
Вопросы, рассмотренные в материале:
- Как работает лазерная резка
- Виды лазерной резки
- Плюсы и минусы лазерной резки металла
- Нюансы использования лазерной резки для некоторых металлов
- Параметры качества лазерной резки
- Как можно улучшить качество лазерной резки
Понимание того, как работает лазерная резка, необходимо для проведения работ этим способом или их оценки. Также необходимо знать предъявляемые требования качества к лазерному раскрою, допустимые отклонения по размерам и шероховатости.
Помимо вышеперечисленного, лазерная резка некоторых металлов имеет свои особенности, так же для проведения этих работ нужны определенные знания по настройке оборудования. Только все это вместе поможет получить качественные изделия.
Как работает лазерная резка
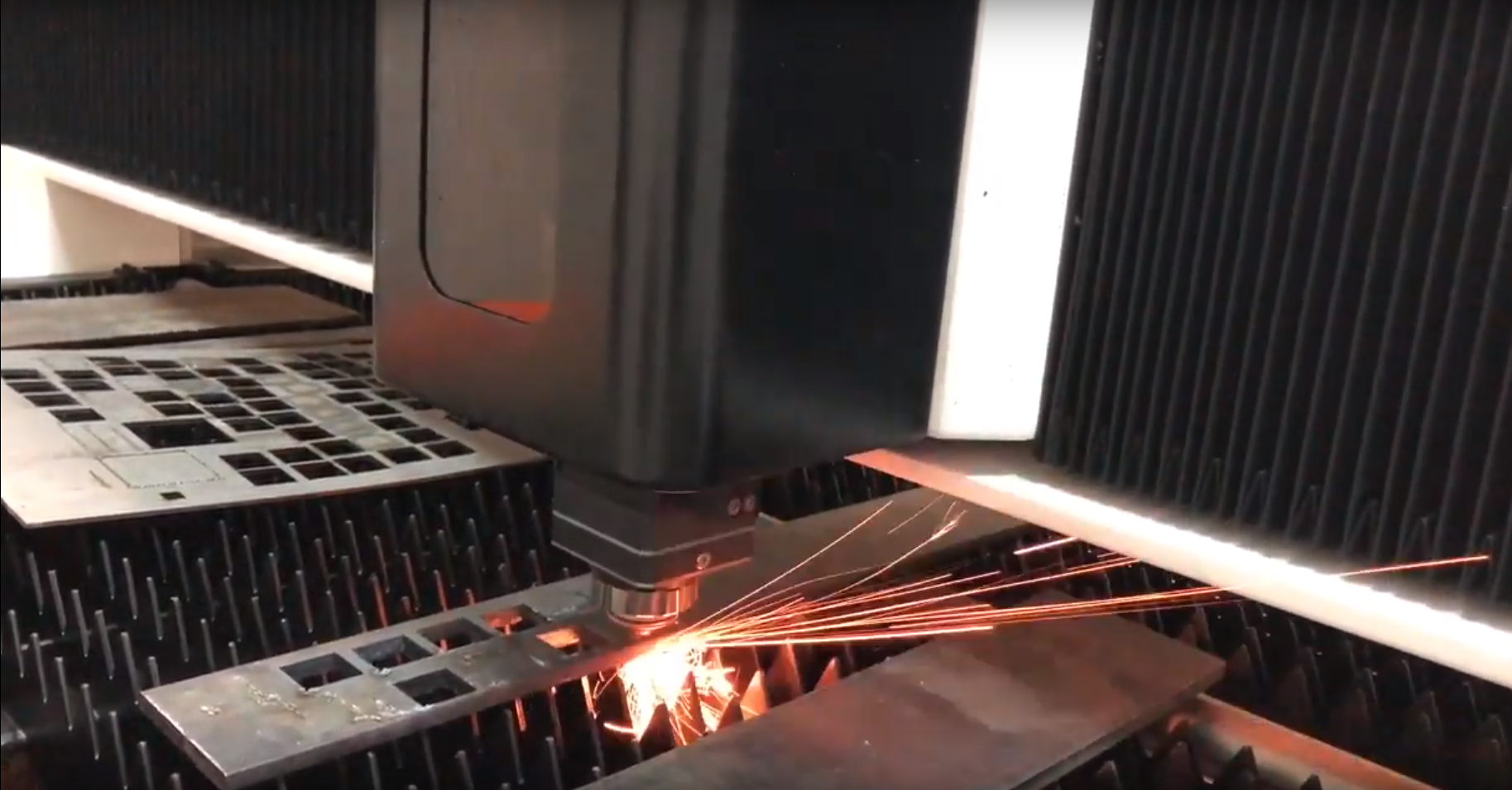
Само название «лазерная резка» раскрывает нам суть процесса, который заключается в резке металла лазерным лучом, испускаемым специальной установкой. Луч лазера имеет ряд свойств, позволяющих его сфокусировать на обрабатываемой поверхности, при этом пучок будет нести энергетический заряд высокой плотности. Под его воздействием практически любой материал активно сгорает, плавится, испаряется и пр. – в общем, разрушается.
Энергия луча с плотностью 108 Ватт на 1 см2, создаваемого станком для лазерной резки, концентрируется на поверхности металла. Для понимания сути процесса и, в частности, того, как получается данный эффект, надо узнать обо всех свойствах лазерного луча.

В отличие от волн света, лазерный луч имеет постоянные длину и частоту волны. Данное свойство называют монохроматичностью, а само излучение монохроматическим. Оно дает возможность, используя простые оптические линзы, легко сфокусировать луч на обрабатываемой поверхности.
Еще одним свойством лазерного луча является очень высокая его направленность, а также маленький угол расходимости. Это свойство помогает оборудованию создать фокусированный лазерный луч высокого уровня.
Следующее важное свойство лазерного луча – его когерентность. Суть его заключается в согласованности большого количества волновых процессов, происходящих в луче, а также в их резонансе по отношению друг к другу. Это позволяет значительно повысить суммарную мощность излучения.
Под влиянием луча поверхность металла очень быстро нагревается и затем плавится, оставляя ровный рез.
Благодаря ряду факторов, одним из которых является теплопроводность, зона плавления металла быстро распространяется вглубь заготовки. Лазерный луч работает, воздействуя на поверхность детали, и доводит температуру в точке резки до кипения, в этот момент металл начинает испаряться.
Существует два вида лазерной резки металла:
- Плавление.
- Испарение.
Испарение металла предполагает работу оборудования большой мощности, вследствие чего возникают большие затраты энергоресурсов. Это далеко не всегда экономически целесообразно. Кроме того, этот способ не подходит для обработки толстых заготовок, что отражено в достаточно строгих требованиях к резке. Поэтому его применение ограничивается резкой тонкостенных изделий.
Лазерная резка способом плавления металла используется значительно чаще. В последнее время ее усовершенствовали использованием различных газов, таких как воздух, кислород, азот или инертные газы. Специальные установки вдувают их в зону проведения лазерной резки. Ознакомиться с видеозаписью данного вида работ можно набрав соответствующий запрос в Интернете.

Новшество позволило снизить затраты энергии, увеличить скорость резки и применять оборудование малой мощности для обработки более толстого материала. Однако правильнее было бы изменить название данного способа с лазерного на газолазерный.
Рассмотрим ряд преимуществ, которые позволяют применять кислород как вспомогательный газа для проведения лазерной резки:
- окисление металла активизируется и дает возможность уменьшить его отражающую способность;
- увеличивается тепловая мощность зоны обработки из-за более активного процесса горения металла в кислородной среде;
- кислород, подаваемый под давлением, способствует выдуванию из зоны обработки продуктов сгорания и небольших частиц металла, что упрощает поступление новых волн газа в зону реза.
Виды лазерной резки
Интенсивность излучения, состав газа, используемого для проведения работ и давление при обработке различных металлов должны отличаться. Поэтому были разработаны несколько разновидностей резки.
1. Лазерно-кислородная резка.
Кислород, используемый в данном виде обработки, является режущим газом. В процессе его взаимодействия с горячим металлом возникает экзотермическая реакция окисления. А образующиеся в ходе того же процесса окислы мгновенно выдуваются кислородной струей.
Особенностями проведения работ с помощью данного вида лазерной резки являются скорость работы и диаметр сфокусированного луча, которые влияют на ширину разреза. Одновременно диаметр луча меньше, чем диаметр струи кислорода (как правило от 1 до 2 мм). Рез становится уже при возрастании скорости и снижении толщины заготовки. Разрез имеет минимальную ширину чуть менее 100 мкм. Существует обратная зависимость давления кислородного потока от толщины материала – с уменьшением толщины металла увеличивается давление.
Давление в процессе разрезания тонкого листа достигает 3-4 атм, а при увеличении толщины до 25 мм и более она становится около 0,3 мм. Струю формирует зазор между срезом сопла. Его размер зависит от толщины обрабатываемого металла. Колебания размера зазора могут быть от 0,5 мм для листов тонкого металла до 3 мм для металла толщиной 2,5–3 см. Максимальная толщина стального листа, разрезаемого лазером с мощностью 6 кВт, – 3 см. Скорость процесса при данной толщине – минимальная, около 0,5 м в минуту. Если скорость работы продолжает уменьшаться, то еще быстрее падает качество резки.

2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Для работы с листами стали большой толщины имеет смысл использовать получившую в последние годы широкое распространение технологию, при которой луч лазера греет поверхность металла до достижения им температуры +1 000 °С, после чего в ход идет струя кислорода, которая со сверхзвуковой скоростью режет металл. Применение данного метода дает возможность существенно увеличить глубину разреза, если ее сравнивать с простой лазерно-кислородной резкой.
Сверхзвуковая кислородная струя формируется большим давлением, достигающим 6–10 атм. Рез имеет ширину, равную диаметру струи кислорода. Она имеет размер ≥ 3 мм. Расстояние от среза сопла до поверхности должно быть примерно 7 мм. Скорость реза при этом уменьшается до 0,2 м в минуту. Скорость работы при использовании представленной технологии значительно снижена по сравнению с лазерно-кислородной резкой. Но толщина обрабатываемого металла достигает 10 см.
Рекомендовано к прочтению
3. Лазерная резка в инертном газе.
Если нельзя допускать окисления краев обрабатываемого металла, то прекрасно работает технология лазерной резки в инертном газе. Она подходит для таких металлов, как титан, нержавейка, сплавы алюминия. Данная технология не предусматривает использования дополнительного источника нагрева, что, к сожалению, уменьшает эффективность раскроя металла.
Скорость проведения работ в среде инертного газа, а им может быть аргон, использующийся при резке титана, или азот, применяемый в иных случаях, достаточно низкая. Давление режущего газа должно быть более 10 атм. От ширины листа обрабатываемого металла зависит диаметр сопла. А он, соответственно, оказывает влияние на количество используемого газа, увеличивая его. Что сказывается на увеличении стоимости резки.
4. Лазерное термораскалывание стекла.
Данная технология хорошо работает для резки хрупких и ломких материалов, таких как стекло. Луч лазера нагревает материал неравномерно, а затем струя инертного газа работает на его охлаждение. В итоге образуется трещина. Направлением ее продвижения можно управлять, перемещая источник тепла вдоль поверхности материала. Результат работ – гладкая ровная грань.
5. Сублимационная резка (испарительная лазерная).
При необходимости минимизации теплового воздействия на подложку применяют технологию сублимационной резки. Основное ее приложение – микротехнологии. Интенсивность излучения лазера для такого вида резки должна быть очень высокой. Давайте рассмотрим, как работает станок лазерной резки. Если кратко, то оборудование действует на излучении пикосекундной и наносекундной длительности импульсов, то есть очень коротких. Волна излучения имеет длину меньше 1 мкм. Для такого излучения применяют эксимерные, твердотельные лазеры, а также те, что работают на парах металлов. Коэффициент полезного действия (КПД) таких процессов минимальный.
Следовательно, лазерно-кислородная технология является наиболее распространенным и стандартным видом резки материалов. Остальные виды носят специфический характер и решают отдельные задачи.
")
Плюсы и минусы лазерной резки металла
Использование технологии лазерной резки материалов происходит повсеместно в разных отраслях промышленного производства, таких как авиация, машиностроение, медицина и пр. Причина скрывается в ее преимуществах, таких как:
- высокоточная резка металлов;
- оборудование для лазерной резки работает над созданием криволинейных конструкций всех степеней сложности, а также объемных деталей и фасонных изделий;
- в процессе работы не происходит нагрев поверхности заготовки;
- образуется рез высокого качества;
- не происходит деформации материала в ходе работе;
- нет механического воздействия на заготовку;
- используется бесконтактный метод работы;
- технология справляется с созданием даже хрупких и сложных деталей;
- работа ведется без образования пыли;
- технология прекрасно зарекомендовала при работе с любыми металлами, в том числе имеющих высокий уровень теплопроводности, и их сплавов;
- возможно выполнение работы в автоматическом режиме;
- способ используется для резки не только металлов, но также пластика и дерева, картона, текстиля и кожи, иных материалов;
- продукция выходит качественной и не требующей дополнительной обработки;
- метод практически идеален для работы с легко деформирующимися в процессе механической работы заготовками;
- зона нагревания поверхности изделия минимальна;
- не происходит перегрева изделий во время работы;
- сроки производства очень короткие;
- оборудование чрезвычайно просто управляется.
Помимо достоинств, у технологии есть и недостатки. Ими являются высокая стоимость по сравнению с иными видами, неравномерная скорость изготовления и жесткие ограничения по размерам обрабатываемой заготовки. Лазерной резке можно подвергнуть листы с габаритами не более чем 15х30 м. Еще одним ограничением является толщина материала – заготовка не должна быть толстостенной. Также необходимо обязательно учитывать, что тип лазера сильно влияет на эффективность резки и иные параметры.
Для получения качественного изделия требуется доверить работу профессионалам. А неправильная работа оборудования может привести к пережогу металла.
Нюансы использования лазерной резки для некоторых металлов
Высокая теплопроводность алюминия и плохая способность поглощать луч лазера из-за оптических и теплофизических характеристик металла определяют особенности его обработки.
Все это приводит к сложностям в раскрое металла. Аппаратура работает на компьютерном управлении и легко настраивается.
При работе с алюминием мощность луча лазера должна быть больше, чем для иных материалов.
Впрочем, на показатели мощности и скорость работ большое влияние оказывают толщина металла, а также процент алюминия, содержащийся в обрабатываемом материале.

Давайте рассмотрим, как работает лазерная резка данного металла. Она происходит на различном по режимам работы и мощности оборудовании твердотельного типа, а также на газовых устройствах.
Последние являются более мощными, могут работать импульсно или в непрерывном режиме.
А твердотельное оборудование, как правило, работает в точечном (импульсном) режиме.
Технологический процесс имеет ряд особенностей. Алюминий лучше режет лазерный луч, чем обычное оборудование для резки металла. Причина в том, что при работе лазером оборудование не касается заготовки, в отличие от иной аппаратуры.
Лазерный луч представляет собой сфокусированный пучок света, с помощью которого происходит резка. Точная фокусировка позволяет провести обработку алюминия с высокой скоростью. К месту работы подводится газ и создается его приток. Струя газа сдувает кусочки расплавленного металла с места реза, не давая им осесть, и делает поверхность ровной и гладкой.
Качественного результата можно добиться, проводя работу с меньшей скоростью. Поскольку она исключает любые деформации, как большие, так и маленькие.
Для исключения каких-либо шероховатостей на кромках реза, даже незначительных, при работе оборудования используется азот.
На аппаратура установлено программное обеспечение, которое дает возможность проводить сверхточную работу высокого качества. Кроме того, заготовку не надо закреплять перед началом работ, поскольку физический контакт между оборудованием и изделием отсутствует. Деталь лежит на поверхности без движения.
Автоматическое оборудование работает следующим образом: в компьютер вносится чертеж, выставляются требуемые параметры, далее ожидается окончание резки.
Латунь – это сплав красной меди и цинка. Хрупкость и твердость сплава определяются процентным содержанием цинка в нем – чем больше этого металла, тем выше данные показатели. Однако увеличение количества цинка ведет к непригодности использования латуни в технических целях, поскольку она практически не поддается резке. Установлено, что цинка в латуни может быть не более 42 %.

Латунь имеет высокую температуру плавления, поскольку сплав двухкомпонентный, то есть состоит из цинка и меди. Температура, необходимая для плавки латуни, как правило, имеет диапазон от +880 °С до +950 °С. Помимо этого, латунь обладает значительной теплопроводностью, устойчивостью к излучению лазера и повышенной твердостью.
Настройка промышленного лазерного станка зависит от толщины обрабатываемой латунной заготовки:
- для латуни толщиной менее 5 мм используют импульсный режим;
- если заготовка имеет толщину от 5 до 12 мм, то применяют плазменный режим резки.
Импульсный режим нагревает поверхность с короткими перерывами (импульсами), а не постоянно. Таким образом, уменьшается участок нагрева, что приводит к минимизации ширины реза и более высокому качеству краев. При резке латуни, которая имеет большую отражающую способность, оборудование работает в импульсном режиме, выдавая небольшую мощность лазерного луча при пороговой интенсивности.
Расплавный (плазменный) режим позволяет равномерно воздействовать теплом на зону разреза. Луч лазера раскаляет металл с помощью инертного газа. Плазма, которая образуется в ходе работы, сохраняет температуру по всей толщине заготовки.
Если торец изделия имеет шероховатость или пористость, это можно убрать с нижней стороны изделия. Лист меди очень плохо поглощает излучение. А оборудование для резки работает с малой скоростью. Помимо точного выбора режима работы, необходимо правильно выполнять условия лазерной резки листов металла различной толщины. Они различаются для алюминия, сталей, меди, а также сплавов ее с оловом, то есть бронзы, и с цинком, то есть латуни.
Качественный результат получается при использовании волоконных установок или Nd:YAG лазеров, имеющих длину волны 1,06 мкм. CO2-лазеры для резки латуни не годятся, поскольку ее поверхность их полностью отражает.
Параметры качества лазерной резки
Показателями качества резки металла являются шероховатость, ширина реза, глубина воздействия температуры, неперпендикулярность краев, точность выполнения деталей, грат на кромках. На них оказывают влияние толщина и вид обрабатываемого металла, скорость резки, вспомогательный газ, а также параметры излучения лазера. Для определенной толщины материала подбирают скорость обработки, которая должна приближаться к максимальной, но сохранять наилучшие показатели качества резки.
Качество резки значительно ухудшается с увеличением диаметра сфокусированного излучения, и, как следствие, увеличивается толщина расплава передней поверхности.
Положение фокальной плоскости резака относительно детали значительно влияет на качество обработки. Ее либо заглубляют на 1/3 толщины материала, либо располагают прямо на поверхности. Допустимые отклонения фокальной плоскости от установленного положения должны быть от 0,1 до 0,5 мм. Причем для тонких листов металла выбирают более жесткий показатель. В процессе работы допускается замена кислорода воздухом. Для заготовок толщиной более 3 мм это приводит к сужению ширины реза на 20–40 %. Но на нижнем краю заготовки возрастает количество грата. Это, а также уменьшение скорости работы приводят к углублению зоны термического воздействия.
Шероховатость поверхности реза имеет свою величину, которая характеризуется частотой повторений, наклоном бороздок, глубиной, и изменяется в зависимости от толщины заготовки. У верхнего края находится зона с минимальной глубиной бороздок. Они появляются на верхнем краю и распространяются вглубь материала из-за периодического разрушения. В зоне, которая располагается ниже, бороздки имеют большую глубину по причине одновременного влияния луча лазера и вспомогательного газа.
Непосредственно у нижнего края реза находится участок, где бороздки имеют максимальное отставание (наклон) в сторону, противоположную резке. Образуются они из-за воздействия вспомогательного газа и жидкого стекающего металла на кромку обрабатываемого материала. На поверхности реза глубина бороздок становится меньше при возрастании скорости резки и плотности мощности. Глубина, на которую заготовка прогревается, и ширина реза зависит от одних и тех же параметров. Это скорость резки и диаметр сфокусированного луча.
На качество резки неметаллических заготовок оказывают влияние все те же параметры, что и на металлические, с одним исключением – они значительно менее подвержены воздействию излучения. Например, над разлагающимися материалами лазерное оборудование работает с меньшей плотностью излучения. При одинаковой толщине со сталями ширина разреза больше в 1,5–2 раза, шероховатость меньше – имеет размер в 30–40 мкм. Кромки срезов стеклотекстолита, дерева, винипласта, кожи или резиностеклопластика (разлагающихся материалов) покрываются обугленным слоем толщиной от 0,5 до 1,0 мм. Если деталь является электроизолятором, то такой слой следует убрать.
Несмотря на то, что точность резки является комплексным параметром качества, она на 50–80 % определяется точностью работы оборудования, а также погрешностями в технологии обработки. Толщина заготовки, а также ее последующее предназначение определяют требования к точности резки. В большинстве случаев, допуск должен составить 0,1–0,5 мм.
Технологическая точность во многом зависит от следующих параметров качества: ширины разреза, неперпендикулярности краев, шероховатости среза. В ГОСТах 26940–86 и 5614–74 описывается необходимая для термической резки (которая включает и газолазерную) точность оборудования с числовым программным управлением (ЧПУ). Для окружностей с диаметром 50 см и квадратов, имеющих стороны 50 см, показатель максимальных отклонений от номинала должен быть 0,1–0,25 мм с обе стороны. На углах деталей максимальные отклонения размеров контуров увеличиваются вдвое.
Как можно улучшить качество лазерной резки
1. Необходимо очистить линзу или защитное стекло в соответствии со всеми правилами.
Каждому типу лазера соответствует своя процедура очистки. Работая с дисковым или волоконным лазером, специалистам следует очищать стекло, которое защищает линзы режущей головки.
Операторам, работающим с углекислотным лазером, необходимо чистить линзы. Профессионалы производственной сферы при очистке лазера отдают предпочтение полировке Topol polish от фирмы TRUMPF. Однако большое количество специалистов даже не знают, как с ней работать. Случается, что линзы серьезно поцарапаны. И вместо регулярной полировки работники покупают новую линзу. Но частая замена – очень дорогое удовольствие.

Как правильно работать с полировкой для линз? Нельзя сильно давить на линзу, поскольку могут появиться царапины. Но, одновременно с этим, полировка должна проходить под нажимом, достаточным для удаления грязи. Самое главное – научить соблюдать баланс.
Работать надо круговыми движениями, нанося полировку в умеренном количестве.
Для правильной полировки линзы специалист должен знать и видеть все ее недостатки. Рекомендуется дополнить оборудование углекислотного лазера дорогостоящим поляризатором, стоимость которого исчисляется сотнями долларов. Несмотря на высокую цену аппарата, его работа с лихвой окупит вложенные средства, причем очень быстро.
Специалисту, работающему с лазером, необходимо разместить линзу на устройстве, освещающем ее ярким светом снизу. Больше всего аппарат своей работой напоминает школьный проектор. При повороте линзы аппарата, он поляризует линзу лазера, размещенную наверху. Таким образом можно увидеть все ее недостатки: царапинки, внутренние трещины и пр.
2. Необходимо проверить фокусировку (центрацию) сопла.
Для проверки специалист должен пробить натянутую ленту. В течение секунды он направляет на нее луч лазера небольшой мощности, после чего осматривает отверстие и место его нахождения.
Работник освещает ленту, пытаясь понять, насколько точно в центре расположено отверстие. Его сдвиг не должен превышать 1 мм. Каким образом можно точно определить, что отверстие находится в центре сопла? Для этого надо воспользоваться 10-кратным увеличительным стеклом, оснащенным подсветкой.
Точная центрация сопла позволяет увеличить скорость на 20–80 % от начальной при правильности остальных настроек.
3. Необходимо регулярно проверять фокус.
Большая часть современного оборудования позволяет осуществлять автоматический тест фокуса. А на старых моделях станков производители рекомендовали делать тесты различными способами. На некоторых станках используется «световой тест».
Примером может служить старый аппарат Mazak. В процессе тестирования специалист включает луч лазера на малую мощность, затем, поворачивая ручку, ищет абсолютный фокус. Он наблюдает за светом луча, приобретающим синий цвет в процессе вращения ручки по кругу. После чего записывает номер. Возвращает режущую головку на прежнее место и повторяет процедуру три раза. В итоге специалист вычисляет среднее арифметическое полученных чисел, которое загружается в контроллер.
От работника требуется отыскать тончайшую полоску на тестовом образце, после чего удостовериться, что для этой полоски фокус контроллера равен 0. Если тончайшей полоске соответствует цифра 3, специалист перемещает точку фокуса на 3 мм и вновь возвращается к тесту. Операция проводится до тех пор, пока тончайшая полоска не будет соответствовать нулю.
При работе с лазером необходимо изучить такие факторы, как расход газа или применение в углекислотных системах дополнительной защиты оптики. Впрочем, рассмотренные нами принципы – всего лишь отправная точка, с которой можно начать настройку необходимых условий резки. В дальнейшем специалисты поймут, что обстоятельств, влияющих на работу лазера, много: от обрабатываемого материала и до местоположения предприятия.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазерная резка металла в Москве
Лазерный луч сфокусированный на поверхность металла в пятно малых размеров вызывает локальный нагрев материала, приводящий к его испарению и плавлению. Образующиеся жидкая и газообразная фазы металла удаляются путем продувки зоны реза ассистирующим газом. При лазерной резке рез получается узким, термическая зона минимальна, воздействие идет только на конкретный участок без нагрева остального объема и нарушения его структуры и свойств.
Применение технологии лазерной резки практически исключает механические повреждения обрабатываемого материала. Деформация материала незначительная, что делает возможной высокоточную обработку легко деформируемых, нежестких материалов. Современное автоматизированное компьютерное управление позволяет получать заготовки и изготавливать детали с контуром высокой степени сложности. В отличие от штамповки и фрезеровки, после лазерной резки отсутствуют микротрещины и остаточная деформация.
На нашем технологическом участке, выполняющем услуги резки металлов в настоящее время используются следующие лазерные машины:
- МЛ4 и МЛ3 на основе твердотельных импульсных лазеров с ламповой накачкой
- Лазерная машина МЛ35 -020 с волоконным лазером мощностью 2000 Вт и размером координатного стола 1500х3000мм.
- Лазерная машина МЛ35-015 Компакт с повышенной точностью, с размером координатного стола 1200х1200мм.
Компания «Лазеры и Технологии» оказывает предприятиям Москвы, области и прилегающих регионов услуги лазерной резки листовых металлов: черных и нержавеющих, электротехнических сталей, алюминия, латуни, меди, титана, тугоплавких металлов и др. Выполняем работы по приемлемой стоимости, в чем вы легко убедитесь, ознакомившись с прайсом на эти и другие услуги. Современное лазерное оборудование позволяет обрабатывать металл с высокой точностью и минимумом отходов.
Технология раскроя
Лазерная резка металлов представляет собой воздействие на материал сфокусированного луча высокой мощности, управляемого компьютером. В зоне воздействия металл плавится, сгорает и испаряется, в результате чего образуется тонкая, ровная линия реза, требующая минимальной последующей обработки. Лазерный раскрой широко применяется в машиностроении, приборостроении, на предприятиях электротехнической и электронной промышленности и в ряде других отраслей. Это оптимальная технология для изготовления из листового металла конструкционных деталей, а также корпусов приборов, шаблонов, трафаретов, элементов рекламных конструкций, интерьерного декора, мебельной фурнитуры, изделий сельскохозяйственной техники и т. д.
Почему за услугой нужно обратиться к нам
- «Лазеры и Технологии» – компания с более чем 20-летним опытом работы, обладающая обширным парком специализированного оборудования. Высококвалифицированные сотрудники эффективно решают задачи любой сложности.
- Мы выполняем не только лазерную резку металлов, но и ряд сопутствующих операций – гибку, сварку, гальваническую антикоррозионную обработку, окрашивание, монтаж дополнительных элементов, нанесение надписей, гравировку и др.
- Изготавливаем крупные партии деталей, мелкосерийные и даже единичные заказы, в зависимости от потребностей вашего предприятия.
- Выполняем, по желанию заказчика, полный цикл работ, от разработки документации до конечной сборки изделия.
- Хорошо знаем специфику выполнения заказов для разных отраслей промышленности в том числе для приборостроения и микроэлектроники.
- Устанавливаем доступные цены за метр реза, а также изготовление единичного изделия.
Позвоните нам или напишите на электронную почту, чтобы получить бесплатную консультацию нашего специалиста, обсудить нюансы обработки и условия выполнения заказа.

Вопросы, рассмотренные в материале:
- Что собой представляет лазерная резка металла
- В чем преимущества и недостатки резки металла лазером
- Какое оборудование используется для резки металла лазером
- Каковы особенности лазерной резки в зависимости от вида металла
Описываемый метод предполагает раскрой материала с помощью высокомощного лазерного луча. Во время подобной обработки на лист металла воздействуют высокие температуры, за счет чего удается быстро получить аккуратный результат. Резка металла лазером позволяет создавать оригинальные, необычные формы, которых не так просто добиться за счет механического воздействия. Данная технология является одной из самых современных и передовых в сфере обработки металлов.
Что собой представляет резка металла лазером
Лазер относят к самым ярким и ключевым изобретениям XX века. Интересно, что достаточно долго для него не могли найти практического применения и даже называли устройством, которое само ищет задачи для решения. С другой стороны, машиностроительные компании уже давно применяют резку металла лазером. Первыми в этом деле стали судостроительные верфи, авиационные заводы и крупные автомобильные концерны, которые стремились повысить производительность труда. Рост конкуренции привел к тому, что были созданы инновационные обрабатывающие центры с совершенно новыми системами воздействия на процесс работы.
Первый лазер появился в 1960 году, его основным элементом был рубин, а сам аппарат работал в инфракрасном диапазоне. Развитие прикладной квантовой науки шло по пути усиления первоначальных систем накачки и совершенствования оптических резонаторов, а основной целью было получение мощного и при этом управляемого луча. Ученые искали новые рабочие среды, создавали лазерные установки на красителях, на свободных электронах, химические модели и полупроводниковые исполнения.
Каждый знает из школьного курса физики о том, что сфокусированный свет способен оказывать мощное тепловое воздействие. Знакомый каждому с детства трюк с лупой показывает, каким сильным может быть простой преломленный солнечный луч. Принцип действия лазера проще понять, если перевести его название с английского: «усиление света вынужденным излучением». Иными словами, речь идет о световом излучении, вызванном атакой фотонов на рабочую среду с усилением посредством ответной реакции. Если максимально упростить определение, то данную разновидность резки можно назвать процессом, при котором зона реза нагревается, после чего материал разрушается.

Благодаря системе оптических призм и зеркал световой поток превращается в узконаправленный луч импульсной или непрерывной модуляции. Мощность и интенсивность лазера определяет активатор и сложность резонирующих систем. Первичное активное вещество может находиться в любом агрегатном состоянии: твердом, газообразном, жидком или в виде плазмы.
Для накачки первичных световых атомов используют разные способы: может применяться сфокусированное солнечное излучение, специальные лампы, другие лазеры, электрическое воздействие или химические процессы. Основной характеристикой хорошего прибора считается стабильность светового луча и его точная фокусировка.
Для резки металла лазером используют два способа:
- плавление;
- испарение обрабатываемого металла.
Второй подход требует использования оборудования с более высокой мощностью, что вызывает немалые затраты энергии. Такие расходы не во всех случаях оказываются экономически оправданы. Кроме того, метод испарения подходит только для резки деталей небольшой толщины.

Большое количество ограничений, существующих для второго способа, привело к тому, что наибольшую популярность завоевала резка металла лазером с помощью плавления. Сейчас данную технологию стараются сочетать с использованием инертных газов, а также кислорода, азота, воздуха. Для этого применяют специальные установки, направляющие газ в рабочую зону.
Рекомендовано к прочтению
Таким образом, значительно снижается потребление энергии, ускоряется процесс резки, удается снизить мощность используемого оборудования при обработке даже толстых материалов. Однако данную технологию сложно назвать просто лазерной резкой, тут речь идет, скорее, о газолазерном методе.
Плюсы и минусы резки металла лазером
Самые разные сферы промышленности сегодня включают лазеры в свой процесс производства. Данная технология позволяет добиться высокой точности раскроя и создавать наиболее сложные контуры, поэтому в разы превосходит механическую обработку фрезами, ножовочными полотнами, ленточными пилами. Немаловажно, что резка металла лазером упрощает производство и его разработку.
Достоинства данной технологии:
- высокая точность;
- резка без нагрева изделий;
- простота в управлении;
- высокое качество реза;
- отличное качество продукции;
- отсутствие деформации листа материала в процессе резки;
- обработка без механического контакта с изделием;
- бесконтактный раскрой;
- возможность резки металлов с высокой теплопроводностью;
- производство достаточно сложных и хрупких изделий;
- автоматизированный раскрой;
- отсутствие пыли;
- возможность резки дерева, пластика, ткани, картона, кожи;
- обработка легко деформируемых материалов;
- невозможность перегрева материала;
- короткие сроки изготовления деталей;
- малая зона теплового воздействия;
- изготовление сложных и объемных конструкций.

Если вы хотите купить лазер для резки металла, нужно понимать, что у данной технологии обработки есть и минусы:
- отсутствие возможности использования при резке листов большой толщины;
- относительно высокая цена;
- привязанность большинства параметров, в том числе эффективности, непосредственно к типу лазера;
- ограничения по толщине;
- отсутствие возможности пуклевки, вытяжных работ, жалюзовки;
- непостоянная скорость производства;
- ограничение по габаритам – допускается резка листов не более 1500х3000 мм;
- порча материала при неправильной эксплуатации.
Безусловно, рано сбрасывать со счетов традиционные методы резки, ведь у них немало достоинств, в том числе низкая стоимость. Однако существующие недостатки не помешали лазерной резке приобрести большую популярность на производствах. Дело в том, что в этом случае достигается наиболее высокое качество заготовки.
Режимы лазерной резки металла
Резка лазером осуществляется в трех режимах, каждый из которых является наиболее выигрышным в определенной ситуации.
- Испарение. Данный режим предполагает высокую интенсивность излучения, при которой потери тепла от теплопроводности близки к минимуму. Резка такого типа производится при помощи твердотельных лазеров для резки металла в пульсирующем режиме. На самом деле данный метод металлообработки используется нечасто.
- Плавление. В этом случае обрабатываемый материал не горит, а расплав выносится из зоны реза при помощи струи технологического газа (N, Ar, пр.). Такая технология используется для резки меди, алюминия, их сплавов, поскольку при взаимодействии с кислородом они образуют тугоплавкие окислы. Отметим, что с этими металлами справляется лишь луч высокой мощности.
- Сгорание и интенсивное окисление. За счет окисления излучение поглощается, уменьшается зона обработки, равномерно удаляются образующиеся в процессе резки отходы. Всего здесь существует два режима обработки: управляемый и автогенный или, как его еще называют, неуправляемый:
- При автогенном режиме горение металла протекает во всей зоне воздействия кислорода за счет тепла реакции. Таким образом, формируется рваная и неаккуратная кромка заготовки.
- Управляемый режим предполагает, что горение идет без внешнего воздействия и не охватывает всю площадь соприкосновения кислорода с поверхностью заготовки, оставаясь исключительно в области реза. Иными словами, ширина реза пропорциональна диаметру пятна лазерного луча, а в результате подобной резки получаются ровные края.

На самом деле несложно перевести автогенный режим резки в управляемый, для этого всего лишь нужно повысить скорость движения детали и луча относительно друг друга.
Оборудование для резки металла лазером
Все используемое при данной технологии оборудование можно разделить на три типа:
- Газовые установки.
Газы играют роль рабочего тела, могут прокачиваться по продольной или поперечной схеме. В подобных лазерах происходит возбуждение атомов газа при помощи электрического разряда, в результате частицы начинают излучать монохроматический свет. Сегодня в промышленности наиболее активно используются щелевидные установки, работающие на углекислом газе. Они имеют относительно небольшие размеры, однако отличаются высокой мощностью и простотой в работе. В Сети можно найти немало роликов, объясняющих их принцип действия.
- Установки твердотельного типа.
В данную конструкцию входят два основных элемента: лампа накачки и рабочее тело. В качестве последнего обычно выбирают стержень из искусственного рубина. Кроме того, в него включен неодим иттриевого граната. Лампа накачки позволяет передать необходимое излучение на рабочее тело. Обычно резка металла лазером при помощи таких установок осуществляется в импульсном режиме, но можно встретить модели, чья работа идет непрерывно.
- Газодинамическое оборудование.
Рабочий газ нагревается до +2 000–3 000 °С, после чего он на высокой скорости, превышающей скорость звука, проходит через специальное сопло и охлаждается. Такие установки используются редко, так как их стоимость очень высока, это же относится и к процессу образования лазерного луча.
Вне зависимости от типа в любое оборудование для резки листового металла лазером входят такие составляющие:
- Система, отвечающая за передачу и образование газа и излучения. Она состоит из сопла, устройства для подачи газа, юстировочного лазера, поворотных зеркал, оптических элементов, пр.
- Излучатель с зеркалами резонатора, содержащий в себе активную среду, устройства для накачки и обеспечения модуляции, если это требуется.
- Система управления оборудованием и контроля соблюдения всех установленных параметров.
- Узел, отвечающий за движение заготовки и лазерного луча.
Преимущества новейших станков для резки металла лазером
Развитие станочной индустрии не стоит на месте, предлагая потребителям все новое оборудование. Энергия лазера зависит от специфики производства и финансовых затрат на работу конкретного устройства. Современные прецессионные разделывающие станки с ЧПУ способны обрабатывать материалы с точностью до 0,005 мм. Немаловажно, что у некоторых моделей лазерных установок метраж обработки увеличен до многих квадратных метров.

Серьезным преимуществом этой техники стала автоматизация промышленного процесса, за счет чего удалось сократить вероятность человеческой ошибки. Все необходимые характеристики задаются в макропрограммный блок, отвечающий за управление лазером и трудовым столом с болванкой. Системы настройки фокуса устанавливают, на каком расстоянии будет проводиться резка, чтобы процесс шел наиболее эффективно.
Специфические теплообменники регулируют температуру лазерного агрегата, информируя оператора об актуальном состоянии инструмента. Система снабжается клапанами, которые позволяют подключать газобаллонное снабжение – с их помощью налаживается подача запасных газов в рабочую зону. Также лазер оснащается системой дымоулавливания, за счет которой снижаются расходы на вытяжку, то есть последняя включается непосредственно в процесс обработки. Немаловажным остается защита персонала, поэтому зона резки полностью перекрывается предохранительным кожухом.
В современных условиях резка листового металла сильно упрощается, оператору остается только задать числовые характеристики и получить готовое изделие. Продуктивность в этом случае зависит от двух компонентов: характеристик станочного комплекса и опыта оператора, задающего программный код. Методика резки железа полностью соответствует концепции роботизированной работы, призванной избавить человека от тяжелого труда.
Во время подготовки к лазерной резке на станке с ЧПУ все значения из чертежей вносятся в программу, после чего оборудование действует автоматически. Высокая точность достигается в том числе и за счет исключения человека из процесса обработки.
При резке металла лазером ошибка может возникнуть лишь при условии, что был недостаточно точно произведен замер, а значит, неверно составлен чертеж. Погрешностей в работе самого оборудования быть не может.
Компании-производители предлагают два типа лазерных станков: многоцелевые и специальные. Первые дороже, зато позволяют осуществлять разные операции, а также производить фигурную резку металла лазером более трудных форм.

Специалисты машиностроительных компаний понимают возможности данной технологии в области производства точных деталей с оптимальной шероховатостью. Существует множество сфер использования такой техники, начиная от резки листового проката до создания сложных кузовных деталей автомобилей.
Если вы собираетесь приобрести промышленный лазер для резки металла, стоит оценить его окупаемость и объем рабочих расходов. Не так давно подобные станки были доступны лишь крупным компаниям с немалым производственным циклом. Однако стоимость оборудования и энергозатраты на его работу постепенно снижаются, все это приводит к тому, что сегодня заказы на резку металла лазером могут выполнять даже небольшие фирмы.
Как происходит резка металла лазером, смотрите видео:
Особенности лазерной резки в зависимости от вида металла
Резка лазером используется при работе с самыми разными металлами, далее расскажем об особенностях обработки некоторых из них:
Ее раскрой представляет собой сложный процесс, поскольку нержавейка отличается повышенной устойчивостью к внешним воздействиям и разрушению. Чтобы упростить и ускорить процесс работы, стараются использовать лазер. Назовем основные достоинства резки по данной технологии:
- обработка происходит бесконтактным способом, поэтому поверхность материала, исключая место реза, не подвержена деформации;
- компьютерное оборудование делает возможным производство даже сложных деталей;
- максимальное расхождение составляет 0,08 мм, иными словами, обеспечивается очень высокая точность резки;
- значительно сокращается риск деформации кромки, образования обслоев и заусенец;
- резка не требует много времени, за счет чего цена оказывается более низкой, чем при других видах обработки;
- мощный луч лазера справляется с металлом любой толщины;
- не изменяются физические свойства материала, в том числе, не сокращается срок эксплуатации изделий.
Однако во время резки поверхность нержавейки нужно защитить от окислительных процессов. Обычно для этого используют азотную кислоту, которая предотвращает возгорание металла.
Обязательным условием при подаче газа в рабочую зону является сохранение давления в 20 атмосфер. Если речь идет о резке больших листов металла, лазер уходит вглубь материала, в результате чего увеличивается размер сечения, при этом должен повышаться объем подаваемого азота.
Особенности резки меди лазером связаны с характеристиками этого вещества, например, высокой теплопроводностью. Поэтому все работы производят на низкой скорости, а также устанавливается максимальная мощность лазера для резки металла. Если не соблюсти данные нормы, раскрой будет неровным, кромка и находящаяся вдоль нее поверхность – деформированными.
Пользоваться данной методикой для резки толстых листов меди очень сложно, а так как обработка должна проходить при высокой мощности, стоимость работ значительно возрастает. Если речь идет о работе с толстым листом металла, придется отказаться от сложных форм, допускается только простой раскрой.

Лучше всего осуществлять лазерную резку меди твердотельными лучами, иначе можно деформировать изделия. При работе с толстыми листами на срезе нужна плазма – она нагревает металл до определенной температуры и плавит его.
Резка лазером данного металла часто используется при производстве больших партий изделий, а также маленьких заказов с большой долей ручного труда. Обработка латуни, как и стали, не сложна, все необходимые для работы параметры можно задать самостоятельно.
Чистый титан хорошо режется лазерным лучом, а благодаря добавлению в зону реза кислорода удается ускорить работу. Однако нужно понимать, что при этом образуется большой оксидный слой вдоль линии реза, который можно снять струей кислорода.
Алюминий поддается резке только под высокомощным лазерным излучением, поскольку обладает высокой теплопроводностью и способностью поглощать луч.
Нужную мощность установки для резки алюминия подбирают, опираясь на информацию об изготавливаемых деталях, в том числе их габаритах. Специалисты рекомендуют обрабатывать этот металл на небольших скоростях, потому что таким образом удается избежать деформирования листа. Кроме того, в результате вы получите аккуратную поверхность без заусениц.

Высокое качество резки алюминия достигается за счет отсутствия соприкосновения режущей головки и листа, так как деталь прожигается в необходимых местах с некоторого расстояния. В лазерном станке есть продувная зона, благодаря которой предприятия могут производить изделия с идеально ровными очертаниями.
Если у вас установлен аппарат лазерной резки, вы можете изготавливать детали своими руками, не обращаясь за помощью на крупные предприятия. Такая обработка как нельзя лучше подходит для выполнения небольших по объему заказов.
Как рассчитывается стоимость резки металла лазером
Существуют разные подходы для расчета стоимости лазерной резки. Нередко это делают, как говорится, «на глазок». Такой способ значительно выигрывает по сравнению с остальными с точки зрения скорости, однако иногда непросто сходу определить стоимость заказа. Обычно именно так устанавливают цену новички либо когда речь идет о маленьких объемах продукции. Вряд ли такой подход понравится клиентам, умеющим считать деньги. Постепенно набираясь опыта, предприниматели пересматривают свой подход к определению стоимости лазерной резки.
Второй способ – посчитать стоимость, отталкиваясь от времени, затрачиваемого на резку металла лазером на заказ. Этот метод неплохой, если речь идет о только что открытом предприятии. Проблема лишь в том, что стоимость изделия удастся установить только после его изготовления, в противном случае мы возвращаемся к первому методу. Для многих заказчиков такой подход неприемлем, поскольку им важно заранее знать, какую сумму придется потратить на ваши услуги.
Многие собственники и мастера раскроечного оборудования в результате приходят к следующей формуле: стоимость резки + стоимость гравировки + стоимость материала. Именно такой расчет и является наиболее разумным.

Данная формула понятна и бизнесмену, и заказчику. Остается только установить цену за метр резки лазером металла, других материалов, причем сделать это для всех толщин. Тогда прайс будет зависеть преимущественно от сложности и общего объема работ.
5 мифов о лазерной резке металла, не имеющих ничего общего с реальностью
Многие знающие и адекватные производственники неверно оценивают возможности данного метода по вине следующих заблуждений:
1. Речь идет о новой и пока недостаточно изученной технологии.
Дарт Вейдер появился на наших экранах не просто так – лазерные мечи вошли в кинематограф, как только стало ясно, на что действительно способен лазер.
Впервые лазер использовался на производствах в 1960-е годы, а в научных лабораториях он появился еще раньше. После этого около двадцати лет к данной технологии резки относились как к чему-то невероятному. Но в 1980-х годах прогресс шагнул еще дальше, предложив производственникам более современные и необычные устройства. А лазерная резка прочно укрепилась в промышленности и стала достаточно распространенной.
Это привело к тому, что станки стали проще и доступнее. В 1980-е годы лазерная резка использовалась лишь в работах, где была необходима предельная точность. Например, для изготовления простых корпусов электроники данная технология оставалась слишком дорогостоящей. Сегодня же лазеры изготавливают развертки деталей для массовых приборов.
2. С таким оборудованием может справиться только высококвалифицированный персонал.
От человека требуется задать программу и подать материал, чтобы станок лазерной резки выполнил всю работу. Иными словами, все отверстия, резы делаются именно роботом, за счет чего и достигается такая точность. То есть из процесса полностью исключен человеческий фактор: дрожащие руки, уставшие глаза, пр.

Так как все автоматизировано, обработка металла может производиться и без высококвалифицированного персонала: человеку нужно только положить заготовку в станок и забрать изделие. Кстати, за час работы такому сотруднику придется заплатить значительно меньше, чем, например, сварщику с высоким разрядом.
Конечно, станок не будет работать, если его доверить непрофессионалам. Чтобы нарезать детали, нужно подготовить программу, а хороший конструктор, который составит ее без малейших ошибок, – это дорогой специалист. Но когда программа готова, резка может осуществляться и без его участия, сколько бы партий изделия не пришлось изготовить.
3. Лазер выжигает материал в месте реза.
Обработка лазером требует использования огромной температуры, однако она прикладывается точечно. За счет чего материал, попавший в зону реза, плавится, не успев загореться. Чтобы удалить расплав, в зону резки направляется струя сжатого воздуха – она выдувает все лишнее, оставляя чистую кромку. А находящийся рядом с резом материал не успевает достаточно разогреться, чтобы воспламениться или деформироваться. По этой причине металлические и пластиковые изделия, произведенные при помощи лазера, не имеют на себе следов горения. Исключение составляет дерево – оно немного обугливается по торцам реза, не начиная полноценно гореть.
4. Лазер справляется с металлом вне зависимости от его толщины.
Так бывает только в кино, любая реальная лазерная установка имеет свой предел. Чем толще обрабатываемый металл, тем более мощной она должна быть. Это вызывает повышенные энергозатраты, которые влекут за собой высокую цену обработки.
Если толщина листа более 20 мм, возникает вопрос о целесообразности его резки лазером. Вероятно, дешевле будет использовать резку плазмой. Если же лист толще 40 мм, плазма автоматически становится самым оптимальным методом обработки.
5. Технологии лазерной и плазменной резки конкурируют между собой.
Эти две технологии используются для решения совершенно разных задач. Безусловно, они применяются при раскрое металла, но нужно понимать, что при этом обрабатывается материал разной толщины, реализуются разные цели.
Лазерная резка позволяет добиться невероятной точности и высокого качества при выполнении отверстий. Резка тонкого металла лазером не требует больших финансовых затрат, но при увеличении толщины листа ее цена повышается. Данный метод обработки подходит для изготовления корпусов и деталей различного оборудования толщиной не более 20 мм.
Плазменная резка не может похвастаться такой точностью, она не позволяет добиться идеальных отверстий. Ее цена тоже повышается при увеличении толщины материала, однако это происходит не так быстро. По этой причине плазма может применяться при резке стали толщиной до 150 мм. Ее стараются использовать в тех ситуациях, когда лазерная резка представляется экономически невыгодной, а детали не должны идеально соответствовать проектным требованиям.
В некоторых ситуациях лазерная резка обладает немалым количеством достоинств по сравнению с иными способами металлообработки. По этой причине многие предприятия останавливают свой выбор именно на этой технологии.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Отрежем бесплатно! Вы оплачиваете только металл. Эффективный раскрой и все услуги формования заготовок из металла и других материалов на современных лазерных станках. Звоните!
Только высокоточное европейское оборудование
Станки которые прошли сертификацию

Пример срезов на наших станках и на станках конкурентов
Наши станки

Станки конкурентов

Видео с производства
Цены без посредников
Сталь листовая углеродистая Г/К и Х/К
| Толщина, мм | до 100 м, ₽ | от 100 до 500 м, ₽ | от 500 до 1000 м, ₽ | Врезание, ₽ |
|---|---|---|---|---|
| До 1,0 | 43 | 26 | 23 | 0 |
| 1,5 | 45 | 31 | 28 | 0 |
| 2,0 | 47 | 36 | 32 | 0 |
| 2,5 | 53 | 45 | 40 | 0 |
| 3,0 | 63 | 52 | 47 | 0 |
| 4,0 | 73 | 59 | 53 | 0 |
| 5,0 | 88 | 69 | 63 | 0 |
| 6,0 | 113 | 80 | 73 | 0 |
| 8,0 | 158 | 103 | 93 | 0 |
| 10,0 | 208 | 173 | 130 | 0 |
| 12,0 | 258 | 198 | 163 | 0 |
| 16,0 | 448 | 328 | 298 | 0 |
Нержавеющая сталь
| Толщина, мм |
до 100 м, ₽ |
от 100 до 500 м, ₽ | от 500 до 1000 м, ₽ | Врезание, ₽ |
|---|---|---|---|---|
| До 1,0 | 56 | 43 | 36 | 0 |
| 1,5,0 | 92 | 43 | 68 | 0 |
| 2,0 | 118 | 83 | 68 | 0 |
| 3,0 | 158 | 128 | 88 | 0 |
| 4,0 | 208 | 158 | 118 | 0 |
| 5,0 | 298 | 208 | 148 | 0 |
| 6,0 | 398 | 298 | 223 | 0 |
| 8,0 | 598 | 448 | 348 | 0 |
| 10,0 | 748 | 598 | 448 | 0 |
Алюминий дюраль(АМГ,АМЦ)
| Толщина, мм |
до 100 м, ₽ |
от 100 до 500 м, ₽ | от 500 до 1000 м, ₽ | Врезание, ₽ |
|---|---|---|---|---|
|
До 1,0 |
54 | 44 | 35 | 0 |
| 1,5 | 89 | 61 | 47 | 0 |
| 2,0 | 114 | 81 | 66 | 0 |
| 3,0 | 153 | 124 | 84 | 0 |
| 4,0 | 202 | 153 | 114 | 0 |
| 5,0 | 289 | 202 | 144 | 0 |
| 6,0 | 386 | 289 | 216 | 0 |
| 8,0 | 580 | 435 | 338 | 0 |
| 10,0 | 726 | 580 | 435 | 0 |
Латунь
| Толщина, мм |
до 100 м, ₽ |
от 100 до 500 м, ₽ | от 500 до 1000 м, ₽ | Врезание, ₽ |
|---|---|---|---|---|
|
До 1,0 |
52 | 40 | 34 | 0 |
| 1,5 | 88 | 68 | 58 | 0 |
| 2,0 | 110 | 85 | 72 | 0 |
| 3,0 | 133 | 103 | 88 | 0 |
| 4,0 | 160 | 124 | 106 | 0 |
| 5,0 | 196 | 152 | 130 | 0 |
| 6,0 | 268 | 208 | 178 | 0 |
Медь
| Толщина, мм |
до 100 м, ₽ |
от 100 до 500 м, ₽ | от 500 до 1000 м, ₽ | Врезание, ₽ |
|---|---|---|---|---|
| До 1,0 | 72 | 55 | 47 | 0 |
| 1,5 | 110 | 85 | 72 | 0 |
| 2,0 | 149 | 116 | 99 | 0 |
| 3,0 | 250 | 194 | 88 | 0 |
Последние 20 лет развитие технологий лазерной обработки материалов позволяет промышленным компаниям ускорить и усовершенствовать производственные процессы. Волокнистые лазеры – инновационная технология, которая продолжает осваиваться в промышленности. Благодаря эффективности технологий, стоимость лазерной резки снижается, а ее точность и скорость увеличиваются.Laser Cut Professional – профессиональная линейка лазерного оборудования, которую наша компания применяет для работы с материалами. Сложная эффективная конструкция лазера волокнистого типа позволяет работать с десятками материалов, создавая оптимальные условия для обработки.
Как производится лазерная резка на практике?
.jpg") В основе современного оборудования лежит твердотельный источник излучения, рабочее тело которого произведено из оптоволокна. Возможно применение объемных оптических устройств, формирование сложных и простых сценариев работы с материалами. Структура световода позволяет создавать рабочие механизмы с длиной инструментальной части до нескольких метров.
В основе современного оборудования лежит твердотельный источник излучения, рабочее тело которого произведено из оптоволокна. Возможно применение объемных оптических устройств, формирование сложных и простых сценариев работы с материалами. Структура световода позволяет создавать рабочие механизмы с длиной инструментальной части до нескольких метров.
Особенности самого процесса резки следующие:
- сфокусированный лазерный луч является основным инструментом, нет расходных материалов;
- в процессе порезки луч нагревает определенный металл или полимер до предельной температуры изменения агрегатного состояния;
- одновременно станок подает струю газа, которая удаляет расплавленные остатки после прорезки;
- доступна и плазмотронная резка, когда луч лазера подается в потоке специальной смеси газов;
- некоторые материалы при обработке испаряются в зоне формования заготовки, отходы минимальные;
- нагреваемая зона достаточно узкая, это позволяет экономить материал и производить работы быстрее.
При обработке листов металла толщиной до 6 мм применение лазерных станков наиболее эффективно. Если вы приняли решение заказать услуги лазерной резки, то получите высокую скорость обработки любого объема продукции. Доступна работа и с большей толщиной заготовок, но для этого потребуется больше времени на тонкую настройку оборудования. Кромки реза остаются максимально гладкими, не придется обрабатывать готовые заготовки снова.
Когда эффективна плазменная резка?
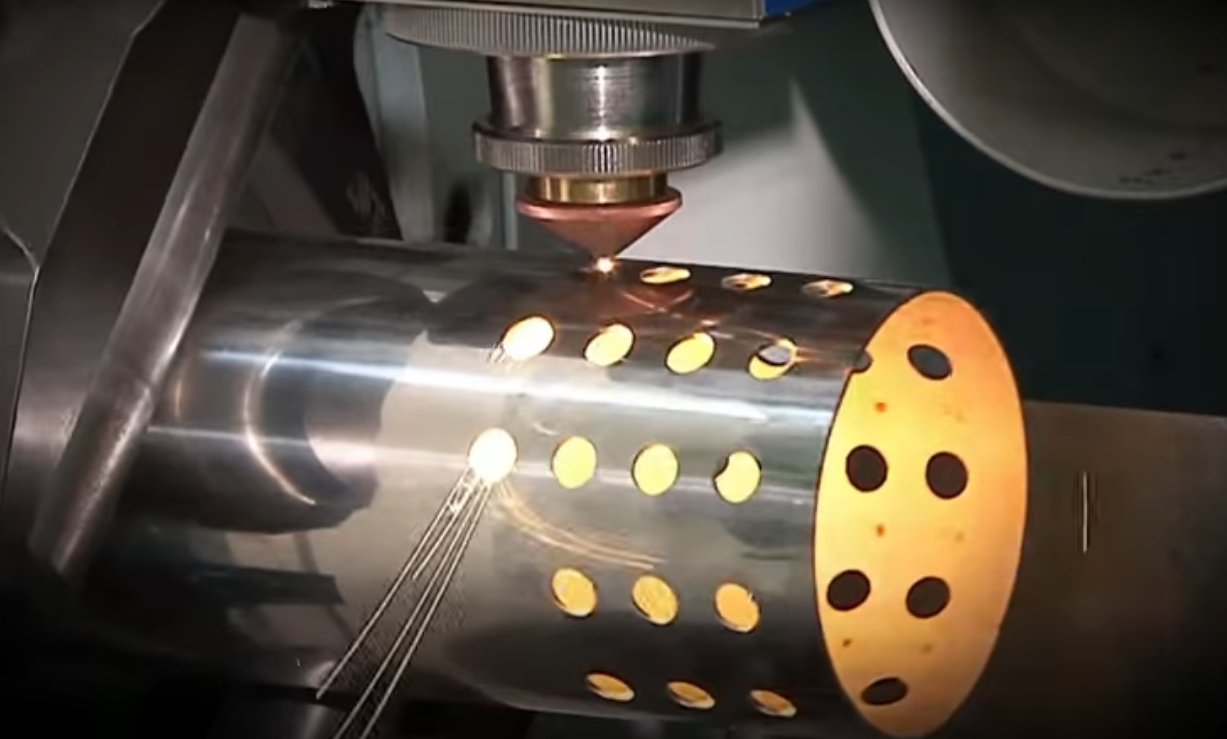
.jpg") При резке цветных металлов и пластин с большой толщиной, а также предметов округлой формы применяют плазменную резку с использованием лазерных технологий. Это позволяет дешево и быстро выполнить любой по объему заказ. Часто заказчикам требуется комплекс работ с заготовками, который невозможно выполнить, применяя только одну технологию. В этом случае поможет лазерная резка с ЧПУ и гравировка, цена всего комплекса работ остается демократичной.
При резке цветных металлов и пластин с большой толщиной, а также предметов округлой формы применяют плазменную резку с использованием лазерных технологий. Это позволяет дешево и быстро выполнить любой по объему заказ. Часто заказчикам требуется комплекс работ с заготовками, который невозможно выполнить, применяя только одну технологию. В этом случае поможет лазерная резка с ЧПУ и гравировка, цена всего комплекса работ остается демократичной.
При плазменной обработке доступно формование заготовок из меди, углеродистых сталей, алюминия и различных сплавов. Эффективная для станка толщина – до 150 мм, окончательные параметры зависят от специфики сплава.
Плазменная технология характеризуется небольшой конусностью реза. Отклонение на 3-7 градусов может стать преградой для удачной сборки конструкции. Поэтому перед принятием решения о технологии стоит уточнить у специалистов, подходит ли данное решение для вашей задачи. В каждом случае подбирается индивидуальный недорогой комплекс действий, который удовлетворяет задачи заказчика.
Заказывайте эффективную резку с помощью лазера в Москве
Наша компания предлагает эффективный раскрой и все услуги формования заготовок из металла и других материалов на современных лазерных станках. Посмотрите прайс и обращайтесь к сотрудникам для подсчета бюджета на ваш проект. Дешевая лазерная резка в Москве поможет вам обработать большие партии материалов в короткий срок, а точность конечных результатов будет гораздо выше, чем при работе с помощью контактных инструментов. Звоните и оформляйте заказ.Услуги лазерной резки металла
Лазерной резкой называют особую технологию обработки изделий из металла с помощью направляющего лазерного луча. Луч фокусируется и направляется на металл компьютерной программой. С помощью этой технологии резки можно на промышленных производствах обрабатывать металлы любого типа и прочности, а также изготавливать и формировать заготовки даже со сложным геометрическим контуром. Процесс раскроя представляет собой разрезание металлоизделий, при этом получаются тончайшие резы. Во время операции материал изделия получает минимальную термическую обработку – поэтому практически не деформируется.
| Преимущества данного метода обработки: | |
|---|---|
| высокая скорость раскроя | |
| простота управления процессом | |
| минимальная погрешность (до 0,05 мм) | |
| отсутствие отклонений от прямой линии реза | |
| качественная обработка углов | |
| возможность создания отверстий с минимальным диаметром | |
| минимальные затраты на серийное производство | |

От чего будет зависеть цена раскроя
Стоимость услуги зависит от нескольких факторов:
— толщина материала: чем толще и прочнее металл – тем больше мощности и времени потребуется мастеру для его обработки;
— качество возделываемого материала и оборудования: качественные твердосплавные материалы нуждаются в обработке на более дорогом оборудовании;
— сложность чертежа/детали: лазер кроит изделия по заданному чертежу, который составляется заранее мастером при помощи компьютерной программы;
— время работы: срочные работы стоят дороже.
| Этапы работ: |
|---|
| получение заявки |
| обработка, расчет стоимости |
| процесс изготовления |
| отгрузка |

Преимущества лазерной резки
Технология обработки металлических изделий лазером лучше всего подходит для работы в промышленных масштабах благодаря ряду преимуществ. Лазерной резкой можно осуществить отделку материалов, которые легко деформируются. Технологию легко применяют в работах с твердосплавными металлическими изделиями. На производствах менее затратно производить раскройку деталей лазером, который будет действовать по чётко заданному чертежу, подготовленному на компьютере. Материалы при лазерной обработке почти не деформируются, так как отсутствует механический контакт с изделием.
Какое оборудование используется в процессе
Раскройку металлических изделий лазером производят на специальных лазерных устройствах – станках. На оборудовании можно выполнять большие объемы работ, обрабатывать поверхности из разных типов металла: нержавейка, сталь, латунь, алюминий, твердые сплавы. У готового изделия после лазерной кройки на станке остаются идеально ровные края и кромки. Лазерные станки для обработки металла бывают двух видов – волоконные и газовые СО2. Устройство состоит из координатного стола, компьютера и самого лазера. Для лазерной резки тонколистовых изделий из металла используют волоконные станки.
| Производители станков для резки лазером | |||
|---|---|---|---|
| Amada | Trumpf | Bystronic | Koike |
| Mitsubishi Electric | Safan | Baykal | Balliu MTC |
| Haco | LVD Company | Salvagnini | FPL |
| Techno Crafts Company | Durmazlar | Ermaksan | «Номаконт Трейд» |
| «ТехноЛазер» | НПФ «ТЕТА» | НПФ «Мехатрон» | «Арес» |
| «Лазер Мастер Групп» | НТО «ИРЭ-Полюс» | «Рухсервомотор» | |

Какие изделия получают с помощью лазерной резки
С помощью раскройки металла лазером можно получить разные виды изделий. Это и листовые панели для отделочных работ в строительстве и ремонте, и набивка резьбы на инструментах для работы с металлом, и всевозможные металлические номерки, таблички, брелоки, сувенирная продукция с гравировкой, промышленные металлические изделия для производств и предприятий.
| Полный ассортимент изделий: |
|---|
| детали машин |
| радиоэлектронная аппаратура |
| элементы металлоконструкций |
| части дымоходов, каминов и емкостей |
| элементы ворот, ограждений и перил |
| детали витрин магазинов |
| рекламные конструкции |
| крепежные элементы |
| декоративные изделия |
| элементы интерьера |
| корпуса вендинговых аппаратов |
| стеллажи |
| вентиляционные решетки |
| противопожарные изделия |
Лазерный раскрой металла: особенности технологии

Вопросы, рассмотренные в материале:
- Что лежит в основе лазерного раскроя металла
- Какими преимуществами обладает технология лазерного раскроя металла
- Какие виды лазерного раскроя металла используются на современных производствах
- Какие станки выполняют лазерный раскрой металла
Лазерная резка – это современная технология, используемая для резки и обработки различных материалов (в основном, металлов). Основное ее преимущество в том, что с помощью лазерного раскроя возможно получение деталей сложного контура. В нашей статье вы узнаете о том, что представляет собой лазерный раскрой металла, каковы особенности применения данной технологии и как ее использовать максимально эффективно.
На каких принципах основан лазерный раскрой металла
Независимо от того, какой металл используется, его раскрой – это заготовительный процесс, во время которого формируются будущие элементы различных металлических конструкций. Машиностроительные заводы, различные производственные комплексы всегда имеют заготовительные цехи, снабженные специальным техническим оборудованием для раскроя материалов. В зависимости от того, какое оборудование или инструмент используется, формируется либо заготовка, либо готовая металлическая деталь.

Значение термина «раскрой метала» можно определить как расположение заготовок на металлическом листе для последующей обработки. Форму обычно берут прямоугольную, но работать можно также и с любой другой. Для процесса раскроя металла в зависимости от используемой технологии характерно появление возвратных и безвозвратных отходов.
Лазер по праву считается одним из самых ярких и наиболее значимых открытий прошлого века. Изобретен он был еще в 1960 году и работал на рубине в инфракрасном диапазоне. Лазер стал прорывом, позволившим человеку «приручить» свет и использовать его в своих интересах.
Прикладная квантовая наука стремительно развивалась. Пройдя путь от постепенного усиления изначальных систем накачки и модернизации оптических резонаторов, ей удалось получить сильнейший, управляемый луч. Находились новые активные среды, проходили испытания и начинали использоваться на практике химические и полупроводниковые лазеры, модели на красителях и на свободных электронах.
Раскрой металла лазером давно начали внедрять в машиностроении. Первыми лазерный раскрой освоили судоверфи, предприятия авиационной и автомобильной промышленности, стремившиеся использовать ведущие технологии с тем, чтобы увеличить производительность труда. В условиях возрастающей конкуренции появлялись все более совершенные обрабатывающие центры, стремящиеся сделать производственные процессы наиболее эффективными.
Слово «лазер» – это аббревиатура, пришедшая к нам с английского «light amplification by stimulated emission of radiation», что переводится как «усиление света посредством вынужденного излучения». Проще говоря, это излучение, вызываемое атакой фотонов на активную среду, усиливающееся из-за ответной реакции. Поток света, проходя сквозь зеркала и оптические призмы, формируется в целенаправленный луч импульсной или непрерывной модуляции.
Активатор, используемый в работе, а также сложность резонирующей системы влияют на силу и интенсивность лазерного луча. Активной средой могут служить вещества в разных фазовых состояниях (жидком, твердом, газообразном или плазменном). Важно, чтобы активное вещество было восприимчиво к возбуждению и могло отдавать свободные кванты-фотоны.
Существует несколько методов накачки первичных световых атомов. Могут использоваться сфокусированное излучение солнца, особые лампы, иные лазерные установки, а также воздействие электричеством или химические процессы. С целью усиления мощности потока устанавливают атакующие каскады в несколько уровней. Резонаторами служат сферические и плоскопараллельные зеркала и их сочетания.

Критерий, по которому оценивают качество прибора, – способность устойчиво сохранять световой луч и точно его фокусировать.
Лазерная резка металла, раскрой иных материалов базируются на термическом воздействии лазера на материю. При разрезе металла происходит следующий процесс: вначале металл накаляется до температуры плавления, затем – кипения, после чего начинается его испарение. Это очень энергозатратный процесс, по этой причине раскрой испарением используется только при обработке тонких металлических листов.
Лазерный раскрой толстого металлического листа осуществляется при температуре плавления. Для оптимизации данной процедуры на участок резки подают газ (например, кислород, гелий, аргон или азот). Его цель – устранять из участка, на котором происходит раскрой, расплавленный металл и продукты его сгорания, обеспечить горение металла и охлаждение примыкающей зоны. Хорошо зарекомендовал себя в этом кислород. Он сокращает время работы и увеличивает глубину раскроя.
Преимущества лазерного раскроя листового металла
Плюсы лазерного раскроя листового металла:
- Доступные цены на услуги раскроя металла лазером.
- Возможность осуществить раскрой самых плотных видов металла.
- При достаточно высокой производительности работы качество раскроя не страдает в силу того, что лазерный луч отличается большой плотностью и силой излучения.
- Высокая скорость проведения работ по раскрою металлических листов.
- Отсутствие механического контакта с разрезаемой поверхностью, вследствие чего возможен качественный раскрой тончайших металлических листов.
- Возможность осуществить раскрой контуров любых форм.
Рекомендовано к прочтению

- Экономичный расход сырья благодаря тому, что заготовочные детали максимально плотно располагаются на листе металла. Следовательно, себестоимость получившегося изделия заметно снижается.
- Раскроенные лазером детали не нужно ничем дополнительно обрабатывать.
- Легкая управляемость лазерным излучением, благодаря чему возможно осуществлять раскрой контуров самых сложных форм.
- Линия реза практически «ювелирная» (0,07–0,1 мм).
- Возможность раскроя металлов различной толщины. Алюминий – от 0,2 до 20 мм, сталь – от 0,2 до 30 мм, латунь и медь – от 0,2 до 15 мм.
Минусами лазерного раскроя можно считать высокое потребление электроэнергии и дороговизну оборудования.
Виды лазерного раскроя металла на производствах
Лазерные установки имеют три составные части:
- Активная (или рабочая) среда – является источником лазерного излучения.
- Система накачки (источник энергии) – запускает процесс излучения.
- Оптический резонатор – совокупность зеркал, увеличивающих мощность излучения.

По типу активной среды выделяют три разновидности лазеров:
- Твердотельные.
Ключевым элементом служит осветительная камера, в которой расположен источник световой энергии (лампа-вспышка, генерирующая мощные импульсы света) и твердое рабочее тело (стержень, выполненный из рубина, оксида алюминия, алюмоиттриевого граната (АИГ) или других материалов). Вокруг рабочего тела закрепляются два зеркала, одно из которых является отражающим, а другое полупрозрачным. Излучение, неоднократно отражаясь в них, усиливается к моменту выхода из рабочего тела через полупрозрачное зеркало.

Волоконные лазерные устройства также относят к твердотельному типу лазеров. Мощность светового луча в таких устройствах возрастает в стекловолокне. Источником энергии в этом случае является полупроводниковый лазер.

Рассмотрим процесс работы лазерной установки подробнее на примере лазера, рабочее тело которого представляет собой стержень из лазерного кристалла – алюмоиттриевого граната, легированного неодимом. Ключевыми элементами являются ионы АИГ, поглощающие световые импульсы газоразрядной лампы-вспышки и активизирующиеся. В результате у ионов вырабатывается излишняя энергия, которую они выделяют в виде фотона, представляющим собой электромагнитное излучение или свет.
Из-за фотона иные возбужденные ионы возвращаются в исходное состояние. В результате процесс приобретает «лавинный» характер. Зеркала контролируют направление лазерного луча. Постоянно отражая фотоны, они возвращают их в рабочее тело. Это способствует появлению новых фотонов и усилению мощности светового луча. Излучение в этом случае имеет малую расходимость пучка лазерного луча и высокую кумуляцию энергии.
Рабочее тело в данных видах лазера представляет собой диоксид углерода либо его соединение с азотом и гелием. Сначала осуществляется прокачка газа с использованием газоразрядной трубки, затем его приводят в возбужденное состояние при помощи электрических разрядов. Как и в случае с твердотельными лазерами, излучение усиливают двумя зеркалами. Данные типы станков различаются конструкцией: они бывают с продольной, поперечной или щелевой прокачкой.
- Газодинамические.
Данные лазеры для раскроя материалов обладают максимальной мощностью. В качестве рабочего тела также служит диоксид углерода, нагретый до температуры от +726 до +2726 °С (или от 1000 до 3000 °К). Он приводится в возбуждение вспомогательным маломощным лазером. Прокачка углекислого газа осуществляется со сверхзвуковой скоростью через специальный газовый канал – сопло Лаваля, вещество стремительно увеличивается в объеме и остывает. В итоге возбужденные атомы возвращаются в обыкновенное состояние, а диоксид углерода превращается в источник лазерного излучения.
Не только металл, но также резина, фанера, искусственный камень, полипропилен и стекло могут быть подвергнуты лазерной обработке. Раскрой лазером часто используется при производстве составных частей разнообразных приборов, электро- и сельскохозяйственной техники, а также в судо- и автомобилестроении. Лазерный раскрой широко применяется и при изготовлении жетонов, различных указателей, всевозможных трафаретов и табличек, декоративных элементов для украшения интерьера и во многих других сферах.

От вида материала, который необходимо раскроить, зависит тип используемого устройства. Для того чтобы осуществить раскрой или сварку металла, стекла, пластика, резины или выполнить на них гравировку, используется лазер на углекислом газе.
Твердотельный волоконный лазер подходит для раскроя листов из латуни, меди, серебра или алюминия. Данным типом лазера не осуществляется раскрой неметаллических материалов.
Какие параметры нужно учитывать при лазерном раскрое металлов
На скорость раскроя влияет не только мощность самого лазера и толщина металла, но и теплопроводность материала. Чем она ниже, тем менее интенсивно из участка резки высвобождается тепло, следовательно, вся процедура становится менее энергозатратной.
Например, лазер со средней мощностью 600 Вт без труда осуществит раскрой черных металлов или титана. Однако раскрой медных или алюминиевых листов представляет сложности, так как теплопроводность данных металлов на порядок выше. В таблице приведены средние показатели, учитываемые при раскрое различных металлов:
| Малоуглеродистая сталь | Инструментальная сталь |
Нержавеющая сталь |
Титан | |||||||
| Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
| Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
| Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Рекомендации к лазерному раскрою металла:
- Не следует осуществлять раскрой металлов, имеющих следы коррозии или ржавчины. Иначе пострадает качество реза – он будет сильно отличаться от четких контуров, получаемых при раскрое качественного металла.
- Поверхность металлических листов, подвергаемых раскрою, не должна иметь существенные неровности.
- Важно правильно раскладывать заготовочные детали на листе. Они не должны располагаться ближе, чем на 5–10 мм друг от друга. Следует отступать также и от края листа не менее чем на 1 см.
- Деталь получится внешне лучше, если использовать листы с закругленными уголками. В этом случае при раскрое станок не будет сбрасывать скорость режущей головки.
- Цена лазерного раскроя металла зависит также и от количества контуров. Каждый контур требует временных затрат, так как, чтобы раскроить его, станок выполняет врезание в металлический лист рядом с линией. Следовательно, чем больше контуров у будущего изделия, тем оно дороже по стоимости.
На что способны современные станки лазерного раскроя металла
Развитие станочного оборудования для раскроя металлов не стоит на месте. Сегодня на рынке представлен широкий ассортимент различных станков для лазерного раскроя металлических листов.
Механические резаки с низкой производительностью, создающие при работе много шума, успешно заменяются инновационными многокоординатными устройствами. Мощность аппарата зависит от его экономического обоснования и специфических особенностей производства.

Новейшие высокоточные лазерные устройства с числовым программным управлением предоставляют возможность осуществлять раскрой материалов с точностью до 0,005 мм. При этом осуществим раскрой поверхностей площадью несколько квадратных метров. Неоспоримый плюс прецизионных станков еще и в том, что они способны работать в автоматическом режиме, то есть человеческий фактор практически сводится к нулю. Геометрические параметры детали заносятся в блок команд, который управляет аппаратом и рабочим столом.
Фокус также настраивается автоматически и подбирается оптимальное расстояние для лучшего раскроя. Особые теплообменники контролируют нагрев лазерного устройства и выдают показатели текущего состояния аппарата. Инструмент оснащен клапанными механизмами, позволяющими подключать дополнительное газовое оборудование, которое подает вспомогательные газы в процессе работы. Встроены и дымоулавливающие системы, включаемые непосредственно в момент раскроя и оптимизирующие издержки на вытяжную вентиляцию. Зона обработки снабжена экраном для обеспечения безопасности труда оператора.
Лазерный раскрой металла сегодня – это автоматизированный процесс. При работе на станке с числовым программным управлением оператор лишь вводит необходимые данные и получает на выходе нужную деталь. Эффективность производственного процесса зависит как от характеристик станочного аппарата, так и от профессионализма работника, вводящего программный код.
Таким образом, станочная индустрия вписывается в стратегию развития роботизированного производства, цель которого – осуществлять производственные процессы без участия человека. Сейчас для раскроя металлов выпускаются разнообразные лазерные аппараты, как универсальные, так и специализированные. Цена на универсальные станки для раскроя существенно выше в силу того, что с их помощью можно выполнять несколько операций одновременно и изготавливать элементы более сложных форм. Проблем с ассортиментом станков для раскроя металлов для заинтересованных покупателей на рынке сегодня нет.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.

Вопросы, рассмотренные в материале:
- Каковы принципы лазерной резки
- Какие лазеры работают по принципу лазерной резки
- На что обратить внимание при выборе оборудования для лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки.
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
- Твердотельные.
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендовано к прочтению
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
- Газодинамические.
Газодинамические лазеры относятся к самым мощным установкам. В качестве активной среды в них выступает углекислый газ, температура которого варьируется от 1 000 до 3 000 К (+726…+2726 °С). Для возбуждения используют вспомогательный маломощный лазер. Проходя со сверхзвуковой скоростью сквозь сопло Лаваля (канал с сильным сужением посередине), газ подвергается резкому расширению и охлаждению. Атомы газа, возвращаясь в первоначальное состояние, активируют излучение.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
|
Толщина заготовки, мм |
Оптимальная скорость резки, м/с |
Ширина реза, мм |
Шероховатость кромок, мкм |
Неперпендикулярность, мм |
|
1 |
10-11 |
0,1–0,15 |
10–15 |
0,04–0,06 |
|
3 |
6-7 |
0,3–0,35 |
30–35 |
0,08–0,12 |
|
5 |
3-4 |
0,4–0,45 |
40–50 |
0,1–0,15 |
|
10 |
0,8–1,15 |
0,6–0,65 |
70–80 |
Еще одним преимуществом лазерной резки является ее точность, измеряемая в процентном отношении. В основе требований к названному параметру лежит толщина обрабатываемой заготовки, а также цели ее дальнейшего использования. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
На скорость резки влияет также теплопроводность обрабатываемого металла. Чем более высоким будет этот показатель, тем больше энергии необходимо для обработки, поскольку тепло из рабочей зоны будет отводиться более интенсивно. К примеру, лазер, мощность которого составляет 600 Вт, без труда справится с черными металлами или титаном. В то же время работа с медью и алюминием, отличающимися повышенной теплопроводностью, будет намного сложнее. Что касается усредненных показателей, разработанных для разных металлов, они являются следующими:
|
Малоуглеродистая сталь |
Инструментальная сталь |
Нержавеющая сталь |
Титан |
|||||||
|
Толщина, мм |
1,0 |
1,2 |
2,2 |
3,0 |
1,0 |
1,3 |
2,5 |
3,2 |
0,6 |
1,0 |
|
Мощность лазера, Вт |
100 |
400 |
850 |
400 |
100 |
400 |
400 |
400 |
250 |
600 |
|
Скорость резания, м/мин |
1,6 |
4,6 |
1,8 |
1,7 |
0,94 |
4,6 |
1,27 |
1,15 |
0,2 |
1,5 |
Качество реза находится в прямой зависимости от принципа лазерной резки и выбранного режима работы. Характеристиками качества являются точность вырезанной заготовки, ширина реза, шероховатость и ровность поверхностей кромок, присутствие на них частиц оплавленного металла (грата), глубина реза. Однако основное значение имеют такие параметры, как скорость резки и толщина детали.
Преимущества и недостатки лазерной резки

Лазерная резка обладает неоспоримыми преимуществами.
Лазер позволяет работать с металлами различной толщины (медными – толщиной от 0,2 до 15 мм, алюминиевыми – от 0,2 до 20 мм, стальными – от 0,2 до 20 мм, из нержавейки – до 50 мм).
Поскольку режущий инструмент не контактирует с заготовкой, то можно обрабатывать хрупкие и легко деформирующиеся детали.
Принцип лазерной резки позволяет создавать детали различной конфигурации (особенно при использовании установок с компьютерным обеспечением). Достаточно загрузить в программу чертеж детали, и оборудование выполнит резку самостоятельно, при этом точность будет весьма высокой.
Лазерная резка позволяет работать с высокой скоростью. При необходимости изготовления малой партии деталей она позволит обойтись без таких процессов, как штамповка и литье.
Благодаря лазерной резке снижается себестоимость готовых деталей, а значит, и их конечная цена. Это обусловлено минимумом отходов и чистотой среза.
Процесс резки лазером является наиболее универсальным, позволяющим справляться со сложными задачами.
При этом лазерная резка обладает малым количеством недостатков, среди которых высокое потребление энергии. Именно поэтому такой способ обработки является самым дорогим. Впрочем, если сравнить обработку лазером со штамповкой, для которой требуется дополнительно изготовить оснастку, то использование первого будет более экономичным. Еще одним минусом является небольшая толщина разрезаемых деталей (максимум 20 мм).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
90000 An Engineer’s Guide to Laser Cutting> ENGINEERING.com 90001 90002 If you were asked to name an important event from 1967 there are plenty of obvious answers. 90003 1967 had the Summer of Love, Thurgood Marshall’s confirmation to the Supreme Court and-if you’re a hockey fan-it was the last time the Toronto Maple Leafs won the Stanley Cup. There was also no shortage of engineering news in 1967 including the Apollo 1 disaster, the Saturn V rocket’s first launch and the Concorde’s debut.90004 90003 Here’s another event from 1967 that was arguably just as important but did not get nearly as much press: Peter Houldcroft, then Deputy Scientific Director at The Welding Institute in Cambridge, UK began his experiments using an oxygen assist gas to cut a 1mm- thick steel sheet with a 300W CO 90006 2 90007 laser. 90004 90003 This marked the beginning of using lasers for industrial material processing. Now, 50 years later, laser cutting machines account for the largest segment of the metal cutting machine market, which also includes plasma, waterjet and mechanical cutting.90004 90011 What is Laser Cutting? 90012 90003 In the simplest terms, a CNC laser cutter uses a coherent beam of light to cut material, most often sheet metal, but also wood, diamond, glass, plastics and silicon. 90004 90015 90003 (Image courtesy of AMADA.) 90004 In the beginning, the beam was directed through a lens via mirrors, but these days fiber optics are much more common. The lens focuses the beam at the work zone to burn, melt or vaporize the material. Exactly which process (es) the material undergoes depends on the type of laser cutting involved.90003 Broadly speaking, laser cutting can be divided into two types: laser fusion cutting and ablative laser cutting. Laser fusion cutting involves melting material in a column and using a high-pressure stream of gas to shear the molten material away, leaving an open cut kerf. In contrast, ablative laser cutting removes material layer by layer using a pulsed laser-it’s like chiseling, only with light and on a microscopic scale. This generally means evaporating the material, rather than melting it.90004 90003 Two other key factors distinguish laser fusion cutting from ablative laser cutting. 90004 90003 First, ablative laser cutting can be used to make partial cuts in a material, whereas laser fusion cutting can only be used to cut all the way through it. This is due to fusion cutting operating with lasers either in continuous waves or with significantly longer pulses than ablative cutting (micro- or milliseconds vs. nanoseconds), which causes a molten pool to penetrate the entire depth of the metal.This molten material must be sheared away via gas stream, otherwise it can stay in the kerf and weld back cut edges upon cooling. 90004 90003 The second and more significant factor that distinguishes these two types of laser cutting is speed. «With sheet metal cutting-which makes up the bulk of the cutting industry-you’re mostly cutting material that’s 0.5 mm — 12 mm thick,» said Rouzbeh Sarrafi, senior applications scientist at 90025 IPG Photonics. «At the current state of laser technology, laser fusion cutting is much faster for those setups.Ablative cutting takes more time, for now. » 90004 90027 90003 (Image courtesy of IPG Photonics.) 90004 90003 Given its dominance in the sheet metal cutting industry, this article focuses on laser fusion cutting. If you’d like to learn more about ablative laser cutting, check out this article on Micron-Scale Manufacturing. 90004 90011 Fiber Lasers vs CO 90006 2 90007 90012 90003 The two most common types of laser cutting machines are fiber laser and CO 90006 2 90007. 90004 90003 CO 90006 2 90007 lasers use an electromagnetically stimulated gas-typically, a mixture of carbon dioxide, nitrogen and sometimes hydrogen, xenon or helium-as their active laser medium.In contrast, fiber lasers-which are a type of solid-state laser-use an optical fiber doped with rare-earth elements, such as erbium, ytterbium, neodymium or dysprosium. As indicated by Houldcroft’s experiments, the industry began with CO 90006 2 90007, and that technology dominated until only recently. 90004 90046 90003 (Image courtesy of Bystronic.) 90004 «Starting in about 2010 or 2011, fiber laser sales were about 5-10 percent of all laser sales,» said Dustin Diehl, laser division product manager at AMADA AMERICA.»They were around before then, but they had not gained much traction-people were not familiar with the technology. Once the customers started to feel more comfortable with it, that’s when you really started to see an upswing in fiber sales. As we wrapped up 2017, well over 90 percent of our machine sales were fiber. » 90003 Speculation about fiber lasers taking over the market from CO 90006 2 90007 entirely goes all the way back to some of the earliest fiber laser systems. As the tables have turned over the past decade, the question has shifted from «Is it possible that the so-called niche laser cutter may have a larger market than anticipated?» to «Will fiber lasers replace CO 90006 2 90007 completely?» 90004 90003 Even among the experts, it remains a controversial subject: 90004 90003 «The trend [of replacing CO 90006 2 90007 with fiber] will continue,» said Erich Buholzer, product manager, laser cutting at Bystronic.»Potentially, CO 90006 2 90007 lasers will be replaced completely. If so, this would happen mid-term while the fiber laser technology further evolves. Currently, CO 90006 2 90007 lasers still have some specific advantages, e.g., better edge quality in thick material and smaller burrs. » 90004 90003 Diehl was more guarded, but still optimistic about fiber’s prospects: 90004 90003 «Will it ever replace CO 90006 2 90007? I would not want to make that bold of a statement, because there may be some applications where it’s a must, but there’s so much we can do with fiber that, from what we’ve found, there’s nothing a fiber can not do that a CO 90006 2 90007 can.»90004 90073 90003 (Image courtesy of AMADA.) 90004 He also disagreed with Buholzer’s assessment of fiber’s performance on thick materials. 90003 «The idea that CO2 has an ‘edge’ when it comes to thicker materials is probably an older misconception-and when we’re talking about ‘older’ in the fiber world that might just be a couple of years,» he said. «When fiber first came out that was a concern, because there was not really any technique that allowed you to get the edge quality of a CO2, but today we can duplicate that edge quality, even with thicker materials.»90004 90003 Sarrafi of IPG Photonics was even more optimistic concerning the prospects for fiber lasers: 90004 90003 «I expect that solid-state lasers-especially fiber lasers, due to all the developments that have occurred in recent years-will completely replace CO2 lasers for sheet metal cutting applications. If you go to shows like FABTECH, it’s apparent that fiber lasers already dominate the metal cutting field. » 90004 90011 Laser Cutting Materials 90012 90003 As noted above, CNC laser cutters are used on a wide range of materials in a variety of industries.Since cutting sheet metal is the most common application, it’s worth focusing on the particularities involved. For instance, reflectance and surface thickness are two of the most important factors to consider. 90004 90086 90003 (Image courtesy of IPG Photonics.) 90004 «Reflectance is the major factor regarding the type of material which can be cut, and here the laser technology used (e.g., CO 90006 2 90007 vs fiber laser) has a major impact,» said Buholzer. «Maximal thickness depends on various factors, including laser power and how it is applied.» 90003 On the subject of reflectance, Sarrafi added: 90004 90003 «Modern fiber lasers have proven to cut all reflective metals if they have sufficient power and a small enough spot size,» he said. «It’s a matter of high peak power and the optical setup. So, reflectivity is not as much of an issue any more. » 90004 90003 It’s true that improvements in fiber lasers have resulted in a wider range of options for laser metal cutting, including copper, brass titanium and other alloys that were not ideal for CO 90006 2 90007.However, despite these improvements, material thickness still presents a significant limitation on laser cutting. 90004 90003 «Generally, in the laser world, 1in mild steel has been the upper limit,» said Diehl. «Once you go beyond that to 1½in or 2in plate, there might be a better tool for the job.» 90004 90003 90004 90011 Laser Cutting vs. Other Processes 90012 90003 Although CNC laser cutters have made some huge advances over the last decade-especially fiber lasers-they are not the only game in town.If you’re considering a new (or used) laser cutting machine for your application, chances are that you’re either upgrading an old laser or replacing a less efficient process with a more efficient one. In the latter case, it’s often a debate between laser, plasma, mechanical and waterjet cutting. 90004 90107 90003 (Image courtesy of Bystronic.) 90004 «A lot of it depends on your product, and if it falls within the right range,» said Diehl. «Generally, a laser’s going to come in a 5 ‘x 10’ machine or maybe a 6 ‘x 12’.We’re used to a processing range of 1-inch mild steel and down. Now, with the higher wattage fibers, we’re even doing 1-inch stainless and 1-inch aluminum, which is one of the advancements with fiber laser technology. But as long as you stay within that range and below, a fiber laser is definitely going to be the way to go. » 90110 90111 90110 Laser Cutting vs. Plasma 90111 90003 Plasma cutting uses an electrically heated channel of ionized gas to cut through material. Since the workpiece itself constitutes part of the resulting electric circuit, it must be electrically conductive.90004 90116 90003 Unloading an AMADA liber laser CNC machine at the Fleet Readiness Center Southeast. 90004 In terms of capital cost, operating cost and speed, plasma cutting has the edge over laser cutting. As indicated above, plasma is also better at cutting thicker sheets. However, CNC laser cutters win out on flexibility-since they can cut non-conductive materials-and, more importantly, on edge quality. 90003 Part size tolerance for plasma is also significantly lower than for laser cutting since the kerf width for plasma is considerably larger.90004 90110 Laser Cutting vs. Punching 90111 90003 In this context, ‘mechanical cutting’ refers to the use of a punch press with a die. 90004 90003 On average, mechanical cutting has a higher capital cost and a higher operating cost than laser cutting, particularly if the punch press uses a complex die set. Although mechanical cutting has made significant advancements in recent years, laser cutting remains the more flexible processes. The principle advantage of mechanical cutting is volume.90004 90127 90003 (Image courtesy of AMADA.) 90004 90003 «If you’re comparing a mechanical punch press with a fiber laser, the fiber laser gives you a lot more flexibility, but the punch press is only more economical if you need to produce a very large number of identical parts,» said Sarrafi. 90004 90003 Laser cutting also has an arguable advantage over punching when it comes to part quality, particularly if tool marks or surface scratches are an issue in your application. 90004 90110 Laser Cutting vs.Waterjet 90111 90003 Waterjet cutting utilizes a high-pressure stream of water, often in conjunction with an abrasive. Its capital cost is higher than plasma, but lower than laser, however it also has the highest operating cost of all three. 90004 90003 Waterjet is capable of 3D material cutting as well as cutting thicker materials, while laser cutting wins out on cutting speed-though this can be offset in multi-jet systems. Relative edge quality and precision are close, but waterjet has a slight advantage in both.90004 90003 90004 90011 Common Mistakes in Laser Cutting 90012 90003 «From a first-laser standpoint, there’s a little bit of an intimidation factor,» Diehl said. «It’s a very high-tech piece of equipment, and the customer may be coming from another source, like plasma or even an old mechanical punch.» 90004 90146 90003 (Image courtesy of IPG Photonics.) 90004 As with any new process, there’s a learning curve in laser cutting. If you have experience with other XY cutting processes, such as plasma, a CNC laser cutter should seem relatively familiar to you.However, there are still some mistakes that new users should take care to avoid. Sarrafi noted two in particular: 90003 «I’ve seen customers sometimes miss tool resolution or kerf width, mistakenly assuming these are infinitely narrow cut lines,» he noted. «They’re not, although lasers are very narrow compared to other processes. The range is typically 30 microns to 300 microns, depending on laser power, optical setup and your process. That needs to be taken into account in the design of the cut.»90004 90003 Another common mistake concerns supporting small parts using micro-joints, which is called tabbing: 90004 90003 «Laser cutting uses high-pressure gas-5-25 bars for nitrogen cutting-so you need the parts to either be supported by their own weight, which works if they’re thicker than 2-3 mm and relatively large in size, but for the parts that are thin and small, to resist the force of the gas stream, small sections need to remain uncut, «Sarrafi said. «These micro-joints are very small, 0.2-0.4 mm wide, so they’re easy to break in post processing, but sometimes they’re necessary to connect the parts to the frame so the parts do not fly away. » 90004 90155 90003 (Image courtesy of Bystronic.) 90004 One final issue concerns laser cutter maintenance, as Diehl explained: «There’s a lot of detail to a fiber laser that you need to consider from a daily operational standpoint, like cleanliness. There are nozzles that need to be maintained properly or lens protection devices-these are things that need to be dealt with on a daily basis.»All of this points the importance of pairing laser cutting systems with capable, qualified operators, as Diehl noted. 90003 «We see shops with operators that are like our internal champions: they make us look good because they take care of the machine and understand the importance of everything from programming techniques to daily maintenance.» 90004 90011 Tips for Efficient Laser Cutting 90012 90003 There’s a common misconception regarding laser cutting that efficiency is just a matter of raw laser power.This is due, in part, to the legacy of CO 90006 2 90007 systems, but the rapid advancements in fiber laser technology have encompassed more than just laser beam power. «While raw cutting power is increasing, other factors need to be considered,» said Buholzer. «Technology-wise, especially for thin material processing, the machine dynamics (acceleration / deceleration) need to increase as well in order to make full use of the additional cutting power.» Acceleration and deceleration are a major constraint on cutting efficiency.90004 90166 90003 (Image courtesy of AMADA.) 90004 Even doubling your cutting speed will not necessarily translate to an equivalent reduction in cycle time, since that depends on the geometry of the parts you’re cutting, as Sarrafi explained: «As very high cutting speeds become available-we’re talking 2,000 inches per minute or one meter per second-the cycle time for parts for less than 2 in or smaller with intricate features is limited by acceleration rather than speed. Before you get up to full speed, you have to move to another corner.» 90003 Another way of looking at this point is that applications involving large parts or parts with less intricate features can take advantage of high speed laser cutting, since acceleration and deceleration will be less of a factor. «What you really want is a good beam delivery system that can handle the amount of power that you’re sending thought it, including the lenses, the cutting head, etc.» Diehl noted. 90004 90003 «There’s more to it than just raw power,» he added. «There’s been a 12,000W laser at FABTECH for years-there’s a lot of power out there-but has it always been a reliable production tool?» 90004 90011 Advice for Buying a CNC Laser Cutter 90012 90003 If you’re considering buying your first CNC laser cutter, there are a few things worth keeping in mind.Alternatively, if you’re wondering whether it’s time to upgrade your only laser cutter, Sarrafi offered this rough guideline: «If you have to cut a material slower than 30 inches per minute or 0.75 meters per minute, I take that as a sign that you laser process is becoming marginal. » 90004 90177 90003 (Image courtesy of Bystronic.) 90004 In either case, the first step is figuring out how and where the machine will fit into your operation, as Buholzer explained: 90003 «The processing power acquired with a current fiber laser cutting machine is very high, which translates to a high output from the machine, especially when processing thin sheets,» he said.»If you are going to invest in a laser cutting machine, you should not only consider that process step, but also how you embed the machine in your factory to get the best results from your investment.» 90004 90003 As indicated in the previous section, laser beam power should not be your only metric in deciding. That being said, you can not discount it entirely, as Sarrafi explained: 90004 90003 «Do not limit yourself by choosing the lowest power laser you need to cut your parts. High-power lasers expand your options not only for throughput but also the quality and repeatability of the cutting process.»90004 90003 This is because higher power lasers enable you to ignore the small deviations in material and the cutting system that would need to be accounted and adjusted for in a lower power laser. «If you choose a 1kW laser for 4mm stainless steel, you may have to become an expert on 1kW cutting of 4mm stainless steel,» Sarrafi explained. «That’s because, due to the small process window, you have to identify and solve all the small deviations from ideal conditions of the material and the cutting system.If you have a 2kW or 3kW laser for the same material, not only can you cut faster, but the jobs can be run with less expertise. » 90004 90188 90003 (Image courtesy of IPG Photonics.) 90004 In deciding on how much power you actually need, it may help to consider the basic equation of cost-per-part. To that point, Diehl offered the following advice: «One question I would ask is, ‘What’s being done from a technology standpoint to lower the cost per part?’ You can buy the highest wattage laser out there and throw the most assist gas at it as you can, but is that really making a more cost-effective part, or is it actually making the part more expensive compared to the way you used to process it? » 90011 Industrial Laser Cutting 90012 90003 Unlike the Toronto Maple Leafs, industrial laser cutting has seen significant victories since тисячу дев’ятсот шістьдесят сім.Just as CNC laser cutters went from niche applications to dominating the cutting machine market, so did fiber laser rise from a niche technology to similarly dominate the laser cutting machine market. But there are many factors to consider before diving into laser cutting-just remember that with lasers, as with life, power is not everything, but it’s not nothing either. 90004 90003 For more information on laser cutting, visit the websites for AMADA AMERICA, Bystronic and IPG Photonics. 90004 90003 For information on other fabricating and machining processes, check out our features on waterjet cutting, electrical discharge machining and 5-axis machining.90004 .90000 Fiber Laser Cutting Metal Techniques 90001 90002 Laser cutting is achieved by heating the material using a focused laser beam. As the material melts, it is effectively removed either by gas jet or vaporization, thus creating a cut kerf. There are 3 basic types of laser cutting methods: 90003 90002 90005 Laser Cutting Techniques 90006 90002 In 90008 Fusion Cutting 90009, the laser beam is coaxially combined with an inert gas such as nitrogen or argon. The heat produced by the laser beam creates a molten layer that is ejected down through the kerf by pressurized gas from the nozzle.Fusion cutting may be used for cutting mild steels up to 25 mm thick. 90003 90002 90008 Flame cutting, 90009 also called reactive cutting, utilizes a laser beam coupled with oxygen gas or air to heat the substrate to its ignition temperature. While the heat produced by the laser beam melts the surface, the gas exothermically reacts with the substrate and creates an additional source of heat to form an oxide layer or slag. As the gas jet ejects the slag from the bottom surface of the substrate, it produces a cut kerf.Flame cutting is often used for cutting alloy steel such as mild steel and thicknesses up to 40 mm at relatively fast processing speeds. 90003 90002 90008 Sublimation 90009 or evaporative cutting is usually processed by heating the layer to the vaporization point. This cutting method is typically used for materials with low vaporization temperatures such as polymers, wood and organic materials. 90003 90003 90002 Fiber lasers have a dynamic operating power range allowing the beam focus and its position to remain constant even when the laser power is changed.In addition, a wide range of spot sizes can be achieved by changing the optics configuration. These features enable the end user to choose an appropriate power density for cutting various materials and wall thicknesses. IPG’s fiber lasers are the ideal solution for many laser cutting applications. 90003 90002 90005 Types of Metals 90006 90025 90026 90027 90028 Stainless Steels 90029 90028 Carbon Steels 90029 90028 Gold & Silver 90029 90028 Aluminum 90029 90036 90027 90028 Tool Steels 90029 90028 Nickel Alloys 90029 90028 Brass & Copper 90029 90028 Titanium 90029 90036 90047 90048 90003 90025 90026 90027 90053 90029 90036 90047 90048 90025 90026 90027 90028 90002 Each cutting process is highly dependent on material type and thickness and required processing speed, edge quality and kerf width.These requirements determine laser parameters such as wavelength, power and beam quality. 90003 90002 IPG’s 90008 Single-mode fiber lasers 90009 in either continuous or modulated mode are best suited for thin metal cutting (less than 1 mm) due to their ability to focus to the smallest of spot sizes. The large power densities associated with the small spot and excellent beam quality enables cutting of intricate features at a high rate of speed. Applications include 90008 cardiovascular stents 90009, solder-mask stencils and thin copper cutting required by the battery industry.In many cases the cutting is accomplished with a high speed galvo to match the speed possible with fiber lasers. 90003 90002 90008 QCW Fiber Lasers 90009 with optimized pulses also facilitate cutting of intricate features in thin material. This pulsed mode-cutting results in minimal slag and heat affected zone (HAZ), which are critical to many cutting processes as well as micro-machining applications. 90003 90029 90053 90029 90077 90002 90003 90029 90036 90047 90048 90002 The low-duty cycle cutting process uses high-pulse energy for cutting thin-walled and thicker high-reflectivity materials at much lower average power.Examples of pulsed laser cutting include ceramics and precious metals. The higher power QCW lasers with 20 kW of pulsed power and 2 kW of average power make it now possible to cut both thick and thin materials utilizing the same laser. In addition these lasers are the work horse of aerospace drilling applications with material thickness> 25 mm. 90003 90002 In comparison with CO 90087 2 90088 lasers, the processing times for fiber lasers are significantly lower than that of a CO 90087 2 90088 laser, given the same output power, material and material thickness.In addition, power consumption is also significantly smaller than that of a CO 90087 2 90088 laser, typically 9% WPE for a CO 90087 2 90088 vs> 35% for a fiber laser (90008 YLS-ECO Series 90009 lasers have wall-plug efficiencies exceeding 45%). With ease of use and virtually lack of maintenance, IPG fiber lasers are the ideal solution for cutting metals. Fiber lasers are rapidly replacing the CO 90087 2 90088 in the cutting arena with major cutting OEMs switching or already offering fiber based cutting machines.These machines are available with fiber lasers from 2 to 6 kW offering the user the ability to cut both sheet metal as well as plate on the same machine base. In addition, because of the higher absorption of 1 micron light, the lasers make it possible to cut brass, aluminum and copper at production rates. 90003 90025 90026 90027 90028 90029 90053 90029 90028 90025 90026 90027 90028 90002 The 90008 YLS Series 90009 and 90008 YLS-CUT 90009 high power CW multi-mode lasers may be used for cutting thin sheets to heavy plates for a variety of applications.The large depth of field and small spot sizes result in small kerfs and straight walls even in thick metals. The kerf width and lack of taper are a great improvement over alternative metal cutting techniques. Common applications with the high power multi-mode lasers include cutting riveting holes in alloys of aluminum and titanium for aerospace applications and cutting thick plates for the shipbuilding and heavy steel industries. 90003 90002 IPG fiber lasers may also by installed in robot-guided systems for 3-D cutting applications.These systems provide a reliable and efficient method for cutting plate and sheet metals at reduced energy consumption requirements and processing times. 90008 IPG cutting heads 90009 integrated with these systems offer capacitive distance control and linear drive capabilities. Typical applications include 3-D cutting of hydroform tubes as well as other automotive body parts. These leading edge systems have the additional capability of cutting flat workpieces for greater flexibility. 90003 90029 90036 90047 90048 90002 90008 Modulated vs Pulse Cutting 90009 90003 90002 All IPG 90008 continuous wave (CW) fiber lasers 90009 can be modulated up to several kHz for precision cutting.IPG has a unique range of products with enhanced peak power where a very different pulsed cutting process may be employed. These are known as 90008 QCW fiber lasers. 90009 In this case, the low duty cutting process uses high pulse energy for cutting and drilling thick-walled and high reflectivity materials at much lower average power. 90003 90029 90036 90047 90048 90140 Why is fiber laser the best choice for cutting copper and brass? 90141 90002 Small focus spots and extremely high power density (more than 100 MW / cm 90143 2 90144) is made possible by: 90003 90146 90147 Relatively short wavelength (1 μm vs.10 μm of CO 90087 2 90088 lasers) 90150 90147 High beam quality 90150 90147 Economical availability of high peak power fiber lasers 90150 90155 90002 At such high power density levels, metals such as copper and brass go through a phase change into molten state. The laser beam rapidly overcomes the reflectivity barrier of such metals to initiate an efficient cutting process. 90008 Cutting reflective metals 90009 have shown to be very challenging when using CO 90087 2 90088 lasers or near-IR lasers with low peak power.90003 90002 90003 90002 90003 90002 To learn more about 90008 laser cutting reflective metals 90009, please visit our LaserCube page. 90003 90002 90003.