-первых, зольный состав стекла представляет собой сплошную среду, и провести различие между фазами может быть затруднительно. Это одна из причин, по которой необходимо использовать несколько общих фаз, таких как AS или CAS, без дальнейшего нарушения различий в этих фазах, таких как отношение Ca / Si или отношение Si / Al. Однако степень модификации стекла по сравнению с идеальным силикатным стеклом действительно дает некоторое представление о потенциальной реакционной способности летучей золы, поэтому идентификация большого количества сильно модифицированного или замещенного стекла (т.е. путем включения кальция, магния, железа и т. д.), вероятно, будет полезен для определения реактивной золы.
Еще одним ограничением этого метода является потребность в очень точных рентгеновских картах и очень точных изображениях с обратным рассеянием. Рентгеновские карты необходимо собирать в одних и тех же условиях, но это не всегда идеально для отдельного элемента, как в случае с железом, как описано ранее в этой статье. Кроме того, данные должны быть сохранены таким образом, чтобы они не масштабировались или иным образом не изменялись программным обеспечением, в противном случае нельзя было бы проводить сравнения среди летучей золы, что может быть сложно сделать в зависимости от пакета программного обеспечения, используемого для сбора данных.Кроме того, одним из вспомогательных средств сегментации является разница в относительной яркости обратно рассеянных изображений, которую можно сравнивать только в том случае, если они сняты в одинаковых условиях и отрегулированы по яркости / контрастности таким же образом. Для этого требуется очень опытный оператор.
В процессе сегментации краевые пиксели часто довольно трудно сегментировать должным образом из-за частичного усреднения объема, при котором влияние окружающих элементов материала (например, эпоксидной смолы или другой стекловидной фазы) влияет на измеренную интенсивность элементов в краевые пиксели частицы.Это может изменить результаты процесса сегментации, особенно если все краевые пиксели назначены фазе в летучей золе, которая отличается от основной массы частицы (то есть кольца вокруг частицы). Таким образом, результаты применения этого метода к летучей золе дают общее представление о количестве каждой фазы, присутствующей в летучей золе.
Заключение
Процесс идентификации стеклообразных фаз в летучей золе с использованием k -средства кластеризации точечных составов в сочетании с MSIA рентгеновских карт выявил сходство в составе четырех видов летучей золы с различным объемным составом.Данные показали, что основные фазы в этих четырех летучих золах класса F включали:
• AS с очень низким содержанием кальция и некоторой щелочной модификацией.
• КАС с умеренным количеством кальция.
• смешанное стекло с высоким содержанием кальция, а также с железом в качестве модификатора.
Было обнаружено, что в некоторых случаях эти фазы перемешаны, но не в других. Фаза AS первоначально существовала в отдельных частицах, но когда фаза CAS была идентифицирована в тех же частицах, что и AS, частицы обычно были агломерированными и имели больший размер.Фазы CAS и смешанного стекла были идентифицированы как смешанные, что подразумевает наличие в расплаве неоднородных или несмешивающихся стекол, которые сохранились в процессе охлаждения.
Диапазон каждого элемента в идентифицированных фазах был несколько большим, а ошибки обычно были относительно большими. Однако степень беспорядка в конкретном стекле влияет на его потенциальную реакционную способность, и знание того, сколько этих модифицированных стекол содержится в летучей золе, полезно для прогнозирования реакционной способности летучей золы.Дальнейшая работа по классификации большего количества частиц в индивидуальной летучей золе с использованием этого метода рекомендуется для еще более точной оценки составов летучей золы, представляющих интерес для использования в конкретном применении.
Авторские взносы
КА: провел экспериментальную работу, провел анализ данных, написал статью. PS: помогал с экспериментальной работой, анализом данных и подготовкой рукописи. MJ: руководил исследованием и подготовкой рукописи.
Заявление о конфликте интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Благодарности
Авторы выражают благодарность за финансовую поддержку Национальному научному фонду (грант № CMMI 0926627).
Сноски
Список литературы
Огенбо, К.Л. (2013). Геополимеры на основе золы-уноса: определение реакционноспособных стеклообразных фаз в потенциальном сырье [Диссертация] . Остин, Техас: Техасский университет в Остине.
Google Scholar
Огенбо, К. Л., Уильямсон, Т., и Юнгер, М. К. Г. (2014). Критическая оценка методов прогнозирования прочности летучей золы, активированной щелочами. Mater. Struct. 48, 607–620. DOI: 10.1617 / s11527-014-0496-z
CrossRef Полный текст | Google Scholar
Bumrongjaroen, W., Мюллер, И., Ливингстон, Р., и Дэвис, Дж. (2011). «Основанная на характеристиках система классификации летучей золы с использованием данных о химическом составе стеклообразных частиц», в World of Coal Ash (WOCA) Conference (Денвер, Колорадо). Доступно на: http://www.flyash.info
Google Scholar
Чанси Р. Т., Штутцман П., Юнгер М. К. Г. и Фаулер Д. В. (2010). Комплексная фазовая характеристика кристаллических и аморфных фаз летучей золы класса F. Cem. Concr.Res. 40, 146–156. DOI: 10.1016 / j.cemconres.2009.08.029
CrossRef Полный текст | Google Scholar
Дхоле Р., Томас М. Д. А., Фоллиард К. Дж. И Дрималас Т. (2013). Определение характеристик летучей золы на сульфатостойкость. ACI Mater. J. 110, 159–168.
Google Scholar
Дурдзинский, П. Т., Дюнан, К. Ф., Хаха, М. Б., и Скривенер, К. Л. (2015). Новый метод количественной оценки на основе SEM-EDS для оценки состава летучей золы и изучения реакции ее отдельных компонентов в гидратирующем цементном тесте. Cem. Concr. Res. 73, 111–122. DOI: 10.1016 / j.cemconres.2015.02.008
CrossRef Полный текст | Google Scholar
Даксон П. и Провис Дж. Л. (2008). Разработка прекурсоров для геополимерных цементов. J. Am. Ceram. Soc. 91, 3864–3869. DOI: 10.1111 / j.1551-2916.2008.02787.x
CrossRef Полный текст | Google Scholar
Фернандес-Хименес, А., и Паломо, А. (2003). Характеристика летучей золы. Возможная реакционная способность как щелочные цементы. Топливо 82, 2259–2265. DOI: 10.1016 / S0016-2361 (03) 00194-7
CrossRef Полный текст | Google Scholar
Хартиган, Дж. А., и Вонг, М. А. (1979). Алгоритм AS 136: алгоритм кластеризации k-средних. J. R. Stat. Soc. Сер. C Прил. Стат. 28, 100–108.
Google Scholar
Хеммингс, Р. Т., и Берри, Э. Э. (1987). На стекле в угольной летучей золе: последние достижения. MRS Online Proc. Libr. 113, 3. DOI: 10.1557 / PROC-113-3
CrossRef Полный текст | Google Scholar
Джаросвич, Э. (2002). Смитсоновские стандарты микропучков. J. Res. Natl. Inst. Стоять. Technol. 107, 681–686. DOI: 10.6028 / jres.107.054
CrossRef Полный текст | Google Scholar
Джоши Р. К., Натт Г. С., Дэй Р. Л. и Тиллеман Д. Д. (1984). Сканирующая электронная микроскопия и рентгеноструктурный анализ различных фракций золы-уноса. MRS Online Proc.Libr. 43, 31. DOI: 10.1557 / PROC-43-31
CrossRef Полный текст | Google Scholar
Керрик, Д. М., Бминхизер, Л. Б., и Виллаом, Дж. Ф. (1973). Роль толщины углеродной пленки в электронно-микрозондовом анализе. Am. Минеральная. 58, 920–925.
Google Scholar
Килгур К. И. и Даймонд С. (1987). Внутренняя структура летучей золы с низким содержанием кальция. MRS Online Proc. Libr. 113, 65. DOI: 10.1557 / PROC-113-65
CrossRef Полный текст | Google Scholar
Крузе, К.(2012). Характеристики летучей золы с высоким содержанием кальция для оценки сульфатостойкости бетона . Остин, Техас: диссертация, Техасский университет в Остине.
Google Scholar
Лайдон, Дж. У. (2005). Измерение модальной минералогии горных пород по изображениям SEM: использование бесплатных программ MultiSpec и ImageJ. Геол. Surv. Жестяная банка. Откройте файл 4941, 37. doi: 10.4095 / 220706
CrossRef Полный текст | Google Scholar
Маккарти, Г.Дж. (1987). Рентгеновская порошковая дифракция для изучения минералогии летучей золы. MRS Proc. 113, 75–86. DOI: 10.1557 / PROC-113-75
CrossRef Полный текст | Google Scholar
Маккарти Дж. Дж., Солем Дж. К., Манц О. Э. и Хассетт Д. Дж. (1989). Использование базы данных о химических, минералогических и физических свойствах золы-уноса в Северной Америке для изучения природы летучей золы и ее использования в качестве минеральной добавки в бетоне. MRS Proc. 178, 3. DOI: 10.1557 / PROC-178-3
CrossRef Полный текст | Google Scholar
Qian, J. C., and Glasser, F. P. (1987). Объемный состав стеклообразной фазы в некоторых коммерческих PFA. MRS Online Proc. Libr. 113, 39. DOI: 10.1557 / PROC-113-39
CrossRef Полный текст | Google Scholar
Цянь Дж. К., Лачовски Э. Э. и Глассер Ф. П. (1987). Микроструктура и химические вариации в стекле из золы-уноса класса F. MRS Proceedings 114, 307.DOI: 10.1557 / PROC-113-45
CrossRef Полный текст | Google Scholar
Рой Д. М., Люк К. и Даймонд С. (1984). Характеристика летучей золы и ее реакций в бетоне. MRS Online Proc. Libr. 43, 3. doi: 10.1557 / PROC-43-3
CrossRef Полный текст | Google Scholar
Стивенсон Р. Дж. И Хубер Т. П. (1986). СЭМ-исследование химических вариаций летучей золы в западных США. MRS Online Proc. Libr. 86, 99.DOI: 10.1557 / PROC-86-99
CrossRef Полный текст | Google Scholar
Уорд К. Р. и Френч Д. (2006). Определение содержания стекла и оценка состава стекла в летучей золе с помощью количественной рентгеновской дифрактометрии. Топливо 85, 2268–2277. DOI: 10.1016 / j.fuel.2005.12.026
CrossRef Полный текст | Google Scholar
Уильямс, П. Дж., Бирнацки, Дж. Дж., Рон, К. Дж., Уокер, Л., и Бай, Дж. М. (2005). Микроаналитический и вычислительный анализ летучей золы класса F. ACI Mater. J. 102, 330–337.
Google Scholar
Уильямс, Р.